1.本发明属于热连轧带钢自动控制技术领域,具体涉及一种钢厂带钢热轧精轧机组机架压下量的调节装置及调节方法。
背景技术:
2.目前,钢厂带钢热连轧精轧机架组的自动化控制系统由l1和l2两级组成,l1为基础自动化级,负责给现场设备发出动作指令,l2为过程控制级,负责模型计算及参数的优化设定。带钢热连轧精轧机架组的自动化控制系统之所以由l1和l2两级组成,是由于在l2系统中有很多数学模型的计算和优化,计算量很大,而以plc为核心的l1无法完成这些大量的计算和优化,所以只能把这些工作放在性能高的l2计算机中完成。l2与l1之间通过工业以太网实现信息交互,l1把大量的现场基础数据通过工业以太网传输给l2,以进行数学模型的计算和优化,l2把计算优化后的系列设定值传输给l1,从而控制机架上各个设备的动作,包括机架压下量调节。
3.具体而言,当粗轧机在进行完最后一次道次轧制且带坯头部前行到粗轧出口测温仪时,对带坯进行温度检测,l2根据检得的温度和其他有关数据进行计算,并把系列设定值传输给l1系统,l1根据收到的来自于l2的系列设定值(包括机架压下设定值)进行自动调节机架上的各个设备,谓之预设定。为提高设定计算精度,一般在带钢到达飞剪前时,即带钢将要进入精轧机架组时,需再次依据带坯温度等实测参数,由 l2进行二次设定计算,并把系列设定值(包括机架压下设定值)传输给l1系统,l1根据收到的来自于l2的系列设定值进行自动调节机架上的各个设备,谓之二次设定。
4.带钢进入精轧机架组,即在精轧轧制过程中,l2不再给l1传输设定值(包括机架压下设定值),只有轧完本块钢,检测到下一块中间坯到达飞剪前,即将要咬入精轧机架组时,l2才再一次给l1传输系列二次设定值(包括机架压下设定值)。
5.实际上,在精轧轧制过程中,带钢的温度会发生变化、工作辊也有磨损、带钢横向厚度可能不均匀等等,即当初给l2提供的基础数据信息发生了变化,而设定值(包括机架压下设定值)没有变化,这样造成轧制过程中带钢出现楔形、边浪、跑偏甚至轧废的情况。
技术实现要素:
6.为解决现有技术存在的技术问题,本发明提供了一种精轧机架实时压下调节装置及其调节方法,该装置基于高性能计算机模块资源共享,实现资源共享,计算能力极大提高,共同完成精轧机架压下设定值数学模型的计算和优化,并通过快速通讯模块及专网进行高速通信,实现精轧机架压下设定值的实时计算和调整,从而避免目前精轧机轧制过程中带钢出现楔形、边浪、跑偏甚至轧废的情况产生。
7.为实现上述目的,本发明所采用的技术方案为:一种精轧机实时压下调节装置,包括精轧机组,精轧机组由f1精轧机架、f2精轧机架、f3精轧机架、f4精轧机架、f5精轧机架、f6精轧机架、f7精轧机架7个精轧机架组成。生产时,钢坯经粗轧机轧制后,谓之中间坯,中
间坯依次经过f1精轧机架、f2精轧机架、f3精轧机架、f4精轧机架、f5精轧机架、f6精轧机架、f7精轧机架轧制,成为具有一定目标厚度的产品。
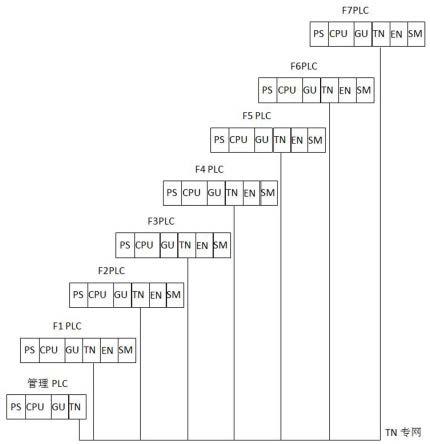
8.为此,本发明装置为每个精轧机架设置一套精轧机架plc,该精轧机架plc配置安装在底板上的电源模块、中央处理器、高性能计算模块、快速通讯模块、工业以太网模块、信号模块。电源模块、中央处理器、高性能计算模块,快速通讯模块、工业以太网模块和信号模块通过底板上的数据总线进行即时通信。
9.同时,配置一套管理plc,该plc配置安装在底板上的电源模块、中央处理器、高性能计算模块和快速通讯模块,电源模块、中央处理器、高性能计算机模块和快速通讯模块通过底板上的数据总线进行即时通信。管理plc、f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc、f7精轧机架plc相互之间通过各自的快速通讯模块tn及tn专网进行高速通信。
10.中央处理器负责基础自动化控制程序执行;高性能计算机模块具备一定规模的计算能力,8个高性能计算模块在资源共享后能满足精轧机架压下设定值的数学模型的计算和优化;快速通讯模块速度0.1ms,负责管理plc及7个精轧机架plc之间数据高速传输,实现精轧机架中央处理器程序的信息传输和联锁控制;工业以太网模块通过工业以太网络实现f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc、f7精轧机架plc与现有l2系统进行数据通信,信号模块负责采集温度等实时数据。
11.管理plc具有资源分配与共享的管理功能,管理plc把本身的高性能计算模块以及f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc、f7精轧机架plc的高性能计算模块配置成资源共享模式,通过专网实现资源共享,计算能力极大提高,共同完成精轧机架压下设定值数学模型的计算和优化。
12.管理plc除参与精轧机架压下设定值数学模型的计算和优化外,还兼管着f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc、f7精轧机架plc等7套plc高性能计算模块的负荷分配管理、压下设定值分配管理、故障信息存储管理等。
13.精轧机组机架压下量调节方法:(1)、管理plc把本身的高性能计算模块与f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc、f7精轧机架plc7个精轧机架plc的高性能计算模块配置成资源共享模式,然后执行步骤(2)。
14.(2)、管理plc接收来自于l2的轧件和精轧机架原始数据,之后判断粗轧机是否轧完最后一道次且带坯头部是否前行到粗轧出口测温仪;若粗轧机未轧完最后一道次且带坯头部没有前行到粗轧出口测温仪,则继续等待;若粗轧机轧完最后一道次且带坯头部已前行到粗轧出口测温仪,则由信号模块实时采集温度等数据,并在资源共享模式下,基于轧件和精轧机架原始数据以及实测温度等数据,在极短的时间(100毫秒)内,进行精轧机架压下数学模型计算和优化,计算和优化完成后,管理plc根据压下数学模型计算和优化结果,为f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc、f7精轧机架plc7个机架的plc分别分配压下设定值,实现预设定计算。
15.之后,判断飞剪前热检仪是否检测到中间坯没有;若飞剪前热检仪未检测到中间坯,则继续等待;若飞剪前热检仪检测到中间坯,则由信号模块实时采集温度等数据,并在
资源共享模式下,基于轧件和精轧机架原始数据以及实测温度等数据,在极短的时间(100毫秒)内,进行精轧机架压下数学模型计算和优化,计算和优化完成后,管理plc根据压下数学模型计算和优化结果,为f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc、f7精轧机架plc7个机架的plc在此分别分配压下设定值,实现二次设定计算。
16.之后,判断f1精轧机架咬钢没有;若f1精轧机架没有咬钢,则继续等待;若f1精轧机架已经咬钢,则继续执行步骤(3)。
17.(3)、由信号模块sm实时采集温度及各个机架的穿带数据,并在资源共享模式下,基于轧件和精轧机架原始数据以及实测温度和各个机架的穿带数据等数据,在极短的时间(100毫秒)内,进行精轧机架压下数学模型计算和优化,计算和优化完成后,管理plc根据压下数学模型计算和优化结果,为f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc、f7精轧机架plc7个机架的plc在此分别分配压下设定值,实现实时设定计算。
18.之后判断当前轧制机架是否甩钢;即判断f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc中正在轧制的机架轧完钢没有;若当前轧制机架没有甩钢,则返回步骤(3)执行;如若当前轧制机架已经甩钢,则判断f7机架甩钢没有;如果f7机架没有甩钢,则返回步骤(3)执行;如果f7机架已经甩钢,则返回步骤(2)执行,开始准备轧制下一块钢坯。
19.这样,循环往复,实现了压下设定值得实时调整,真正实现了轧机压下的实时控制。
20.本发明与现有技术相比,具体有益效果体现在:本发明提供了一种精轧机架实时压下调节装置及其调节方法,实现了精轧机架压下设定值的实时计算和调整,避免目前精轧机轧制过程中,因带钢的温度会发生变化、工作辊磨损、带钢横向厚度不均匀等基础数据信息发生了变化、而机架压下设定值不变化所造成的带钢出现楔形、边浪、跑偏甚至轧废的情况,本发明适应了更高的生产要求,提高了精轧生产效率。
附图说明
21.图1为精轧机架实时压下调节装置。
22.图2为精轧机组机架压下量调节方法流程图。
23.图中,ps为电源模块,cpu为中央处理器,gu为高性能计算模块,tn为快速通讯模块,en为工业以太网模块,sm为信号模块。
具体实施方式
24.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
25.如图1所示,一种精轧机实时压下调节装置及控制方法,该装置为每个精轧机架设置一套精轧机架plc,该精轧机架plc配置电源模块ps、中央处理器cpu、高性能计算模块gu、
快速通讯模块tn、工业以太网模块en、信号模块sm以及底板。电源模块ps、中央处理器cpu、高性能计算模块gu,快速通讯模块tn、工业以太网模块en、信号模块sm均安装在底板上,并通过底板上的数据总线进行即时通信。
26.同时,配置一套管理plc,该管理plc配置电源模块ps、中央处理器cpu、高性能计算模块gu、快速通讯模块tn以及底板,电源模块ps、中央处理器cpu、高性能计算机模块gu、快速通讯模块tn均安装在底板上,并通过底板上的数据总线进行即时通信。管理plc、f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc、f7精轧机架plc相互之间通过各自的快速通讯模块tn及tn专网进行高速通信。
27.中央处理器cpu负责基础自动化控制程序执行;高性能计算机模块gu具备一定规模的计算能力,8个高性能计算模块gu在资源共享后能满足精轧机架压下设定值的数学模型的计算和优化;快速通讯模块tn速度0.1ms,负责管理plc及7个精轧机架plc之间数据高速传输,实现精轧机架cpu程序的信息传输和联锁控制;工业以太网模块en通过工业以太网络,实现f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc、f7精轧机架plc与现有l2系统进行数据通信;信号模块sm负责采集温度等实时数据。
28.管理plc具有资源分配与共享的管理功能,管理plc把本身的高性能计算模块gu以及f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc、f7精轧机架plc的高性能计算模块gu配置成资源共享模式,通过tn专网实现资源共享,计算能力极大提高,共同完成精轧机架压下设定值数学模型的计算和优化。
29.管理plc除参与精轧机架压下设定值数学模型的计算和优化外,还兼管着f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc、f7精轧机架plc等7套plc高性能计算模块的负荷分配管理、压下设定值分配管理、故障信息存储管理等。
30.精轧机生产时,精轧机组机架压下量调节过程如下:(1)、管理plc把本身的高性能计算模块与f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc、f7精轧机架plc7个精轧机架plc的高性能计算模块配置成资源共享模式,然后执行步骤(2)。
31.(2)、管理plc接收来自于l2的轧件和精轧机架原始数据,之后判断粗轧机是否轧完最后一道次且带坯头部前行到粗轧出口测温仪;如果粗轧机没有轧完最后一道次且带坯头部没有前行到粗轧出口测温仪,则等待;如果粗轧机轧完最后一道次且带坯头部前行到粗轧出口测温仪,则由信号模块sm实时采集温度等数据,并在资源共享模式下,基于轧件和精轧机架原始数据以及实测温度等数据,在极短的时间(100毫秒)内,进行精轧机架压下数学模型计算和优化,计算和优化完成后,管理plc根据压下数学模型计算和优化结果,为f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc、f7精轧机架plc等7个机架的plc分别分配压下设定值,实现预设定计算。
32.之后,判断飞剪前热检仪是否检测到中间坯;如果飞剪前热检仪没有检测到中间坯,则等待;如果飞剪前热检仪检测到中间坯,则由信号模块sm实时采集温度等数据,并在资源共享模式下,基于轧件和精轧机架原始数据以及实测温度等数据,在极短的时间(100毫秒)内,进行精轧机架压下数学模型计算和优化,计算和优化完成后,管理plc根据压下数
学模型计算和优化结果,为f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc、f7精轧机架plc等7个机架的plc在此分别分配压下设定值,实现二次设定计算。
33.之后,判断f1精轧机架咬钢没有;如果f1精轧机架没有咬钢,则继续等待;如果f1精轧机架已经咬钢,则继续执行步骤(3)。
34.(3)、由信号模块sm实时采集温度及各个机架的穿带数据,并在资源共享模式下,基于轧件和精轧机架原始数据以及实测温度和各个机架的穿带数据等数据,在极短的时间(100毫秒)内,进行精轧机架压下数学模型计算和优化,计算和优化完成后,管理plc根据压下数学模型计算和优化结果,为f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc、f7精轧机架plc7个机架的plc在此分别分配压下设定值,实现实时设定计算。
35.之后,判断当前轧制机架是否甩钢;即判断f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc中正在轧制的机架是否轧完钢;如果当前轧制机架没有甩钢,则返回步骤(3)执行;如果当前轧制机架已经甩钢,则判断f7机架甩钢没有;如果f7机架没有甩钢,则返回步骤(3)执行;如果f7机架已经甩钢,则返回步骤(2)执行,开始准备轧制下一块钢坯。
36.(一)、该装置为每个精轧机架设置一套plc,该plc配置电源模块、中央处理器、高性能计算模块、快速通讯模块、工业以太网模块、信号模块以及底板。电源模块、中央处理器、高性能计算模块,快速通讯模块、工业以太网模块、信号模块安装于底板上,并通过底板上的数据总线进行即时通信。同时,配置一套管理plc,该plc配置电源模块、中央处理器、高性能计算模块、快速通讯模块以及底板,电源模块、中央处理器、高性能计算机模块、快速通讯模块安装于底板上,并通过底板上的数据总线进行即时通信。管理plc、f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc、f7精轧机架plc相互之间通过各自的快速通讯模块及专网进行高速通信。
37.中央处理器cpu负责基础自动化控制程序执行;高性能计算机模块具备一定规模的计算能力,8个高性能计算模块在资源共享后能满足精轧机架压下设定值的数学模型的计算和优化;快速通讯模块tn速度0.1ms,负责管理plc及7个精轧机架plc之间数据高速传输,实现精轧机架cpu程序的信息传输和联锁控制;工业以太网模块en通过工业以太网络,实现f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc、f7精轧机架plc与现有l2系统进行数据通信;信号模块负责采集温度等实时数据。
38.管理plc具有资源分配与共享的管理功能,管理plc把本身的高性能计算模块以及f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc、f7精轧机架plc的高性能计算模块gu配置成资源共享模式,通过专网实现资源共享,计算能力极大提高,共同完成精轧机架压下设定值数学模型的计算和优化。
39.管理plc除参与精轧机架压下设定值数学模型的计算和优化外,还兼管着f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc、f7精轧机架plc等7套plc高性能计算模块的负荷分配管理、压下设定值分配管理、故障
信息存储管理等。
40.(二)、精轧机生产时,精轧机组机架压下量调节过程如下:a、管理plc把本身的高性能计算模块与f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc、f7精轧机架plc等7个精轧机架plc的高性能计算模块配置成资源共享模式,然后执行步骤(2)。
41.b、管理plc接收来自于l2的轧件和精轧机架原始数据。之后,判断粗轧机是否轧完最后一道次且带坯头部前行到粗轧出口测温仪;如果粗轧机没有轧完最后一道次且带坯头部没有前行到粗轧出口测温仪,则等待;如果粗轧机轧完最后一道次且带坯头部前行到粗轧出口测温仪,则由信号模块sm实时采集温度等数据,并在资源共享模式下,基于轧件和精轧机架原始数据以及实测温度等数据,在极短的时间(100毫秒)内,进行精轧机架压下数学模型计算和优化,计算和优化完成后,管理plc根据压下数学模型计算和优化结果,为f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc、f7精轧机架plc等7个机架的plc分别分配压下设定值,实现预设定计算。
42.之后,判断飞剪前热检仪检测到中间坯没有;如果飞剪前热检仪没有检测到中间坯,则继续等待;如果飞剪前热检仪检测到中间坯,则由信号模块sm实时采集温度等数据,并在资源共享模式下,基于轧件和精轧机架原始数据以及实测温度等数据,在极短的时间(100毫秒)内,进行精轧机架压下数学模型计算和优化,计算和优化完成后,管理plc根据压下数学模型计算和优化结果,为f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc、f7精轧机架plc等7个机架的plc在此分别分配压下设定值,实现二次设定计算。
43.之后,判断f1精轧机架咬钢没有;如果f1精轧机架没有咬钢,则等待;如果f1精轧机架已经咬钢,则继续执行步骤(3)。
44.c、由信号模块实时采集温度及各个机架的穿带数据,并在资源共享模式下,基于轧件和精轧机架原始数据以及实测温度和各个机架的穿带数据等数据,在极短的时间(100毫秒)内,进行精轧机架压下数学模型计算和优化,计算和优化完成后,管理plc根据压下数学模型计算和优化结果,为f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc、f7精轧机架plc等7个机架的plc在此分别分配压下设定值,实现实时设定计算。
45.之后,判断当前轧制机架甩钢没有;即判断f1精轧机架plc、f2精轧机架plc、f3精轧机架plc、f4精轧机架plc、f5精轧机架plc、f6精轧机架plc中正在轧制的机架轧完钢没有;如果当前轧制机架没有甩钢,则返回步骤(3)执行;如果当前轧制机架已经甩钢,则判断f7精轧机架是否甩钢;如果f7机架没有甩钢,则返回步骤(3)执行;如果f7机架已经甩钢,则返回步骤(2)执行,开始准备轧制下一块钢坯。
46.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包在本发明范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。