1.本技术涉及镀锌工艺的技术领域,尤其是涉及一种无酸洗镀锌工艺。
背景技术:
2.热镀锌是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合的一种工艺。
3.目前,公告号为cn109594030a的中国发明公开了一种免酸洗热镀锌工艺,主要步骤为:将铸件进行抛丸清理,接着将步骤所得的铸件进行加工并检查,然后将步骤所得的检查合格的铸件进行二次抛丸清理,之后准备好助镀液,再将步骤所得的二次抛丸合格的铸件通过助镀液进行助镀,最后将步骤助镀后的铸件进行热镀锌。热镀时锌液存储在镀锌池内,将铸件放入镀锌池内且浸没在锌液下,镀锌完成后再将铸件取出镀锌池即可。
4.在实现本技术过程中,发明人发现该技术中至少存在如下问题:铸件镀锌过程中,铸件与锌液反应后会产生杂质并漂浮在锌液表面,因此取出热镀后的铸件时需要人工先拨开锌液表面的杂质,再取出铸件,比较麻烦。
技术实现要素:
5.为了改善热镀后的铸件取出麻烦的问题,本技术提供一种无酸洗镀锌工艺。
6.本技术提供一种无酸洗镀锌工艺,采用如下的技术方案:一种无酸洗镀锌工艺,包括以下步骤,步骤一:铸件抛丸去除表面杂质;步骤二:检查铸件并将合格产品进行二次抛丸;步骤三:对铸件进行助镀;步骤四:将铸件放入盛料框内,再将盛料框放入镀锌池内进行镀锌,取出完成镀锌的铸件时通过拨动装置将盛料框上方的杂质拨离;所述步骤四的拨动装置包括拨动板以及圆柱状结构的安装柱,所述镀锌池池壁上设置有安装架,所述安装柱对称设置在安装架上,两个所述安装柱之间形成有盛料框取出时供盛料框通过的取出空间,所述拨动板有两个且与安装柱一一对应,所述安装柱外周侧开设有多个环状的连接槽,所述安装柱设置有与连接槽一一对应且滑动在连接槽内的连接球,所述拨动板侧壁靠近端部的位置设置有用于与连接球相连接的连接柱,所述镀锌池两侧池壁分别上下滑动设置有与安装柱相垂直的支撑柱,所述支撑柱设置有位于有取出空间的驱动块,两个所述驱动块相背侧分别设置有驱动绳,所述驱动绳远离驱动块一侧连接在拨动板远离取出空间一侧,所述安装架上设置有用于引导驱动绳滑动在安装柱外周侧的引导辊,所述盛料框顶部设置有动力柱,所述动力柱顶部设置有供起吊设备连接的挂钩部,所述动力柱外周侧设置有向上取出盛料框时推动驱动块向上运动的抵接块,所述驱动块向上运动前两个所述拨动板成倒“八”字形且拨动板之间的间距能够供动力柱穿过。
7.通过采用上述技术方案,镀锌前先通过抛丸去除铸件表面的杂质,接着将合格的
铸件放入盛料框内,再通过起吊设备将盛料框从镀锌池远离拨动装置一侧浸入锌液内,接着朝靠近拨动装置方向运动盛料框,使得后续的盛料框能够浸入锌液。镀锌完成后通过起吊设备移动盛料框,使得动力柱处于两个拨动板之间,此时抵接块处于驱动块的正下方,接着向上提拉动力柱使得抵接块带动驱动块向上运动,有利于通过驱动绳带动拨动板绕安装柱进行翻转,使得拨动板将盛料框上方锌液表面的杂质拨开,无需人工手动拨动,降低盛料框取出时与杂质相接触的可能,方便盛料框取出。
8.可选的,所述连接柱远离连接球一侧设置有滑球,所述拨动板上开设有供滑球滑动的滑槽,所述安装柱上设置有驱动滑球朝远离驱动绳方向滑动的驱动组件,所述镀锌池的池壁上设置有用于减缓支撑柱向下滑动速度的减速件。
9.通过采用上述技术方案,使用时通过减速件减缓驱动块向下滑动的速度,使得驱动组件驱动连接球跟随拨动板运动,此时拨动板与安装柱之间的角度受连接球与滑球影响进行改变,降低拨动板运动回拨动前状态时直接插入锌液内的可能。
10.可选的,所述减速件为减速拉簧,所述镀锌池池壁上开设有减速槽,所述支撑柱远离驱动块一侧上下滑动在减速槽内,所述减速拉簧安装在减速槽内,所述减速拉簧的一端连接在减速槽顶部槽壁,另一端连接在支撑柱顶部。
11.通过采用上述技术方案,使用时减速拉簧弹性释放,减缓驱动块向下运动的速度,减速拉簧结构简单,使用方便。
12.可选的,所述驱动组件包括驱动弹簧以及固定块,所述固定块固定在连接槽靠近安装柱中轴线的一侧槽壁上,所述固定块位于安装柱的顶部位置,所述驱动弹簧设置在连接槽内,一端抵接在固定块远离取出空间一侧,另一端抵接在连接球上。
13.通过采用上述技术方案,使用时驱动弹簧弹性释放,推动连接球滑动,使得拨动板运动时连接球能够跟随拨动板运动。
14.可选的,所述驱动弹簧的直径大于连接槽槽口宽度。
15.通过采用上述技术方案,用于限制驱动弹簧,降低驱动弹簧脱离连接槽的可能。
16.可选的,所述动力柱为伸缩柱结构。
17.通过采用上述技术方案,动力杆为伸缩柱结构,降低盛料框取出时与拨动板发生抵触的可能。
18.可选的,所述驱动绳为铁质链条结构。
19.通过采用上述技术方案,驱动绳为铁质链条结构,受锌液散发热量的影响较小。
20.可选的,所述拨动板上开设有用于引导动力柱进入两个拨动板之间的引导面。
21.通过采用上述技术方案,使用时动力柱通过引导面引导,方便动力柱进入两个拨动板之间。
22.综上所述,本技术包括以下至少一种有益效果:1.盛料框取出时通过抵接块带动驱动块向上运动,使得驱动绳带动拨动板翻转,拨动盛料框上方锌液表面的杂质,无需人工拨动,降低盛料框取出时与杂质相接触的可能;2.动力柱为伸缩柱结构,有利于降低盛料框与拨动板之间发生相互抵触的可能。
附图说明
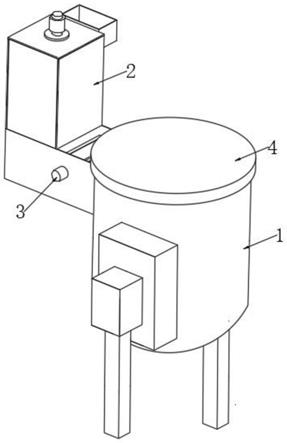
23.图1是本技术实施例体现镀锌池与拨动组件的示意图;
图2是本技术实施例体现盛料框取出时的示意图;图3是本技术实施例体现盛料框取出时的截面示意图;图4是本技术实施例体现拨动板与安装柱的结构示意图。
24.附图标记:1、盛料框;101、动力柱;1011、挂钩部;1012、抵接块;1013、内柱;1014、外柱;2、镀锌池;21、支撑柱;22、减速槽;3、拨动装置;4、拨动板;41、连接柱;42、滑球;43、滑槽;44、引导面;5、安装柱;51、连接槽;52、连接球;6、安装架;61、支柱;62、凸块;7、取出空间;8、驱动块;81、驱动绳;9、引导辊;10、减速拉簧;11、驱动组件;111、驱动弹簧;112、固定块。
具体实施方式
25.以下结合附图1-4对本技术作进一步详细说明。
26.本技术实施例公开一种无酸洗镀锌工艺。参见图1,无酸洗镀锌工艺包括以下步骤,步骤一:铸件抛丸去除表面杂质;步骤二:检查铸件并将合格产品进行二次抛丸;步骤三:对铸件进行助镀;步骤四:将铸件放入盛料框1内,接着再将盛料框1放入开口成矩形结构的镀锌池2内进行镀锌,盛料框1侧壁为格栅状结构,锌液能够进入盛料框1内与铸件接触、反应,取出完成镀锌的铸件时先通过拨动装置3将盛料框1上方的杂质拨离。
27.参见图2与图3,拨动装置3包括拨动板4以及安装柱5,拨动板4为矩形板状结构,安装柱5为长条圆柱状结构。镀锌池2的池壁上设置有位于靠近镀锌池2宽度方向一侧的安装架6,安装架6由两组对称且分别设置在同侧镀锌池2池壁上的支柱61组成,每组支柱61有两个。安装柱5有两个,每个安装柱5设置在同组两个支柱61之间且固定连接。两个安装柱5之间形成取出空间7,盛料框1能够在取出空间7内进行运动,镀锌完成后将盛料框1运动至取出空间7下方后,再从取出空间7脱离锌液。
28.参见图3与图4,安装柱5外周侧开设有环状结构的连接槽51,连接槽51有多个且沿安装柱5的长度方向均匀间隔设置,连接槽51的截面成“t”字形结构。安装柱5设置有连接球52,连接球52滑动在连接槽51内,连接球52的外周侧固定连接有连接柱41,连接柱41远离连接球52一侧固定连接有滑球42。拨动板4设置在安装柱5的下方,拨动板4朝向安装柱5的一侧侧壁上开设有与连接槽51一一对应的滑槽43,滑槽43的截面为“t”字形结构,滑球42滑动连接在滑槽43内,此时拨动板4能够环绕安装柱5进行翻转。初始状态时,拨动板4成倾斜状态,并且两个拨动板4成倒“八”字形结构。为了方便连接球52以及滑球42的安装,安装柱5以及拨动板4可以采用多段式结构进行生产,当连接球52以及滑球42安装后再通过焊接进行固定。
29.参见图1与图3,盛料框1中部位置设置有动力柱101,动力柱101底部通过铁索连接盛料框1。动力柱101顶部固定连接有挂钩部1011,盛料框1起吊时将起吊设备的挂钩钩挂在挂钩部1011上,放入时盛料框1从镀锌池2远离安装架6的一侧浸入锌液,取出盛料框1时先通过起吊设备带动盛料框1运动至取出空间7下方,两个拨动板4之间的间距略大于动力柱101的直径,并且拨动板4侧壁上开设有引导面44,动力柱101进入拨动板4之间时通过引导
面44引导,降低动力柱101进入两个拨动板4之间的难度。盛料框1位于取出空间7下方时,动力柱101处于两个拨动板4之间。
30.参见图1与图2,镀锌池2长度方向的两侧侧壁上分别开设有沿竖直方向延伸的减速槽22,减速槽22水平方向的截面成“t”字形结构,镀锌池2池壁设置有一端呈“t”字形结构且滑动在减速槽22内的支撑柱21,支撑柱21与安装柱5相垂直。两个支撑柱21相向侧分别固定连接有驱动块8,动力柱101外周侧对称固定有驱动块8一一对应的抵接块1012,盛料框1取出时抵接块1012位于驱动块8正下方,将盛料框1取出时抵接块1012与驱动块8相抵接,此时抵接块1012向上带动驱动块8运动。为了方便支撑柱21的安装,减速槽22开设时可以向上贯穿至外界,当支撑柱21完成安装后再通过焊接封闭。
31.参见图1与图2,两个驱动块8相背侧分别固定连接有驱动绳81,驱动绳81可以是铁质链条结构,驱动绳81远离驱动块8一端固定连接在下方拨动板4远离取出空间7的一端。驱动块8向上运动时拉动驱动绳81,此时连接球52滑动在连接槽51内,使得拨动板4绕安装柱5进行翻转,翻转时拨动板4将盛料框1上方锌液表面的杂质向两侧拨动,降低盛料框1取出时与杂质相接触的可能。支柱61顶部设置有凸块62,两个相对应的凸块62之间旋转连接有引导辊9,驱动绳81从引导辊9与安装柱5之间通过,通过引导辊9配合安装柱5限制驱动绳81的滑动轨迹。
32.参见图3,动力杆包括内柱1013与外柱1014,内柱1013上下滑动在外柱1014上,抵接块1012设置在外柱1014上。起吊设备向上吊起盛料框1时,外柱1014先向上滑动带动驱动块8运动,使得拨动板4拨动锌液表面的杂质,接着外柱1014与内柱1013之间的相互滑动停止时,外柱1014向上拉动内柱1013,将盛料框1向上拉动,当盛料框1脱离锌液后即可沿安装柱5长度方向移动使盛料框1脱离取出空间7。
33.参见图2,镀锌池2的池壁上设置有减速件,当抵接块1012与驱动块8相分离时,通过减速件减缓驱动块8向下运动的速度。减速件为减速拉簧10,减速拉簧10一端固定在减速槽22顶部槽壁上,另一端固定在支撑柱21顶部。使用时减速拉簧10拉动支撑柱21,减缓支撑柱21在重力作用下向下运动的速度。在其他实施例中,减速件还可以是橡胶层,使用时将橡胶层固定在减速槽22竖直方向的侧壁上,使得橡胶层与支撑柱21相接触,支撑柱21向下运动时,橡胶层与支撑柱21之间产生摩擦力减缓支撑柱21向下滑动的速度。
34.参见图2与图4,安装柱5设置有驱动组件11,拨动板4在重力作用下向翻转前的状态回复时,通过驱动组件11驱动连接球52滑动,使得连接球52跟随拨动板4运动,实时对拨动板4的运动角度进行调整,降低拨动板4直接插入锌液的可能。
35.参见图3与图4,驱动组件11包括驱动弹簧111以及固定块112,固定块112固定在连接槽51靠近安装柱5中轴线的一侧槽壁上,且固定块112位于安装柱5的顶部位置。驱动弹簧111安装在连接槽51内,一端抵接在固定块112远离取出空间7的一侧,另一端在连接球52外周侧上。连接槽51槽口宽度小于驱动弹簧111的直径,用于限制驱动弹簧111,降低驱动弹簧111脱离连接槽51的可能。
36.参见图3与图4,拨动板4翻转拨动锌液时,拨动板4带动连接球52滑动至连接槽51内,此时驱动弹簧111处于压缩状态。当抵接块1012与驱动块8分离后,拨动板4在重力作用下向翻转前的状态运动,此时驱动弹簧111弹性释放,推动连接球52向下滑动在连接槽51内,使得连接球52的位置跟随拨动板4运动,此时在连接球52的作用下拨动板4与安装柱5靠
近取出空间7的一侧夹角角度减小,降低拨动板4直接插入锌液内的可能。
37.本技术实施例一种无酸洗镀锌工艺的实施原理为:镀锌前先将铸件进行两次抛丸并检查铸件的完成度,再将合格的铸件放入盛料框1内,并通过起吊设备将盛料框1从镀锌池2远离拨动装置3的一侧浸入锌液内,接着将盛料框1朝靠近拨动装置3方向运动,方便后续的盛料框1放入镀锌池2。镀锌完成时先取出靠近拨动装置3的盛料框1,此时通过起吊设备控制盛料框1运动,使得动力柱101在引导面44的引导下进入两个拨动板4板之间,直至抵接块1012处于驱动块8的正下方。接着起吊设备向上提升,此时外柱1014与内柱1013相对滑动,抵接块1012带动驱动块8向上运动,使得拨动板4拨动盛料框1上方锌液表面的杂质,当内柱1013与外柱1014停止相对滑动时,内柱1013带动盛料框1向上运动至脱离锌液,接着即可沿镀锌池2长度方向运动,使盛料框1脱离拨动装置3后取出盛料框1即可。整个过程简单,能够通过拨动板4拨动锌液表面的杂质,无需人工拨动,方便取出盛料框1。
38.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。