1.本发明属于钢厂连铸机自动控制技术领域,具体涉及一种应用于立式连铸切割机的全自动切割控制方法。
背景技术:
2.立式连铸切割机系统由切割枪、板坯定尺测量轮、切割大车、切割大车轨道以及驱动装置和限位开关等设备组成。切割大车上安装有夹臂,以便在切割过程中把切割大车固定在钢坯上,使切割大车随钢坯同步下行,以确保切缝平直。切割完成后,切割大车通过驱动电机和减速器沿齿形垂直轨道快速上行至零位。
3.在切割大车上安装有两支切割枪,一支作主切割枪,另一支作副切割枪。切割时,主切割枪和副切割枪同时从立式连铸不锈钢板坯两侧对板坯进行切割。在切割枪轨道上接近不锈钢板坯两侧的边缘地方分别安装有一定宽度的起切挡板,在两支切割枪的支架上各安装一个接近开关为起切限位开关,该开关与切割枪保持同步行止。此外,在两支切割枪的其中一支上又安装一个接近开关为相遇开关,另一支上安装挡板为相遇挡板,切割时,两支切割枪相向而行,当两支切割枪接近到某一小的距离时,相遇开关接近相遇挡板,叫做相遇,意味着板坯快要切断了,这时,相遇开关就会发出相遇信号。
4.在板坯的下方配置有接坯小车,板坯在快切断时,要判断接坯小车是否接住板坯,如果接坯小车接住了正在切割的板坯,则可以切断板坯,否则必须停止切割,以防切断的板坯砸坏接坯小车。
5.目前,切割枪速度控制的方式是:每次切割前,操作工根据经验,把操作台上电位器旋转到一定位置,即预设一个速度;开始切割时,操作工调整电位器,以预设速度的一半为基准,配合以微调,进行起切,以便切开一个口子;起切完成后,操作工不断调整电位器,继续进行切割,直至切割完毕。显然,在整个板坯切割过程中,切割枪的速度始终由人工进行调节。这种人工切割控制方式造成的结果是:板坯切缝断面不平整,介质损耗大,生产效率低,同时,操作工在切割过程中思想高度紧张,劳动强度大。
技术实现要素:
6.针对目前立式连铸切割机人工切割控制造成的板坯切缝断面不平整、介质损耗大、生产效率低的技术弊端,本发明提供了一种立式连铸切割机全自动切割控制装置及控制方法,该方法淘汰了传统的人工通过电位器调节切割速度的方式,采用软件自动调节切割速度,工人的劳动强度大大降低。
7.为实现上述目的,本发明所采用的技术方案为:一种立式连铸切割机全自动切割控制方法,通过在连铸切割机中设置高性能plc及触摸屏,高性能plc接受来自于触摸屏的人工输入的当前浇次的钢种、钢坯厚度、钢坯宽度、切割块数及每块定尺长度等信息。
8.高性能plc里,预置一板坯切口速度数学模型,该数学模型基于板坯成分组织机理、密度和硬度等物理性能(不同钢种对应不同的成分组织机理、密度和硬度等物理性能),
以及钢坯厚度、钢坯宽度等信息,分析计算出板坯第1切割速度即切口速度v1,板坯切割过程中各个阶段的切割速度变化以第1切割速度v1为基准值。
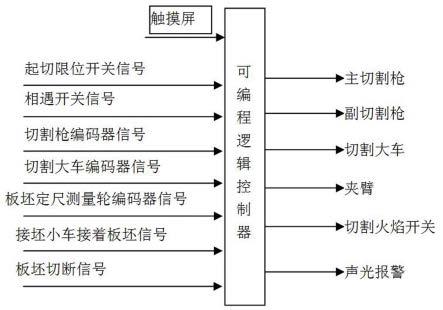
9.高性能plc负责采集现场起切限位开关信号、相遇开关信号、切割枪编码器信号、切割大车编码器信号、板坯定尺测量轮编码器信号、接坯小车接着板坯信号、板坯切断信号等。
10.高性能plc基于采集到的起切限位开关信号、相遇开关信号、切割枪编码器信号、切割大车编码器信号、板坯定尺测量轮编码器信号等,进行逻辑联锁运算,输出控制信号,控制切割枪、切割大车、夹臂、切割火焰开关等设备的动作,故障情况下,高性能plc还输出声光报警信号,提示生产操作人员进行人工应急处理。
11.在高性能plc里,由软件程序自动调节切割速度,实现板坯的全自动切割控制,其具体方法如下:(1)、板坯切口速度数学模型基于钢种、钢坯厚度、钢坯宽度、切割块数及每块定尺长度等信息,分析计算出板坯切口速度v1。
12.(2)、采集现场起切限位开关信号、相遇开关信号、切割枪编码器信号、切割大车编码器信号、板坯定尺测量轮编码器信号、接坯小车接着板坯信号、板坯切断信号等信号。
13.(3)、根据板坯定尺测量轮编码器信号,判断当前坯的长度是否到达当前计划定尺长度;如果当前坯的长度没有到达当前计划定尺长度,则继续等待;如果当前坯的长度到达当前计划定尺长度,则进行下一步。
14.(4)、主切割枪、副切割枪以全速向起切挡板快进,主切割枪、副切割枪如果还没有到达起切挡板,则继续以全速向起切挡板快进;主切割枪、副切割枪如果到达起切挡板,则高性能plc将会收到起切信号,主切割枪、副切割枪随即自动开启切割火焰,并以切口速度v1开始进行切割,以便在板坯两侧同时切开口子。
15.(5)、主切割枪、副切割枪以切口速度v1进行切割的同时,判断起切信号是否消失,如果起切信号还没有消失,说明板坯两侧还没有切开口子,这时主切割枪、副切割枪以切口速度v1继续切割;如果起切信号消失,则表示板坯两侧已经切开口子,进行下一步。
16.(6)、主切割枪、副切割枪以第2切割速度v2即2倍v1的速度(v2= 2v1)切割2秒,之后进行下一步。
17.(7)、主切割枪、副切割枪以第3切割速度v3即3倍v1的速度(v3= 3v1)切割2秒,之后进行下一步。
18.(8)、主切割枪、副切割枪以第4切割速度v4即4倍v1的速度(v4= 4v1)切割2秒,之后进行下一步。
19.(9)、主切割枪、副切割枪以第5切割速度v5即5倍v1的速度(v5= 5v1)切割2秒,之后进行下一步。
20.(10)、主切割枪、副切割枪以第6切割速度v6即6倍v1的速度(v6= 6v1)继续切割,主切割枪、副切割枪以第6切割速度v6进行切割的同时,判断切割大车下行是否到达极限位置;如果切割大车下行已到达极限位置,则主切割枪关火、快速退回零位,并且联停浇注等相关系统,同时发出声光报警,提示生产操作人员进行人工应急处理;如果切割大车下行没有到达极限位置,则进行下一步。
21.(11)、判断板坯是否快要切断了;即判断主切割枪、副切割枪是否相遇;即判断相
遇开关是否发出相遇信号;如果主切割枪、副切割枪没有相遇,则主切割枪、副切割枪以第6速度v6继续切割;如果主切割枪、副切割枪相遇,则副切割枪关火、快速退回零位,主切割枪以第6速度v6继续切割,并进行下一步。
22.(12)、判断有无接坯小车接着板坯信号;如果没有接坯小车接着板坯信号,则主切割枪关火、快速退回零位,并且联停浇注等相关系统,同时发出声光报警,提示生产操作人员进行人工应急处理。如果有接坯小车接着板坯信号,则主切割枪以第6速度v6继续切割,并进行下一步。
23.(13)、有无板坯切断信号;如果没有板坯切断信号,则主切割枪以第6速度v6继续切割;如果有板坯切断信号,表示本快板坯已经切断,即本次计划定尺的板坯切割任务完成了。
24.然后如上述步骤一样进行下一块板坯的切割,这样循环往复,直到把本浇次所有计划定尺的板坯全部切割完。
25.下一浇次,需要根据下一浇次的钢种、钢坯厚度、钢坯宽度、切割块数及每块定尺长度等信息,由板坯切口速度数学模型重新分析计算出板坯切口速度v1。
26.除当前浇次的钢种、钢坯厚度、钢坯宽度、切割块数及每块定尺长度等信息由人工通过触摸屏输入高性能plc外,其他过程全部由高性能plc自动完成。
27.本发明与现有技术相比,具体有益效果体现在:本发明淘汰了传统的人工通过电位器调节切割速度的方式,采用软件自动调节切割速度,把操作工从紧张的工作中彻底解放出来,同时,极大地改善了板坯切缝断面质量,降低了介质损耗,提高了生产效率,所制得的板坯切缝断面平整,介质损耗小,生产效率高,大大降低了操作工的工作强度。
附图说明
28.图1为立式连铸切割机全自动切割控制装置图。
29.图2为立式连铸切割机全自动切割控制方法流程图。
具体实施方式
30.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
31.实施例一一种立式连铸切割机全自动切割控制方法,配置西门子高性能s7-300系列plc(cpu319)及触摸屏mp277,生产操作人员通过触摸屏mp277,把当前浇次的不锈钢钢种牌号2cr13、钢坯厚度200mm、钢坯宽度1200 mm、切割块数10块及每块定尺长度(10块板坯定尺长度分别是10000 mm、11000 mm、10600 mm、10800 mm、9000 mm、9500 mm、10800 mm、10300 mm、9600 mm、10200 mm)等信息输入进西门子高性能s7-300系列plc(cpu319)里。
32.高性能s7-300系列plc(cpu319)里,预置一板坯切口速度数学模型,该数学模型基于板坯成分组织机理和密度、硬度等物理性能(不同钢种对应不同的成分组织机理和密度、硬度等物理性能)、钢坯厚度、钢坯宽度等信息分析计算出板坯第1切割速度即切口速度v1,板坯切割过程中各个阶段的切割速度变化以第1切割速度v1为基准值。
33.高性能s7-300系列plc(cpu319)负责采集现场起切限位开关信号、相遇开关信号、切割枪编码器信号、切割大车编码器信号、板坯定尺测量轮编码器信号、接坯小车接着板坯信号、板坯切断信号等。
34.高性能s7-300系列plc(cpu319)基于采集到的起切限位开关信号、相遇开关信号、切割枪编码器信号、切割大车编码器信号、板坯定尺测量轮编码器信号等进行逻辑联锁运算,输出控制信号以控制切割枪、切割大车、夹臂、切割火焰开关等设备的动作,故障情况下,高性能s7-300系列plc(cpu319)还输出声光报警信号,提示生产操作人员进行人工应急处理。
35.在高性能s7-300系列plc(cpu319)里,由软件程序自动调节切割速度,实现板坯的全自动切割控制,其具体过程如下:(1)、板坯切口速度数学模型基于当前浇次的不锈钢钢种牌号2cr13、钢坯厚度200mm、钢坯宽度1200 mm、切割块数10块及每块定尺长度(10块板坯定尺长度分别是10000 mm、11000 mm、10600 mm、10800 mm、9000 mm、9500 mm、10800 mm、10300 mm、9600 mm、10200 mm)等信息,分析计算出板坯切口速度v1=120 mm/m。
36.(2)、采集现场起切限位开关信号、相遇开关信号、切割枪编码器信号、切割大车编码器信号、板坯定尺测量轮编码器信号、接坯小车接着板坯信号、板坯切断信号等信号。
37.(3)、根据板坯定尺测量轮编码器信号,判断当前坯的长度是否到达第1块板坯计划定尺长度10000 mm;如果当前坯的长度没有到达第1块板坯计划定尺长度10000 mm,则等待;如果当前坯的长度到达第1块板坯计划定尺长度10000 mm,则进行下一步。
38.(4)、主切割枪、副切割枪以全速向起切挡板快进,主切割枪、副切割枪如果还没有到达起切挡板,则继续以全速向起切挡板快进;主切割枪、副切割枪如果到达起切挡板,则高性能plc将会收到起切信号,主切割枪、副切割枪随即自动开启切割火焰,并以切口速度v1=120 mm/m开始进行切割,以便在板坯两侧同时切开口子。
39.(5)、主切割枪、副切割枪以切口速度v1=120 mm/m进行切割的同时,判断起切信号是否消失,如果起切信号还没有消失,说明板坯两侧还没有切开口子,这时主切割枪、副切割枪以切口速度v1=120 mm/m继续切割;如果起切信号消失,则表示板坯两侧已经切开口子,进行下一步。
40.(6)、主切割枪、副切割枪以第2切割速度v2即2倍v1的速度(v2= 240mm/m),切割2秒,之后进行下一步。
41.(7)、主切割枪、副切割枪以第3切割速度v3即3倍v1的速度(v3= 360 mm/m),切割2秒,之后进行下一步。
42.(8)、主切割枪、副切割枪以第4切割速度v4即4倍v1的速度(v4= 480mm/m),切割2秒,之后进行下一步。
43.(9)、主切割枪、副切割枪以第5切割速度v5即5倍v1的速度(v5= 600mm/m),切割2秒,之后进行下一步。
44.(10)、主切割枪、副切割枪以第6切割速度v6即6倍v1的速度(v6= 720mm/m)继续切割。主切割枪、副切割枪以第6切割速度v6进行切割的同时,判断切割大车下行是否到达极限位置1800 mm;如果切割大车下行到达极限位置1800 mm,则主切割枪关火、快速退回零位,并且联停浇注等相关系统,同时发出声光报警,提示生产操作人员进行人工应急处理。
如果切割大车下行没有到达极限位置1800 mm,则进行下一步。
45.(11)、判断相遇开关是否发出相遇信号;如果主切割枪、副切割枪没有相遇,则主切割枪、副切割枪以第6速度v6继续切割;如果主切割枪、副切割枪相遇,则副切割枪关火、快速退回零位,主切割枪以第6速度v6继续切割,并进行下一步。
46.(12)、判断有无接坯小车接着板坯信号;如果没有接坯小车接着板坯信号,则主切割枪关火、快速退回零位,并且联停浇注等相关系统,同时发出声光报警,提示生产操作人员进行人工应急处理。如果有接坯小车接着板坯信号,则主切割枪以第6速度v6继续切割,并进行下一步。
47.(13)、有无板坯切断信号;如果没有板坯切断信号,则主切割枪以第6速度v6继续切割;如果有板坯切断信号,表示第1块板坯已经切断,即第1块计划定尺的板坯切割任务完成了。
48.然后如上述步骤一样进行下一块板坯的切割。这样循环往复,直到把本浇次10块计划定尺的板坯全部切割完。
49.实施例二配置西门子高性能s7-300系列plc(cpu319)及触摸屏mp277。生产操作人员通过触摸屏mp277,把当前浇次的不锈钢钢种牌号0cr18ni9、钢坯厚度210mm、钢坯宽度1100 mm、切割块数15块及每块定尺长度(15块板坯定尺长度分别是11000mm、9800mm、10300mm、10500mm、9800mm、9600mm、10300mm、10200mm、9800 mm、10600 mm、10200mm、9700mm、9900mm、9600mm、9400mm)等信息输入进西门子高性能s7-300系列plc(cpu319)里。
50.高性能s7-300系列plc(cpu319)里,预置一板坯切口速度数学模型,该数学模型基于板坯成分组织机理和密度、硬度等物理性能(不同钢种对应不同的成分组织机理和密度、硬度等物理性能)、钢坯厚度、钢坯宽度等信息,分析计算出板坯第1切割速度即切口速度v1,板坯切割过程中各个阶段的切割速度变化以第1切割速度v1为基准值。
51.高性能s7-300系列plc(cpu319)负责采集现场起切限位开关信号、相遇开关信号、切割枪编码器信号、切割大车编码器信号、板坯定尺测量轮编码器信号、接坯小车接着板坯信号、板坯切断信号等。
52.高性能s7-300系列plc(cpu319)基于采集到的起切限位开关信号、相遇开关信号、切割枪编码器信号、切割大车编码器信号、板坯定尺测量轮编码器信号等,进行逻辑联锁运算,输出控制信号,控制切割枪、切割大车、夹臂、切割火焰开关等设备的动作,故障情况下,高性能s7-300系列plc(cpu319)还输出声光报警信号,提示生产操作人员进行人工应急处理。
53.在高性能s7-300系列plc(cpu319)里,由软件程序自动调节切割速度,实现板坯的全自动切割控制,其具体过程如下:(1)、板坯切口速度数学模型基于当前浇次的不锈钢钢种牌号0cr18ni9、钢坯厚度210mm、钢坯宽度1100 mm、切割块数15块及每块定尺长度(15块板坯定尺长度分别是11000mm、9800mm、10300mm、10500mm、9800mm、9600mm、10300mm、10200mm、9800 mm、10600 mm、10200mm、9700mm、9900mm、9600mm、9400mm)等信息,分析计算出板坯切口速度v1=110mm/m。
54.(2)、采集现场起切限位开关信号、相遇开关信号、切割枪编码器信号、切割大车编
码器信号、板坯定尺测量轮编码器信号、接坯小车接着板坯信号、板坯切断信号等信号。
55.(3)、根据板坯定尺测量轮编码器信号,判断当前坯的长度是否到达第1块板坯计划定尺长度11000mm;如果当前坯的长度没有到达第1块板坯计划定尺长度11000mm,则等待;如果当前坯的长度到达第1块板坯计划定尺长度11000 mm,则进行下一步。
56.(4)、主切割枪、副切割枪以全速向起切挡板快进,主切割枪、副切割枪如果还没有到达起切挡板,则继续以全速向起切挡板快进;主切割枪、副切割枪如果到达起切挡板,则高性能plc将会收到起切信号,主切割枪、副切割枪随即自动开启切割火焰,并以切口速度v1=110 mm/m开始进行切割,以便在板坯两侧同时切开口子。
57.(5)、主切割枪、副切割枪以切口速度v1=110 mm/m进行切割的同时,判断起切信号是否消失,如果起切信号还没有消失,说明板坯两侧还没有切开口子,这时主切割枪、副切割枪以切口速度v1=110 mm/m继续切割;如果起切信号消失,则表示板坯两侧已经切开口子,进行下一步。
58.(6)、主切割枪、副切割枪以第2切割速度v2即2倍v1的速度(v2= 220mm/m),切割2秒,之后进行下一步。
59.(7)、主切割枪、副切割枪以第3切割速度v3即3倍v1的速度(v3= 330 mm/m),切割2秒,之后进行下一步。
60.(8)、主切割枪、副切割枪以第4切割速度v4即4倍v1的速度(v4= 440mm/m),切割2秒,之后进行下一步。
61.(9)、主切割枪、副切割枪以第5切割速度v5即5倍v1的速度(v5= 550mm/m),切割2秒,之后进行下一步。
62.(10)、主切割枪、副切割枪以第6切割速度v6即6倍v1的速度(v6= 660mm/m)继续切割。主切割枪、副切割枪以第6切割速度v6进行切割的同时,判断切割大车下行是否到达极限位置1800 mm;如果切割大车下行到达极限位置1800 mm,则主切割枪关火、快速退回零位,并且联停浇注等相关系统,同时发出声光报警,提示生产操作人员进行人工应急处理。如果切割大车下行没有到达极限位置1800 mm,则进行下一步。
63.(11)、判断相遇开关是否发出相遇信号;如果主切割枪、副切割枪没有相遇,则主切割枪、副切割枪以第6速度v6继续切割;如果主切割枪、副切割枪相遇,则副切割枪关火、快速退回零位,主切割枪以第6速度v6继续切割,并进行下一步。
64.(12)、判断有无接坯小车接着板坯信号;如果没有接坯小车接着板坯信号,则主切割枪关火、快速退回零位,并且联停浇注等相关系统,同时发出声光报警,提示生产操作人员进行人工应急处理。如果有接坯小车接着板坯信号,则主切割枪以第6速度v6继续切割,并进行下一步。
65.(13)、有无板坯切断信号;如果没有板坯切断信号,则主切割枪以第6速度v6继续切割;如果有板坯切断信号,表示第1块板坯已经切断,即第1块计划定尺的板坯切割任务完成了。然后如上述步骤一样进行下一块板坯的切割。这样循环往复,直到把本浇次15块计划定尺的板坯全部切割完。
66.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包在本发明范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。