1.本实用新型涉及成型模具技术领域,尤其涉及一种用于高性能烧结钕铁硼的成型模具。
背景技术:
2.自1983年烧结nd-fe-b问世以来,由于其优异的磁性能而广泛地应用it、医疗、新能源、航天航空等领域;烧结nd-fe-b磁体一般由nd2fe14b基体相、晶界富nd相及nd1 εfe4b4富硼相组成;
3.现有在对烧结钕铁硼成型后脱模时,存在不便脱模的情况,导致在脱模流程中浪费大量时间。
技术实现要素:
4.本实用新型的目的是为了解决在对烧结钕铁硼成型后脱模时,存在不便脱模的情况,导致在脱模流程中浪费大量时间的问题。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.一种用于高性能烧结钕铁硼的成型模具,包括下模板、上模板,所述下模板上设置有第一模座,所述第一模座上开设有安装槽,所述安装槽中设置有凹模,所述凹模上开设有成型腔,还包括:设置在所述上模板上的凸模,所述凸模与成型腔相对应;设置在所述下模板上的第二模座,所述第二模座上开设有限位腔,所述第二模座上固定连接有弹簧,所述弹簧上固定连接有滑块,所述滑块滑动连接在成型腔中,所述滑块上固定连接有滑杆,所述滑杆滑动连接在限位腔中。
7.为了便于对下模板、上模板定位,优选地,所述下模板上固定连接有导柱,所述上模板滑动连接在导柱上。
8.为了便于对凹模进行安装和拆卸,进一步的,所述第一模座、凹模上均开设有贯穿销孔。
9.为了便于对凹模定位,进一步的,所述安装槽对称开设有定位槽,所述凹模上设置有凸台,所述凸台滑动连接在定位槽中。
10.为了便于对第二模座定位安装,进一步的,所述下模板上开设有放置槽,所述第二模座设置在放置槽中。
11.为了便于拆卸和安装,进一步的,所述下模板、上模板上均开设有安装孔,所述第一模座、第二模座均通过螺栓固定连接在下模板上,所述凸模通过螺栓固定连接在上模板上。
12.为了便于拆卸和安装,进一步的,所述下模板、上模板上均开设有安装孔。
13.与现有技术相比,本实用新型提供了一种用于高性能烧结钕铁硼的成型模具,具备以下有益效果:本实用新型通过凸模与成型腔的配合,能够快速完成对钕铁硼粉状物料的成型,并在成型后,当凸模远离成型腔后,能够快速对成型腔中的成型件进行脱模,避免
成型件不易脱模的情况发生,进而节省时间。
附图说明
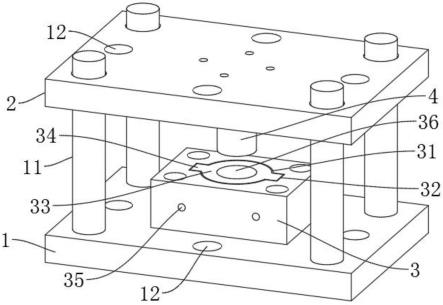
14.图1为本实用新型提出的一种用于高性能烧结钕铁硼的成型模具的立体结构示意图一;
15.图2为本实用新型提出的一种用于高性能烧结钕铁硼的成型模具的立体结构示意图二;
16.图3为本实用新型提出的一种用于高性能烧结钕铁硼的成型模具的立体结构示意图三;
17.图4为本实用新型提出的一种用于高性能烧结钕铁硼的成型模具的立体结构示意图四;
18.图5为本实用新型提出的一种用于高性能烧结钕铁硼的成型模具的立体结构示意图五。
19.图中:1、下模板;11、导柱;12、安装孔;13、放置槽;2、上模板;3、第一模座;31、安装槽;32、定位槽;33、凹模;34、凸台;35、销孔;36、成型腔;4、凸模;5、第二模座;51、滑块;52、滑杆;53、弹簧;54、限位腔。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
21.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
22.实施例1:
23.参照图1-5,一种用于高性能烧结钕铁硼的成型模具,包括下模板1、上模板2,下模板1上设置有第一模座3,第一模座3上开设有安装槽31,安装槽31中设置有凹模33,凹模33上开设有成型腔36,还包括:设置在上模板2上的凸模4,凸模4与成型腔36相对应;设置在下模板1上的第二模座5,第二模座5上开设有限位腔54,第二模座5上固定连接有弹簧53,弹簧53上固定连接有滑块51,滑块51滑动连接在成型腔36中,滑块51上固定连接有滑杆52,滑杆52滑动连接在限位腔54中;下模板1上固定连接有导柱11,上模板2滑动连接在导柱11上,导柱11对下模板1和上模板2进行定位;
24.通过将下模板1、上模板2安装在现有液压机或压型设备上,设备驱动上模板2上下运动,完成成型步骤;
25.在使用时,将钕铁硼粉状物料放入成型腔36中,钕铁硼粉状物料落在成型腔36中的滑块51上,随后驱动上模板2靠近下模板1,此时上模板2上的凸模4进入到成型腔36中,并对成型腔36中的钕铁硼粉状物料进行挤压;
26.在上模板2持续靠近下模板1时,凸模4一端在成型腔36中挤压钕铁硼粉状物料,并
对滑块51造成挤压,使得滑块51在成型腔36中向限位腔54方向移动,滑块51滑动时使得弹簧53被压缩,并使得滑杆52在限位腔54中滑动,当凸模4一端推动滑杆52抵到限位腔54底面后,完成对限位腔54中钕铁硼粉状物料的成型;
27.成型过后,通过设备带动上模板2远离下模板1,在凸模4远离成型腔36时,弹簧53回弹,推动滑块51向靠近上模板2方向滑动,推动成型腔36中的成型件向上移动,并将成型件的一端推出成型腔36外,进而完成成型后的脱模流程,再使用机械手或其他工具将成型件夹出即可;
28.该装置通过凸模4与成型腔36的配合,能够快速完成对钕铁硼粉状物料的成型,并在成型后,当凸模4远离成型腔36后,能够快速对成型腔36中的成型件进行脱模,避免成型件不易脱模的情况发生。
29.实施例2:
30.参照图1和图4,一种用于高性能烧结钕铁硼的成型模具,与实施例1基本相同,更进一步的是:第一模座3、凹模33上均开设有贯穿销孔35;
31.将凹模33放入安装槽31中,通过销钉插入销孔35中,将凹模33固定在安装槽31中,进而便于对凹模33进行固定,同时便于凹模33从安装槽31上拆下,更换不同形状的成型腔36进行成型,凹模33更换时,也需同时更换与成型腔36形状相同的滑块51。
32.实施例3:
33.参照图1和图4,一种用于高性能烧结钕铁硼的成型模具,与实施例2基本相同,更进一步的是:安装槽31对称开设有定位槽32,凹模33上设置有凸台34,凸台34滑动连接在定位槽32中;
34.通过凸台34滑动在定位槽32中,能够快速将第一模座3、凹模33上的销孔35对齐,进而便于销钉的插入。
35.实施例4:
36.参照图1-5,一种用于高性能烧结钕铁硼的成型模具,与实施例3基本相同,更进一步的是:下模板1上开设有放置槽13,第二模座5设置在放置槽13中;下模板1、上模板2上均开设有安装孔12,第一模座3、第二模座5均通过螺栓固定连接在下模板1上,凸模4通过螺栓固定连接在上模板2上;
37.通过放置槽13能够将第二模座5定位在下模板1上,并通过螺栓将第二模座5固定在下模板1上,同时便于第二模座5的安装和更换;
38.通过安装孔12便于将下模板1、上模板2安装在设备上。
39.本实用新型通过凸模4与成型腔36的配合,能够快速完成对钕铁硼粉状物料的成型,并在成型后,当凸模4远离成型腔36后,能够快速对成型腔36中的成型件进行脱模,避免成型件不易脱模的情况发生,进而节省时间。
40.以上,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。