1.本实用新型涉及空调生产设备领域,具体而言,涉及一种空调外机面板组件预装生产线。
背景技术:
2.空调面板组件由外罩和格栅装配而成,在对外罩和格栅进行装配的过程中,通过难以对外罩进行定位。并且,现有的生产方式主要为全人工、作坊式生产。
3.因此,现有技术中存在空调面板组件装配效率低的问题。
技术实现要素:
4.本实用新型的主要目的在于提供一种空调外机面板组件预装生产线,以解决现有技术中空调面板组件装配效率低的问题。
5.为了实现上述目的,根据本实用新型的一个方面,提供了一种空调外机面板组件预装生产线,包括传送组件以及沿传送组件的传送方向顺次设置的格栅上料工位和打螺丝工位,空调外机面板组件预装生产线还包括:工装板组件,工装板组件设置在传送组件上,传送组件能够带动工装板组件沿传送组件的传送方向运动,且待安装格栅的外罩设置在工装板组件上;格栅上料机器人组件,格栅上料机器人组件设置在格栅上料工位处;打螺丝机器人组件,打螺丝机器人组件设置在打螺丝工位处。
6.进一步地,空调外机面板组件预装生产线还包括:螺钉上料工位;螺钉振动上料器,螺钉振动上料器设置在螺钉上料工位处;螺钉上料工位位于格栅上料工位的上游处。
7.进一步地,空调外机面板组件预装生产线还包括:格栅储料工位;格栅储料器,格栅储料器设置在格栅储料工位处;格栅储料工位位于打螺丝工位的下游处。
8.进一步地,工装板组件包括:板体,板体上设置有定位凸起;定位板,定位板设置在板体的角部处。
9.进一步地,定位板为多个,板体的一组相对的侧边上设置有至少一个定位板,且定位板的延伸方向与其所在的侧边的延伸方向相同。
10.进一步地,传送组件包括:倍速链线主线体,倍速链线主线体具有沿高度方向排列的双层线体,且工装板组件设置在倍速链线主线体上;倍速链线提升机,倍速链线主线体的长度方向的两端分别设置有至少一个倍速链线提升机,且待安装格栅的外罩储存在倍速链线提升机上;倍速链线阻挡器,倍速链线阻挡器设置在倍速链线主线体上以止挡工装板组件。
11.进一步地,传送组件还包括至少一个倍速链线封板,倍速链线封板设置在倍速链线主线体的侧壁上。
12.进一步地,格栅上料机器人组件包括:第一底座;第一工业机器人,第一工业机器人设置在第一底座上;格栅夹具,第一工业机器人与格栅夹具驱动连接并通过格栅夹具夹取格栅。
13.进一步地,格栅储料器包括:储料架;格栅定位板,格栅定位板设置在储料架上,且格栅储存在格栅定位板上。
14.进一步地,格栅储料器还包括储料器底板,储料器底板设置在储料架远离格栅定位板的一侧。
15.进一步地,螺钉振动上料器包括:供料器,供料器用于储存螺钉;振动盘,供料器的出料口与振动盘连通;分料装配机构,分料装配机构与振动盘连通,且螺钉由供料器进入振动盘并通过振动盘进入分料装配机构;螺钉上料支架,振动盘和分料装配机构分别设置在螺钉上料支架上。
16.进一步地,螺钉上料支架包括:第一支架,振动盘设置在第一支架上;第二支架,分料装配机构设置在第二支架上,且第二支架高于第一支架。
17.进一步地,打螺丝机器人组件包括:第二底座;第二工业机器人,第二工业机器人设置在第二底座上;打螺丝夹具,第二工业机器人与打螺丝夹具驱动连接并通过打螺丝夹具夹取和装配螺钉。
18.应用本实用新型的技术方案,本技术中的空调外机面板组件预装生产线包括传送组件以及沿传送组件的传送方向顺次设置的格栅上料工位和打螺丝工位,空调外机面板组件预装生产线还包括工装板组件、格栅上料机器人组件以及打螺丝机器人组件。工装板组件设置在传送组件上,传送组件能够带动工装板组件沿传送组件的传送方向运动,且待安装格栅的外罩设置在工装板组件上;格栅上料机器人组件设置在格栅上料工位处;打螺丝机器人组件设置在打螺丝工位处。
19.使用上述结构的空调外机面板组件预装生产线时,可以先将待安装格栅的外罩防止在工装板组件上,并且当传送组件将工装板组件以及外罩运输至格栅上料工位时,能够通过格栅上料机器人组件将格栅放置在外罩的卡槽内,此时传送组件继续将工装板组件、外罩以及格栅运输至打螺丝工位,并通过打螺丝机器人将格栅和外罩进行固定,从而完成格栅与外罩的组件。因此,本技术实现了格栅和外罩的自动化装配。所以,本技术中的空调外机面板组件预装生产线有效地解决了现有技术中空调面板组件装配效率低的问题。
附图说明
20.构成本技术的一部分的说明书附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
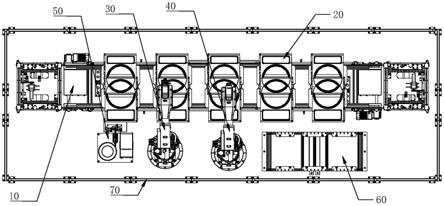
21.图1示出了根据本实用新型的一个具体实施例的空调外机面板组件预装生产线的结构示意图;
22.图2示出了图1中的空调外机面板组件预装生产线的传送组件的结构示意图;
23.图3示出了图1中的空调外机面板组件预装生产线的格栅上料机器人组件的结构示意图;
24.图4示出了图1中的空调外机面板组件预装生产线的打螺丝机器人组件的结构示意图;
25.图5示出了图1中的空调外机面板组件预装生产线的螺钉振动上料器的结构示意图;
26.图6示出了图1中的空调外机面板组件预装生产线的工装板组件的结构示意图;
27.图7示出了图1中的空调外机面板组件预装生产线的格栅储料器的结构示意图。
28.其中,上述附图包括以下附图标记:
29.10、传送组件;11、倍速链线主线体;12、倍速链线提升机;13、倍速链线阻挡器;14、倍速链线封板;20、工装板组件;21、板体;22、定位凸起;23、定位板;30、格栅上料机器人组件;31、第一底座;32、第一工业机器人;33、格栅夹具;40、打螺丝机器人组件;41、第二底座;42、第二工业机器人;43、打螺丝夹具;50、螺钉振动上料器;51、供料器;52、振动盘;53、分料装配机构;54、螺钉上料支架;541、第一支架;542、第二支架;60、格栅储料器;61、储料架;62、格栅定位板;63、储料器底板;70、防护栏组件。
具体实施方式
30.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本实用新型。
31.需要指出的是,除非另有指明,本技术使用的所有技术和科学术语具有与本技术所属技术领域的普通技术人员通常理解的相同含义。
32.在本实用新型中,在未作相反说明的情况下,使用的方位词如“上、下、顶、底”通常是针对附图所示的方向而言的,或者是针对部件本身在竖直、垂直或重力方向上而言的;同样地,为便于理解和描述,“内、外”是指相对于各部件本身的轮廓的内、外,但上述方位词并不用于限制本实用新型。
33.为了解决现有技术中空调面板组件装配效率低的问题,本技术提供了一种空调外机面板组件预装生产线。
34.如图1、图2、图3、图4及图6所示,本技术中的空调外机面板组件预装生产线包括传送组件10以及沿传送组件10的传送方向顺次设置的格栅上料工位和打螺丝工位,空调外机面板组件预装生产线还包括工装板组件20、格栅上料机器人组件30以及打螺丝机器人组件40。工装板组件20设置在传送组件10上,传送组件10能够带动工装板组件20沿传送组件10的传送方向运动,且待安装格栅的外罩设置在工装板组件20上;格栅上料机器人组件30设置在格栅上料工位处;打螺丝机器人组件40设置在打螺丝工位处。
35.使用上述结构的空调外机面板组件预装生产线时,可以先将待安装格栅的外罩防止在工装板组件20上,并且当传送组件10将工装板组件20以及外罩运输至格栅上料工位时,能够通过格栅上料机器人组件30将格栅放置在外罩的卡槽内,此时传送组件10继续将工装板组件20、外罩以及格栅运输至打螺丝工位,并通过打螺丝机器人将格栅和外罩进行固定,从而完成格栅与外罩的组件。因此,本技术实现了格栅和外罩的自动化装配。所以,本技术中的空调外机面板组件预装生产线有效地解决了现有技术中空调面板组件装配效率低的问题。
36.如图5所示,空调外机面板组件预装生产线还包括螺钉上料工位和螺钉振动上料器50。螺钉振动上料器50设置在螺钉上料工位处;螺钉上料工位位于格栅上料工位的上游处。
37.如图7所示,空调外机面板组件预装生产线还包括格栅储料工位和格栅储料器60。格栅储料器60设置在格栅储料工位处;格栅储料工位位于打螺丝工位的下游处。
38.通过设置螺钉振动上料器50,能够为打螺丝机器人组件40提供固定格栅和外罩的螺钉,而通过设置格栅储料器60则能够对待组装的格栅进行储存。
39.当然,需要说明的是,根据实际的生产情况,可以对螺钉上料工位和格栅储料工位的位置进行交换。
40.在本技术的一个具体实施例中,工装板组件20包括板体21和定位板23。板体21上设置有定位凸起22;定位板23设置在板体21的角部处。通过这样设置,在将待安装格栅的外罩防止在工装板组件20上时,能够通过定位凸起22和定位板23对外罩进行定位,从而保证格栅上料机器人组件30能够将格栅放置到位。
41.优选地,定位板23为多个,板体21的一组相对的侧边上设置有至少一个定位板23,且定位板23的延伸方向与其所在的侧边的延伸方向相同。
42.在本技术的一个具体实施例中,定位板23为4个,分别为第一板块、第二板块、第三板块和第四板块,第一板块和第二板块位于同一侧边,第三板块和第四板块位于同一侧边,第一板块和第三板块相对设置,第二板块和第四板块相对设置,并且第一板块相对第二板块靠近板体21的边缘,而第四板块相对第三板块靠近板体21的边缘,并且第一板块和第三板块之间的距离与第二板块和第四板块之间的距离相同。通过这样设置,在将外罩放置在工装板组件20上时,可以从第一板块和第三板块所在的一侧放置外罩或者从第二板块和第四板块所在的一侧放置外罩并通过第二板块和第三板块实现对外罩的限位。并且,在本实施例中定位凸起22为两个。
43.具体地,传送组件10包括倍速链线主线体11、倍速链线提升机12以及倍速链线阻挡器13。倍速链线主线体11具有沿高度方向排列的双层线体,且工装板组件20设置在倍速链线主线体11上;倍速链线主线体11的长度方向的两端分别设置有至少一个倍速链线提升机12,且待安装格栅的外罩储存在倍速链线提升机12上;倍速链线阻挡器13设置在倍速链线主线体11上以止挡工装板组件20。
44.可选地,传送组件10还包括至少一个倍速链线封板14,倍速链线封板14设置在倍速链线主线体11的侧壁上。通过设置倍速链线封板14能够封闭倍速链线主线体11的传动组件,从而起到安全美观的作用。
45.具体地,格栅上料机器人组件30包括第一底座31、第一工业机器人32以及格栅夹具33。第一工业机器人32设置在第一底座31上;第一工业机器人32与格栅夹具33驱动连接并通过格栅夹具33夹取格栅。当然,可以使用其他设备来代替第一工业机器人32,只要能够保证驱动格栅夹具33夹取格栅即可。
46.具体地,格栅储料器60包括储料架61和格栅定位板62。格栅定位板62设置在储料架61上,且格栅储存在格栅定位板62上。通过设置格栅定位板62可以实现对格栅的初步定位。
47.优选地,格栅储料器60包括储料器底板63,储料器底板63设置在储料架61远离格栅定位板62的一侧。
48.具体地,螺钉振动上料器50包括供料器51、振动盘52、分料装配机构53和螺钉上料支架54。供料器51用于储存螺钉;供料器51的出料口与振动盘52连通;分料装配机构53与振动盘52连通,且螺钉由供料器51进入振动盘52并通过振动盘52进入分料装配机构53;振动盘52和分料装配机构53分别设置在螺钉上料支架54上。这样设置,能够通过供料器51存放
螺钉,并且供料器51的螺钉能够通过振动盘52输送至分料装配机构53,以供打螺丝机器人组件40拾取。
49.可选地,螺钉上料支架54包括第一支架541和第二支架542。振动盘52设置在第一支架541上;分料装配机构53设置在第二支架542上,且第二支架542高于第一支架541。
50.具体地,打螺丝机器人组件40包括第二底座41、第二工业机器人42、打螺丝夹具43。第二工业机器人42设置在第二底座41上;第二工业机器人42与打螺丝夹具43驱动连接并通过打螺丝夹具43夹取和装配螺钉。当然,在本技术中可以使用其他设备来代替第二工业机器人42,只要保证能够拾取螺钉以及实现螺钉的装配即可。
51.当然,在本技术中还可以在空调外机面板组件预装生产线的周围设置防护栏组件70,以起到机械安全防护的作用。
52.从以上的描述中,可以看出,本实用新型上述的实施例实现了如下技术效果:
53.1、实现了格栅和外罩的自动化装配;
54.2、有效地解决了现有技术中空调面板组件装配效率低的问题;
55.3、降低了生产成本。
56.显然,上述所描述的实施例仅仅是本实用新型一部分的实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本实用新型保护的范围。
57.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、工作、器件、组件和/或它们的组合。
58.需要说明的是,本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本技术的实施方式能够以除了在这里图示或描述的那些以外的顺序实施。
59.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。