1.本实用新型涉及锻件打磨技术领域,具体涉及一种锻件打磨机。
背景技术:
2.锻件是指通过对金属坯料进行锻造变形而得到的工件或毛坯,锻件按坯料在加工时的温度,可分为冷锻温锻和热锻。冷锻一般是在室温下加工,热锻是在高于金属坯料的再结晶温度下加工,通过锻造可消除金属的疏松。孔洞,使锻件的机械性能得以提高。
3.现有的打磨机打磨锻件时一般是靠工人手工推着锻件在砂轮上打磨,但是锻件的平整度和打磨深度不能达到很好的控制,并且工人在打磨过程中操作锻件的移动更加劳累影响工作效率。
4.因此,有必要提供一种锻件打磨机解决上述技术问题。
技术实现要素:
5.为解决上述问题,本实用新型提供了一种锻件打磨机,本实用新型是通过以下技术方案来实现的。
6.一种锻件打磨机,包括底座、夹持装置、轨道板、升降板、电机和刻度尺,所述夹持装置固接在底座的上表面,所述底座的上表面四角处固接有四个支撑柱,左侧的各支撑柱与右侧的各支撑柱头部之间均固接有第一轨道杆,各第一轨道杆上均滑动连接有两个滑块,两侧对应的滑块通过第二轨道杆固定连接,所述轨道板前后侧与对应的前后侧第二轨道杆滑动连接,轨道板的前侧固接有u型把手,轨道板的两侧对称固接有卡板,所述升降板设置在轨道板的下方,升降板固接有对应卡板滑动连接的第三轨道杆,所述升降板的上表面转动连接有驱动螺杆,驱动螺杆的顶部固接有手轮,手轮上表面转动连接有转把,所述轨道板上开设有驱动螺杆对应的螺纹孔,且螺纹孔与驱动螺杆啮合,所述电机固接在升降板的底部。
7.优选的,所述夹持装置包括支架、支撑板和弹簧,所述底座的上表面固接有四个支架,各支架的头部分别固接在支撑板的四角处,所述各支架的头部均开设有通孔,各通孔内均设置有第四轨道杆,且第四轨道杆与通孔滑动连接,所述第四轨道杆的外侧端固接有限位块,第四轨道杆的内侧端固接有顶块,所述弹簧套设在第四轨道杆上,所述弹簧的内侧端与顶块的外侧面固定连接,所述弹簧的外侧端与支架的内侧面固定连接。
8.优选的,所述顶块的内侧固接有硅胶垫。
9.优选的,所述u型把手上套设固定有海绵材质的管套。
10.优选的,所述电机的输出轴上固接有砂轮,电机的底部设置有指针,所述指针包括转动轴和伸缩杆,转动轴的上表面转动连接在电机底部,所述伸缩杆的左侧固定连接在转动轴底部,且伸缩杆的头部下表面和砂轮的下表面处于同一平面。
11.优选的,所述刻度尺固接在右前侧的支撑柱左侧上,且刻度尺零刻度位与支撑板上表面处于同一平面。
12.本实用新型的有益效果是:
13.(1)将锻件放置在夹持装置的支撑板上,利用顶块固定锻件在打磨过程中的稳定性,测量好需要锻件打磨的深度,将电机上的指针伸缩杆拉长并转动转动轴到刻度尺上,通过转把转动驱动螺杆使电机下降合适的位置后,操作u型把手把电机滑动到需要打磨的锻件上进行打磨,本装置在打磨锻件前调整了打磨的深度,且电机在打磨过程中始终在同一平面进行打磨,保证了打磨的平整和打磨深度。
14.(2)在锻件打磨过程中工人节省了提供锻件挤压砂轮的力,只需要提供电机打磨锻件的进给方向的力就可以完成锻件打磨工作,提高工作效率。
附图说明
15.为了更清楚地说明本实用新型的技术方案,下面将对具体实施方式描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
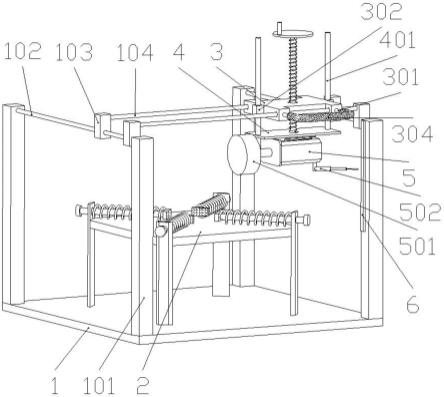
16.图1:本实用新型所述一种锻件打磨机的轴测图;
17.图2:本实用新型所述夹持装置2的结构示意图;
18.图3:本实用新型所述关于电机4升降的结构示意图。
19.附图标记如下:
20.1、底座,101、支撑柱,102、第一轨道杆,103、滑块,104、第二轨道杆;
21.2、夹持装置,201、支架,202、支撑板,203、弹簧,204、通孔,205、第四轨道杆,206、限位块,207、顶块,208、硅胶垫;
22.3、轨道板,301、u型把手,302、卡板,303、螺纹孔,304、管套;
23.4、升降板,401、第三轨道杆,402、驱动螺杆,403、手轮,404、转把;
24.5、电机,501、砂轮,502、指针,503、转动轴,504、伸缩杆;
25.6、刻度尺。
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
27.如图1-3所示,本实用新型提供以下实施例:
28.实施例一
29.一种锻件打磨机,包括底座1、夹持装置2、轨道板3、升降板4、电机5和刻度尺6,夹持装置2固接在底座1的上表面,底座1的上表面四角处固接有四个支撑柱101,左侧的各支撑柱101与右侧的各支撑柱101头部之间均固接有第一轨道杆102,各第一轨道杆102上均滑动连接有两个滑块103,两侧对应的滑块103通过第二轨道杆104固定连接,轨道板3前后侧与对应的前后侧第二轨道杆104滑动连接,轨道板3的前侧固接有u型把手301,轨道板3的两侧对称固接有卡板302,升降板4设置在轨道板3的下方,升降板4固接有对应卡板302滑动连
接的第三轨道杆401,升降板4的上表面转动连接有驱动螺杆402,驱动螺杆402的顶部固接有手轮403,手轮403上表面转动连接有转把404,轨道板3上开设有驱动螺杆402对应的螺纹孔303,且螺纹孔303与驱动螺杆402啮合,电机5固接在升降板4的底部。
30.进一步的,夹持装置2包括支架201、支撑板202和弹簧203,底座1的上表面固接有四个支架201,各支架201的头部分别固接在支撑板202的四角处,各支架201的头部均开设有通孔204,各通孔204内均设置有第四轨道杆205,且第四轨道杆205与通孔204滑动连接,第四轨道杆205的外侧端固接有限位块206,第四轨道杆205的内侧端固接有顶块207,弹簧203套设在第四轨道杆205上,弹簧203的内侧端与顶块207的外侧面固定连接,弹簧203的外侧端与支架201的内侧面固定连接。
31.进一步的,顶块207的内侧固接有硅胶垫208。
32.进一步的,u型把手301上套设固定有海绵材质的管套304。
33.本实施例的具体实施方式为:将夹持装置2上的第四轨道杆205向外拉开后,将锻件放置在夹持装置2上的支撑板202中间位置,第四轨道杆205内侧端的顶块207在弹簧203的作用下向内运动,使硅胶垫208压在锻件上,稳定锻件打磨过程中的稳定性。第一轨道杆102上滑动连接有滑块103,滑块103可进行前后滑动,轨道板3滑动连接在第二轨道杆104,从而达到轨道板3既可以左右滑动也可以前后滑动,电机5固接在设置轨道板3下方的升降板4的底部,工人可以操作与轨道板3上的螺纹孔303啮合的驱动螺杆402使电机5上下运动,且升降板4上固接的第三轨道杆401与轨道板3固接的卡板302滑动连接,可以保证在操作驱动螺杆402旋转的同时不会造成电机5的转动,同时也保证了在打磨锻件的过程中电机5的稳定性,各个结构的搭配使用保证了打磨的平整和打磨深度。
34.实施例二
35.与实施例一的不同之处在于,还包括以下内容:
36.电机5的输出轴上固接有砂轮501,电机5的底部设置有指针502,指针502包括转动轴503和伸缩杆504,转动轴503的上表面转动连接在电机5底部,伸缩杆504的左侧固定连接在转动轴503底部,且伸缩杆504的头部下表面和砂轮501的下表面处于同一平面。
37.进一步的,刻度尺6固接在右前侧的支撑柱101左侧上,且刻度尺105零刻度位与支撑板202上表面处于同一平面。
38.本实施例中:
39.电机5上的指针502在使用的时候伸长伸缩杆504并转动转动轴503转向刻度尺6,伸缩杆504的指向位置尺寸为锻件的高度去除打磨的深度后的尺寸,打磨的深度确认调整好后将伸缩杆504收缩,打开电机5带动砂轮501开始打磨锻件,因电机5确认好了打磨深度且始终在同一平面移动,保证了打磨的平整度和打磨深度,此时工人只需要提供握住u型把手301提供电机5打磨锻件的进给方向的力就可以完成打磨,从而可以更好的减少体能增加打磨效率。
40.以上公开的本实用新型优选实施例只是用于帮助阐述本实用新型。优选实施例并没有详尽叙述所有的细节,也不限制该实用新型仅为的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本实用新型的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本实用新型。本实用新型仅受权利要求书及其全部范围和等效物的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
