技术特征:
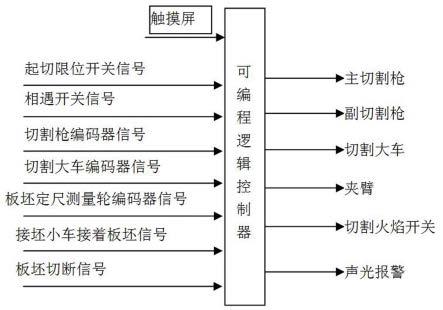
1.一种立式连铸切割机全自动切割控制方法,其特征在于,具体步骤如下:一、在立式连铸切割机内配置plc,在plc内预置板坯切口速度数学模型,板坯切口速度数学模型分析计算出板坯切口速度v1;二、采集现场起切限位开关信号、相遇开关信号、切割枪编码器信号、切割大车编码器信号、板坯定尺测量轮编码器信号、接坯小车接着板坯信号和板坯切断信号;三、根据板坯定尺测量轮编码器信号,判断当前坯的长度是否到达当前计划定尺长度;若当前板坯的长度未达到当前计划定尺长度,则继续等待;若当前坯的长度已到达当前计划定尺长度,主切割枪、副切割枪以全速向起切挡板快进;四、主切割枪、副切割枪若未到达起切挡板,则继续以全速向起切挡板快进;主切割枪、副切割枪若已到达起切挡板,plc收到起切信号,主切割枪、副切割枪随即自动开启切割火焰,并以切口速度v1开始进行切割,以便在板坯两侧同时切开口子;五、主切割枪、副切割枪以切口速度v1进行切割的同时,判断起切信号是否消失,若起切信号还未消失,说明板坯两侧还未切开口子,主切割枪、副切割枪以切口速度v1继续切割;若起切信号消失,则表示板坯两侧已经切开口子,进行下一步;六、主切割枪、副切割枪均以2倍v1的速度切割2秒;七、主切割枪、副切割枪均以3倍v1的速度切割2秒;八、副切割枪以4倍v1的速度切割2秒;九、主切割枪、副切割枪均以5倍v1的速度切割2秒;十、主切割枪、副切割枪均以6倍v1的速度继续切割,同时判断切割大车下行是否到达极限位置,若切割大车下行到达极限位置,主切割枪关火,快速回退至零位,并且联停浇注系统,同时发出声光报警,提示生产操作人员进行人工应急处理;若切割大车下行未到达极限位置,则判断相遇开关是否发出相遇信号;十一、若主切割枪、副切割枪未相遇,则主切割枪以6倍v1的速度继续切割;若主切割枪、副切割枪已相遇,则副切割枪关火、快速退回零位,主切割枪以6倍v1的速度继续切割,并判断有无接坯小车接着板坯信号;十二、若未收到接坯小车接着板坯信号,主切割枪、副切割枪均关火,快速退回零位,并联停浇注相关系统,同时发出声光报警,提示生产操作人员进行人工应急处理;若收到接坯小车接着板坯信号,主切割枪以6倍v1的速度继续切割,并判断是否接收到板坯切断信号;十三、若未接收到板坯切断信号,主切割枪以6倍v1的速度继续切割;若已接收到板坯切断信号,表示本块板坯已经切断,即本次计划定尺的板坯切割任务已完成。2.根据权利要求1所述的一种立式连铸切割机全自动切割控制方法,其特征在于,板坯切口速度数学模型基于钢种、钢坯厚度、钢坯宽度、切割块数及每块板坯定尺长度信息分析计算出板坯切口速度v1。
技术总结
本发明属于钢厂连铸机自动控制技术领域,具体技术方案为:一种立式连铸切割机全自动切割控制方法,设置高性能PLC,预置一板坯切口速度数学模型,该数学模型基于板坯成分组织机理、密度、硬度、钢坯厚度、钢坯宽度等信息,分析计算出板坯第1切割速度即切口速度V1,板坯切割过程中各个阶段的切割速度变化以第1切割速度V1为基准值,在高性能PLC里,由软件程序自动调节切割速度,实现板坯的全自动切割控制,该方法淘汰了传统的人工通过电位器调节切割速度的方式,采用软件自动调节切割速度,把操作工从紧张的工作中彻底解放出来,同时,极大地改善了板坯切缝断面质量,降低了介质损耗,提高了生产效率。高了生产效率。高了生产效率。
技术研发人员:李志宏
受保护的技术使用者:山西云时代太钢信息自动化技术有限公司
技术研发日:2022.03.15
技术公布日:2022/6/4
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。