1.本发明涉及洗衣机绝缘框架焊接技术领域,具体为一种洗衣机绝缘框架焊接设备及其操作方法。
背景技术:
2.洗衣机绝缘框架通常是方体状结构,且绝缘框架通常是由柱状物体进行拼接后,在拼接缝处使用焊接设备进行焊接,使得两个柱状体之间牢牢固定在一起,不断重复上述操作直至形成一个完整的框架,而由于拼接缝根据柱状体的所有面数量往往会有多条拼接缝,多条拼接缝围成一圈需要人工手持焊枪沿拼接缝走向走一圈方能将两个物体牢牢焊接在一起。
3.现有的洗衣机绝缘框架是通过人工手持焊枪沿两个柱状体的拼接缝走向走一圈从而将两个柱状体牢牢焊接在一起,直至形成一个完整的框架,但该操作的焊接效率不高。
技术实现要素:
4.针对现有技术的不足,本发明提供了一种洗衣机绝缘框架焊接设备及其操作方法,解决了上述背景技术中提出现有的洗衣机绝缘框架是通过人工手持焊枪沿两个柱状体的拼接缝走向走一圈从而将两个柱状体牢牢焊接在一起,直至形成一个完整的框架,但该操作的焊接效率不高的问题。
5.为实现以上目的,本发明通过以下技术方案予以实现:一种洗衣机绝缘框架焊接设备,包括升降推杆和焊接组件,所述升降推杆的顶端连接有转动电机,且转动电机的右侧连接有伸缩推杆,所述焊接组件连接于伸缩推杆的右侧,所述焊接组件包括主框架、合体推杆、副框架、上滑槽、上滑轮、半圆齿环、电磁铁、驱动电机、驱动齿轮、调节槽、第一微型电机、微型推杆、第二微型电机和焊头,所述主框架的表面一侧设置有合体推杆,且合体推杆的右端连接有副框架,所述副框架与主框架的内壁顶部均开设有上滑槽,且上滑槽的内部设置有上滑轮,所述上滑轮的底部连接有半圆齿环,且半圆齿环的两端内壁嵌入有电磁铁,所述主框架的表面左侧设置有驱动电机,且驱动电机的底端穿过主框架的同时连接有驱动齿轮,所述副框架与主框架的侧面开设有调节槽,且调节槽的内部设置有第一微型电机,所述第一微型电机的输出轴外部连接有微型推杆,且微型推杆的端部连接有第二微型电机,所述第二微型电机的输出轴外部连接有焊头。
6.进一步的,所述半圆齿环共设置有两个,且半圆齿环与驱动齿轮啮合连接。
7.进一步的,所述驱动齿轮与主框架转动连接,且半圆齿环通过驱动齿轮与驱动电机传动连接。
8.进一步的,所述半圆齿环分别设置于主框架、副框架的内部,且半圆齿环的两端侧面与主框架、副框架的两端侧面位于同一垂直平面内。
9.进一步的,所述半圆齿环通过上滑轮与上滑槽滑动连接,且调节槽均匀开设于半圆齿环的表面。
10.进一步的,所述半圆齿环的内侧面凸出于主框架、副框架的内侧面,且微型推杆通过第一微型电机与半圆齿环转动连接。
11.进一步的,所述焊接组件还包括上坡面、下滑槽和弹簧滑轮,所述副框架与主框架内壁底部的两端设置有上坡面,且上坡面的表面开设有下滑槽,所述下滑槽的内部设置有弹簧滑轮。
12.进一步的,所述上坡面与副框架、主框架呈一体化结构,且副框架与主框架内壁底部也开设有下滑槽。
13.进一步的,所述弹簧滑轮顶部与半圆齿环的底部固定连接,且半圆齿环通过弹簧滑轮与下滑槽滑动连接。
14.一种洗衣机绝缘框架焊接设备的操作方法,所述操作方法的具体流程如下:
15.步骤一:绝缘框架的两个柱状体相拼接,拼接无误后进行加压使得两个柱状体紧密贴合,同时获取拼接缝走向通过电脑主机绘制走向图,而后合体推杆伸出使得副框架与主框架相互远离,再通过升降推杆调整副框架与主框架的高度,并通过转动电机调整副框架与主框架角度,还通过伸缩推杆调整副框架与主框架的位置,直至副框架与主框架将柱状体的拼接缝周边包围;
16.步骤二:合体推杆收缩使得副框架与主框架合并,此时两个半圆齿环通过电磁铁通电而相互吸附在一起,同时根据拼接缝走向图,由第一微型电机调整焊头高度,再由第二微型电机调整焊头的朝向使得焊头可以对准拼接缝位置,且通过微型推杆调整焊头距离使得焊头可以贴近拼接缝位置;
17.步骤三:焊头运作对拼接缝位置进行焊接,并再次根据走向图由驱动电机带动驱动齿轮使得两个半圆齿环沿上滑槽内部滑动而实现自转,此过程中焊头随之旋转并通过第一微型电机、第二微型电机微型推杆实时调整高度、角度和距离,使得焊头根据走向图沿拼接缝走向对其进行焊接;
18.步骤四,在所有拼接缝焊接完毕后,该两个柱状体之间即为焊接完毕,而后合体推杆伸出使得副框架与主框架再次相互远离从而离开对柱状体的包裹,接着在重复步骤一至三的操作,直至所有的柱状体完成焊接而形成完整的洗衣机绝缘框架。
19.本发明提供了一种洗衣机绝缘框架焊接设备及其操作方法,具备以下有益效果:
20.基于两个柱状体的拼接缝走向使多个焊头围绕拼接缝旋转,并在旋转过程中实时调整角度、高度和距离,使得焊头始终贴近拼接缝表面,保障焊接质量的同时有利于大幅度提高焊接效率,从而有利于缩短洗衣机绝缘框架成型所需时间。
21.1.该洗衣机绝缘框架焊接设备及其操作方法,两个半圆齿环之间通过合体推杆收缩而相互贴合,并通过驱动电机带动驱动齿轮使得两个半圆齿环通过上滑轮沿上滑槽内部滑动而实现自转,此过程中焊头始终贴于拼接缝位置并沿拼接缝走向进行旋转,且焊头设置有多个从而实现从各方位同时对拼接缝进行焊接的作用,从而有利于提高焊接效率,缩短洗衣机绝缘框架成型所需时间。
22.2.该洗衣机绝缘框架焊接设备及其操作方法,获取拼接缝走向通过电脑主机绘制走向图,而根据走向图由第一微型电机调整焊头高度,再由第二微型电机调整焊头的朝向使得焊头可以对准拼接缝位置,且通过微型推杆调整焊头距离使得焊头可以贴近拼接缝位置,并在焊头旋转过程中通过第二微型电机、第一微型电机、微型推杆实时调整焊头高度、
角度和距离,有利于使得焊头根据走向图沿拼接缝走向对其进行焊接,从而保障焊接质量。
23.3.该洗衣机绝缘框架焊接设备及其操作方法,半圆齿环相互贴合后电磁铁通电,使得两个半圆齿环紧密贴合而无法分离,使得半圆齿环在自转时保持稳定,而在焊接结束后电磁铁断电使得两个半圆齿环便于分离,从而便于柱状体于两个半圆齿环的内部从分离后的缺口处进行脱离,以便对后续柱状体的拼接缝进行焊接。
24.4.该洗衣机绝缘框架焊接设备及其操作方法,半圆齿环相互分离而各自位于主框架、副框架的内部,此时弹簧滑轮受到上坡面的限制使得半圆齿环无法从主框架、副框架内部发生脱离,有利于防止主框架、副框架相互分离后半圆齿环因滑动而发生脱离。
25.5.该洗衣机绝缘框架焊接设备及其操作方法,半圆齿环相互贴合而自转时,由于弹簧滑轮具有弹性在其沿下滑槽内部滑动经过上坡面是可自动收缩,且由于半圆齿环上表面有上滑轮的设置,可防止半圆齿环在自转过程发生抖动,使得半圆齿环可以稳定自转从而避免焊头发生抖动而影响焊接效果。
附图说明
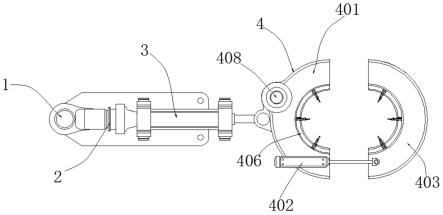
26.图1为本发明俯视外观结构示意图;
27.图2为本发明主框架俯视内部结构示意图;
28.图3为本发明副框架俯视内部结构示意图;
29.图4为本发明主框架正视内部结构示意图;
30.图5为本发明主框架与副框架贴合后结构示意图;
31.图6为本发明图2中a处放大结构示意图;
32.图7为本发明图5中b处放大结构示意图。
33.图中:1、升降推杆;2、转动电机;3、伸缩推杆;4、焊接组件;401、主框架;402、合体推杆;403、副框架;404、上滑槽;405、上滑轮;406、半圆齿环;407、电磁铁;408、驱动电机;409、驱动齿轮;410、调节槽;411、第一微型电机;412、微型推杆;413、第二微型电机;414、焊头;415、上坡面;416、下滑槽;417、弹簧滑轮。
具体实施方式
34.如图1-7所示,本发明提供一种技术方案:一种洗衣机绝缘框架焊接设备,包括升降推杆1和焊接组件4,升降推杆1的顶端连接有转动电机2,且转动电机2的右侧连接有伸缩推杆3,焊接组件4连接于伸缩推杆3的右侧,焊接组件4包括主框架401、合体推杆402、副框架403、上滑槽404、上滑轮405、半圆齿环406、电磁铁407、驱动电机408、驱动齿轮409、调节槽410、第一微型电机411、微型推杆412、第二微型电机413和焊头414,主框架401的表面一侧设置有合体推杆402,且合体推杆402的右端连接有副框架403,副框架403与主框架401的内壁顶部均开设有上滑槽404,且上滑槽404的内部设置有上滑轮405,上滑轮405的底部连接有半圆齿环406,且半圆齿环406的两端内壁嵌入有电磁铁407,主框架401的表面左侧设置有驱动电机408,且驱动电机408的底端穿过主框架401的同时连接有驱动齿轮409,副框架403与主框架401的侧面开设有调节槽410,且调节槽410的内部设置有第一微型电机411,第一微型电机411的输出轴外部连接有微型推杆412,且微型推杆412的端部连接有第二微型电机413,第二微型电机413的输出轴外部连接有焊头414,半圆齿环406共设置有两个,且
半圆齿环406与驱动齿轮409啮合连接,驱动齿轮409与主框架401转动连接,且半圆齿环406通过驱动齿轮409与驱动电机408传动连接,半圆齿环406分别设置于主框架401、副框架403的内部,且半圆齿环406的两端侧面与主框架401、副框架403的两端侧面位于同一垂直平面内,半圆齿环406通过上滑轮405与上滑槽404滑动连接,且调节槽410均匀开设于半圆齿环406的表面,半圆齿环406的内侧面凸出于主框架401、副框架403的内侧面,且微型推杆412通过第一微型电机411与半圆齿环406转动连接;
35.具体操作如下,首先绝缘框架的两个柱状体相拼接,拼接无误后进行加压使得两个柱状体紧密贴合,同时由高清摄像头获取拼接缝走向通过电脑主机绘制走向图,然后主框架401通过合体推杆402伸出而与副框架403相互远离,使得主框架401与副框架403的一侧产生缺口,再通过升降推杆1调整副框架403与主框架401的高度,并通过转动电机2调整副框架403与主框架401角度,还通过伸缩推杆3调整副框架403与主框架401的位置,直至副框架403与主框架401将柱状体的拼接缝周边包围,接着合体推杆402收缩使得副框架403与主框架401合并,此时两个半圆齿环406通过电磁铁407通电而相互吸附在一起,同时根据拼接缝走向图,由第一微型电机411调整焊头414高度,再由第二微型电机413调整焊头414的朝向使得焊头414可以对准拼接缝位置,且通过微型推杆412调整焊头414距离使得焊头414可以贴近拼接缝位置,随后焊头414运作对拼接缝位置进行焊接,并根据走向图由驱动电机408带动驱动齿轮409使得两个半圆齿环406通过上滑轮405沿上滑槽404内部滑动而实现自转,此过程中焊头414随之旋转并通过第一微型电机411、第二微型电机413微型推杆412实时调整高度、角度和距离,使得焊头414根据走向图沿拼接缝走向对其进行焊接,而焊头414设置有多个从而实现从各方位同时对拼接缝进行焊接的作用,从而有利于提高焊接效率,缩短洗衣机绝缘框架成型所需时间,在所有拼接缝焊接完毕后,该两个柱状体之间即为焊接完毕,而后合体推杆402伸出使得副框架403与主框架401再次相互远离从而离开对柱状体的包裹,接着在重复步骤一至三的操作,直至所有的柱状体完成焊接而形成完整的洗衣机绝缘框架。
36.如图1-7所示,焊接组件4还包括上坡面415、下滑槽416和弹簧滑轮417,副框架403与主框架401内壁底部的两端设置有上坡面415,且上坡面415的表面开设有下滑槽416,下滑槽416的内部设置有弹簧滑轮417,上坡面415与副框架403、主框架401呈一体化结构,且副框架403与主框架401内壁底部也开设有下滑槽416,弹簧滑轮417顶部与半圆齿环406的底部固定连接,且半圆齿环406通过弹簧滑轮417与下滑槽416滑动连接;
37.具体操作如下,半圆齿环406通过合体推杆402而相互分离,且各自位于主框架401、副框架403的内部,此时弹簧滑轮417受到上坡面415的限制使得半圆齿环406无法从主框架401、副框架403内部发生脱离,有利于防止主框架401、副框架403相互分离后半圆齿环406因滑动而发生脱离,而半圆齿环406相互贴合而自转时,由于弹簧滑轮417具有弹性在其沿下滑槽416内部滑动经过上坡面415是可自动收缩,且由于半圆齿环406上表面有上滑轮405的设置,可防止半圆齿环406在自转过程发生抖动,使得半圆齿环406可以稳定自转从而避免焊头414发生抖动而影响焊接效果。
38.一种洗衣机绝缘框架焊接设备的操作方法,操作方法的具体流程如下:
39.步骤一:绝缘框架的两个柱状体相拼接,拼接无误后进行加压使得两个柱状体紧密贴合,同时获取拼接缝走向通过电脑主机绘制走向图,而后合体推杆402伸出使得副框架
403与主框架401相互远离,再通过升降推杆1调整副框架403与主框架401的高度,并通过转动电机2调整副框架403与主框架401角度,还通过伸缩推杆3调整副框架403与主框架401的位置,直至副框架403与主框架401将柱状体的拼接缝周边包围;
40.步骤二:合体推杆402收缩使得副框架403与主框架401合并,此时两个半圆齿环406通过电磁铁407通电而相互吸附在一起,同时根据拼接缝走向图,由第一微型电机411调整焊头414高度,再由第二微型电机413调整焊头414的朝向使得焊头414可以对准拼接缝位置,且通过微型推杆412调整焊头414距离使得焊头414可以贴近拼接缝位置;
41.步骤三:焊头414运作对拼接缝位置进行焊接,并再次根据走向图由驱动电机408带动驱动齿轮409使得两个半圆齿环406沿上滑槽404内部滑动而实现自转,此过程中焊头414随之旋转并通过第一微型电机411、第二微型电机413微型推杆412实时调整高度、角度和距离,使得焊头414根据走向图沿拼接缝走向对其进行焊接;
42.步骤四,在所有拼接缝焊接完毕后,该两个柱状体之间即为焊接完毕,而后合体推杆402伸出使得副框架403与主框架401再次相互远离从而离开对柱状体的包裹,接着在重复步骤一至三的操作,直至所有的柱状体完成焊接而形成完整的洗衣机绝缘框架。
43.综上,该洗衣机绝缘框架焊接设备及其操作方法,使用时,首先绝缘框架的两个柱状体相拼接,拼接无误后进行加压使得两个柱状体紧密贴合,同时由高清摄像头获取拼接缝走向通过电脑主机绘制走向图;
44.然后主框架401通过合体推杆402伸出而与副框架403相互远离,使得主框架401与副框架403的一侧产生缺口,再通过升降推杆1调整副框架403与主框架401的高度,并通过转动电机2调整副框架403与主框架401角度,还通过伸缩推杆3调整副框架403与主框架401的位置,直至副框架403与主框架401将柱状体的拼接缝周边包围;
45.接着合体推杆402收缩使得副框架403与主框架401合并,此时两个半圆齿环406通过电磁铁407通电而相互吸附在一起,同时根据拼接缝走向图,由第一微型电机411调整焊头414高度,再由第二微型电机413调整焊头414的朝向使得焊头414可以对准拼接缝位置,且通过微型推杆412调整焊头414距离使得焊头414可以贴近拼接缝位置;
46.随后焊头414运作对拼接缝位置进行焊接,并根据走向图由驱动电机408带动驱动齿轮409使得两个半圆齿环406通过上滑轮405沿上滑槽404内部滑动而实现自转,此过程中焊头414随之旋转并通过第一微型电机411、第二微型电机413微型推杆412实时调整高度、角度和距离,使得焊头414根据走向图沿拼接缝走向对其进行焊接,而焊头414设置有多个从而实现从各方位同时对拼接缝进行焊接的作用,从而有利于提高焊接效率,缩短洗衣机绝缘框架成型所需时间;
47.在所有拼接缝焊接完毕后,该两个柱状体之间即为焊接完毕,而后合体推杆402伸出使得副框架403与主框架401再次相互远离从而离开对柱状体的包裹,接着在重复步骤一至三的操作,直至所有的柱状体完成焊接而形成完整的洗衣机绝缘框架;
48.最后半圆齿环406通过合体推杆402而相互分离,且各自位于主框架401、副框架403的内部时,此时弹簧滑轮417受到上坡面415的限制使得半圆齿环406无法从主框架401、副框架403内部发生脱离,有利于防止主框架401、副框架403相互分离后半圆齿环406因滑动而发生脱离,而半圆齿环406相互贴合而自转时,由于弹簧滑轮417具有弹性在其沿下滑槽416内部滑动经过上坡面415是可自动收缩,且由于半圆齿环406上表面有上滑轮405的设
置,可防止半圆齿环406在自转过程发生抖动,使得半圆齿环406可以稳定自转从而避免焊头414发生抖动而影响焊接效果。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。