1.本技术涉及橡胶注塑模具技术领域,尤其是涉及一种防火墙护套模具。
背景技术:
2.汽车防火墙是汽车中一个部件的名称;在汽车中,利用防火墙吧乘客和引擎隔开,汽车引擎一旦着火,防火墙不但能保护乘客安全,而还能让司机继续控制引擎;发动机舱需要穿过防火墙的钣金件达到室内,防火墙护套是一种用于对穿过防火墙的线束进行保护,防止线束受到损坏的橡胶件;而防火墙护套模具是一种用于生成上述防火墙护套的模具。
3.相关授权公告号为cn205202024u的中国专利,公开了一种汽车防火墙线束护套成型模具,包括上模和下模,上模设置有多个结构相同的上模穴,下模设置有多个与上模穴相配的下模穴,多个上模穴和多个下模穴合模时形成多个型腔,型腔内壁设有多圈深度不等的凹槽且与产品外表面相配,多个型腔中部设置有设有柱状结构且与产品内表面相配的模芯,上模穴内设置有用于固定骨架件的镶块,模芯穿过镶块固定于上模,上模设置有通向各个型腔的注射流道;在加工时,将上模和下模合模,然后可以外设装盛有半流体原料的注射设备,通过注射设备上用于射出半流体原料的射嘴,向注射流道内注射半流体原料,半流体橡胶原料流入型腔内,模芯对原料进行塑形,以使得固化之后的原料形成与模芯外表面相一致的防火墙护套,实现对防火墙护套的成型。
4.针对上述中的相关技术,发明人发现在向型腔内注入半流体橡胶原料之前,由于型腔内残留有空气,部分空气无法及时排出型腔,而挤占了型腔内的部分空间,从而导致注入型腔的半流体橡胶原料无法充盈整个型腔,进而导致注塑成型的防火墙护套外表面存在缺口,成为不良品,即增高了所生产的防火墙护套的不良率。
技术实现要素:
5.为了改善现有防火墙护套生产技术对应的防火墙护套不良率较高的技术问题,本技术提供一种防火墙护套模具。
6.本技术提供的一种防火墙护套模具,采用如下的技术方案:一种防火墙护套模具,包括注塑成型组件,所述注塑成型组件包括上模仁板、下模仁板,以及用于对上模仁板和下模仁板进行加热的加热件;所述下模仁板和下模仁板之间共同开设有若干个型腔,每一所述型腔内均设有与防火墙护套外表面形状相匹配的模芯;全部所述型腔共同连通有供注射原料流通的流道,所述流道远离型腔处的一端连通有用于向每一所述型腔内注射原料的注射入口;所述流道还连通有用于将所有所述型腔内的空气抽出的抽气组件。
7.通过采用上述技术方案,在注塑之前,将上模仁板固定盖合于下模仁板上,然后提前通过抽气组件抽出所有型腔内的残留空气,以使得所有型腔内均处于负压状态,接着从注射入口处注射半流体橡胶原料,半流体橡胶原料从注射入口流经流道在注入型腔内,通过加热件对上模仁板和下模仁板进行加热,以使得半流体橡胶原料受热固化,在半流体橡
胶原料固化过程中,通过模芯结构和型腔结构来对固化形状进行限定,以使得半流体橡胶原料最终固化形成防火墙护套,实现对防火墙护套的成型生产。
8.作为优选,所述注塑成型组件还包括设置于上模仁板上方的顶板,以及可拆卸连接于顶板上的定位圈,所述定位圈中部开设有与注射入口相连通的连通口,所述连通口内壁沿其周向设置有贴合面,所述贴合面与用于注射半流体橡胶原料的射嘴注射部面壁紧密贴合。
9.通过采用上述技术方案,本技术模具将与半流体橡胶原料的注射设备相连通,以使得注射设备的射嘴的注射部插入连通口,以使得从射嘴射出的半流体橡胶原料可以流入连通口内,而贴合面的设置能够提高射嘴与连通口的连接紧密性,防止半流体橡胶原料溢出连通口,使得半流体橡胶原料能够集中且快速地流入连通口内。
10.作为优选,所述抽气组件包括抽气横管、沿所述抽气横管长度方向均匀连通于所述抽气横管上的抽气纵管、以及若干个连通于每一抽气纵管上的抽气支管,以及连通抽气横管端部的抽气泵;所述抽气横管远离抽气泵处的一端封闭,所述下模仁板朝向上模仁板处的侧壁设置有抽气通道,所述下模仁板靠近每一所述型腔处的外表面均设置有与所述型腔相连通的若干个气槽,所述气槽与抽气通道相连通,全部所述抽气支管均连通于所述抽气通道。
11.通过采用上述技术方案,通过抽气泵抽取抽气横管内的气体,由于抽气横管通过抽气纵管、抽气支管、抽气通道以及气槽与型腔相连通,因此可以通过抽气泵抽取型腔内的气体,由于每一型腔均对应有若干个气槽,因此,可以加速对型腔内气体的抽取,提高抽气效率。
12.作为优选,所述下模仁板靠近气槽处的内部可拆卸连接有封堵块,所述封堵块的厚度小于或等于所述气槽槽深。
13.通过采用上述技术方案,可以在气槽内可拆卸连接厚度不等的封堵块,当封堵块的厚度等于气槽槽深时,封堵块封堵住气槽,以使得对应的气槽无法使得对应的型腔与抽气通道相连通,从而使得型腔内的气体能够集中从封堵块厚度小于气槽槽深的气槽内被抽出,而厚度小于气槽槽深的封堵块可以防止后续进入型槽的半流体橡胶原料流进气槽内,进而影响最终生成的防火墙护套质量。
14.作为优选,所述上模仁板和下模仁板外侧壁均沿其周向设置有橡胶插设的密封环槽。
15.通过采用上述技术方案,在密封环槽内嵌置橡胶能够提高下模仁板与上模仁板接缝处的密封性,减少外部空气进入型腔内,使得型腔能够在抽气组件的作用下快速形成负压状态。
16.作为优选,所述模芯包括芯管以及与芯管一一对应设置的镶件,所述型腔包括供芯管插设的插孔,所述插孔位于上模仁板上,所述镶件插设于插孔上端,所述上模仁板靠近每一镶件处的内部均开设有供镶件插设的镶槽,所述上模仁板靠近每一镶槽处的侧壁设置有与镶槽相连通的排气通道。
17.通过采用上述技术方案,模芯与型腔的外形构造均与所需生产的防火墙护套外形结构相一致,模芯插设于型腔内,且模芯与型腔内壁之间预留有供半流体橡胶原料流入的空隙,空隙的形状也与防火墙护套外形结构一致,由于芯管属于模芯的一部分,芯管插设于
插孔内,而插孔端部敞口,为此特设置镶件封堵插孔处的敞口,上述芯管和镶件的设置为行业内现有结构,但是镶件与插孔的接缝处易存在间隙,进而使得芯管与插孔之间的空隙处存在部分空气无法及时排出,此时当半流体橡胶原料流入芯管与插孔之间的空隙处时,残留于芯管与插孔芯管之间的空隙内的空气将在半流体橡胶原料的挤压下从镶件与插孔的接缝处排出插孔,并排入排气通道内,从而进一步排出型腔内的空气,优化最后生产处的防火墙护套成品在芯管部位的生产质量。
18.作为优选,所述下模仁板下方设置有底板,所述下模仁板和底板之间设置有用于驱动模芯脱离型腔的脱料组件,所述脱料组件包括驱动板,以及若干个设置于驱动板侧壁的顶杆,每一所述模芯均对应有顶杆,所述顶杆上端贴合于对应的模芯下表面,所述下模仁板和底板之间预留有供驱动板和顶杆滑移的空腔。
19.通过采用上述技术方案,当半流体橡胶原料固化形成防火墙模具之后,首先将上模仁板朝远离下模仁板的方向移动,以实现开模,接着通过带动驱动板朝靠近模芯的方向移动,以使得顶杆驱动模芯朝远离下模仁板的方向移动,以使得模芯带动成型的防火墙模具脱离型腔,便于操作人员取出套接于模芯上的防火墙模具,实现脱料。
20.作为优选,所述脱料组件还包括垂直设置于所述驱动板侧壁的若干个限位杆,以及套接于每一限位板外部的限位弹簧,所述限位杆和限位弹簧位于驱动板朝向下模仁板处的一侧,所述限位弹簧其中一端贴合于下模仁板朝向驱动板处的一侧,所述限位弹簧另一端贴合于驱动板侧壁。
21.通过采用上述技术方案,限位弹簧的设置一方面能够使得限位板贴合于底板上表面,对驱动板的位置起到限定作用,防止在半流体橡胶原料固化成型过程中,驱动板受外力碰触而带动顶杆朝靠近模芯的方向移动,进而影响半流体橡胶原料的固化成型;另一方面,当驱动板在外力作用下带动顶杆朝靠近下模仁板的方向移动之后,限位弹簧收缩,此时限位弹簧会带动驱动板实现复位。
22.作为优选,所述加热件包括对称设置于上模仁板和下模仁板外侧的加热板、与加热板一一对应设置的隔热板,以及若干个用于产生热量的加热管;所述加热板贴合于上模仁板或下模仁板相互背离处的侧壁,所述隔热板贴合于对应的所述加热板背离型腔处的一侧,所述流道贯穿加热板和隔热板;每一所述加热板均对应若干个加热管,所述加热管贯穿对应的加热板侧壁。
23.通过采用上述技术方案,加热管生热并将热量传递至加热板,隔热板的设置使得加热板将收到的热量传递至上模仁板和下模仁板,从而实现对上模仁板和下模仁板的加热。
24.作为优选,所述加热件包括对称设置于上模仁板和下模仁板外侧壁的加热板、与所述加热板一一对应设置隔热板,以及若干个用于产生热量的加热管;所述加热板贴合于上模仁板或下模仁板相互背离处的侧壁,每一所述隔热板靠近边沿处的侧壁沿其周向一体成型有隔热围板,所述隔热围板和对应的隔热板共同围合成供对应的加热板插设的插槽,所述加热板完全插设于对应的插槽内,所述加热管贯穿隔热围板。
25.通过采用上述技术方案,隔热围板的设置减少了加热板周向侧壁处的热量的耗散,使得加热板从加热管所接收的热量能够集中传递至上模仁板和下模仁板,优化加热效果,提高加热效率;同时也能够防止加热板烫伤操作人员。
26.综上所述,本技术包括以下至少一种有益技术效果:1.在注塑之前,将上模仁板固定盖合于下模仁板上,然后提前通过抽气组件抽出所有型腔内的残留空气,以使得所有型腔内均处于负压状态,接着从注射入口处注射半流体橡胶原料,半流体橡胶原料从注射入口流经流道在注入型腔内,通过加热件对上模仁板和下模仁板进行加热,以使得半流体橡胶原料受热固化,在半流体橡胶原料固化过程中,通过模芯结构和型腔结构来对固化形状进行限定,以使得半流体橡胶原料最终固化形成防火墙护套,降低次品率,提高成品质量;2.可以在气槽内可拆卸连接厚度不等的封堵块,当封堵块的厚度等于气槽槽深时,封堵块封堵住气槽,以使得对应的气槽无法使得对应的型腔与抽气通道相连通,从而使得型腔内的气体能够集中从封堵块厚度小于气槽槽深的气槽内被抽出,而厚度小于气槽槽深的封堵块可以防止型腔内的半流体橡胶原料流入气槽内,保证半流体橡胶原料能够在型腔内固化成型,优化成型质量。
附图说明
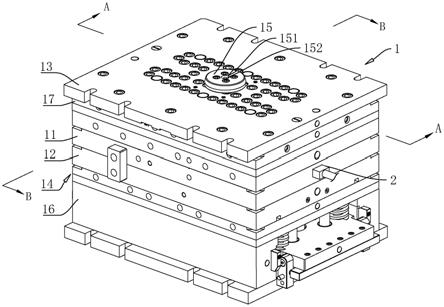
27.图1是实施例1中一种防火墙护套模具结构的示意图。
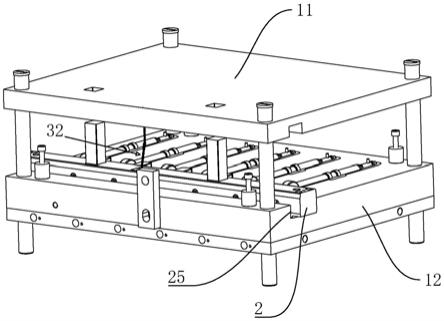
28.图2是实施例1中用于体现防火墙护套模具各层结构的爆炸示意图。
29.图3是实施例1中用于体现防火墙护套模具各层下表面结构的爆炸示意图。
30.图4是图1中用于a-a部分结构的放大示意图。
31.图5是图1中用于b-b部分结构的放大示意图。
32.图6是图5中用于体现a部分结构的放大示意图。
33.图7是实施例1中用于体现抽气组件与上模仁板之间位置关系的剖视图。
34.图8是实施例1中用于体现下模仁板上表面结构的示意图。
35.图9是图8中用于体现b部分结构的放大示意图。
36.图10是实施例2中用于体现加热板与隔热板之间位置关系的剖视图。
37.附图标记说明:1、注塑成型组件;11、上模仁板;111、型腔;1111、插孔;112、模芯;1121、芯管;1122、镶件;113、排气通道;114、密封环槽;115、镶槽;12、下模仁板;121、抽气通道;122、气槽;123、封堵块;13、顶板;131、注射入口;132、流道;14、加热件;141、加热板;142、隔热板;143、加热管;144、隔热围板;145、插槽;15、定位圈;151、连通口;152、贴合面;16、底板;17、过渡板;171、通料孔;18、导向柱;19、空腔;2、抽气组件;21、抽气横管;22、抽气纵管;23、抽气支管;24、抽气泵;3、脱料组件;31、驱动板;32、顶杆;33、限位杆;34、限位弹簧;4、防火墙护套成品。
具体实施方式
38.以下结合附图1-10对本技术作进一步详细说明。
39.实施例1本技术实施1公开一种防火墙护套模具。参照图1和图2,防火墙护套模具包括注塑成型组件1和抽气组件2,注塑成型组件1用于将半流体橡胶原料注塑成型生成固体状的防火墙护套成品4,注塑成型组件1包括上模仁板11、下模仁板12、加热件14、顶板13和定位圈15,加热件14包括两个加热板141、设置于每一加热板141一侧的隔热板142,以及若干个用
于产生热量的加热管143。
40.参照图1和图2,上模仁板11和下模仁板12相互贴合,上模仁板11背离下模仁板12处的侧壁,以及下模仁板12背离上模仁板11处的侧壁均对应贴合一个加热板141,每一加热板141另一侧对应一个隔热板142,每一加热板141均对应若干个加热管143,加热管143贯穿插设于对应的加热板141内部,加热管143可以为管内壁安装有电热丝的管体,通过电热丝外接电源通电生热而使得加热管143生热;加热管143也可以为可供热水通过的管体,可以将加热管143一端封闭,并向加热管143另一端注入热水,通过热水来使得加热管143生热,而当防火墙护套注塑完成之后,可以向加热管143内通入冷水,来使得加热板141降温。
41.参照图1和图2,隔热板142贴合于加热板141侧壁,位于下方处的隔热板142背离加热板141处的一侧设有底板16,位于上方处的隔热板142背离加热板141处的侧壁贴合有过渡板17,过渡板17背离隔热板142处的侧壁贴合于顶板13侧壁,定位圈15安装于顶板13背离对应的隔热板142处的一侧;可以通过设置若干个螺栓来固定定位圈15与顶板13、顶板13与隔热板142、隔热板142与加热板141、加热板141与上模仁板11、加热板141与下模仁板12,以及上模仁板11与上模仁板11;还可以在顶板13、隔热板142、加热板141、上模仁板11和下模仁板12之间贯穿导向柱18,以便在导向柱18的导向作用下实现上述各层板的便捷安装。
42.参照图1、图2和图3,定位圈15中部开设有连通口151,定位圈15靠近连通口151处的内壁沿连通口151周向设有贴合面152;当需要注射半流体橡胶原料时,装盛有半流体橡胶原料的注射设备的射嘴的注射部将插设于连通口151内,此时射嘴的注射部面壁与贴合面152紧密贴合,以防止从射嘴射出的半流体橡胶原料溢出连通口151;顶板13靠近定位圈15处的侧壁贯穿开设有与连通口151相连通的注射入口131,顶板13下表面开设有槽状的且与注射入口131相连通的流道132,进入连通口151的半流体橡胶原料将经过注射入口131并流入流道132内。
43.参照图3和图4,过渡板17、与过渡板17相贴合的隔热板142,以及与上模仁板11相贴合的加热板141沿过渡板17厚度方向共同开设有若干个通料孔171,每一通料孔171均与流道132相连通,上模仁板11与下模仁板12相互朝向的侧壁上共同开设有若干个型腔111,型腔111与通料孔171一一对应设置,且型腔111连通于对应通料孔171的正下方,本实施例1中型腔111个数为6。
44.参照图2、图3和图4,每一型腔111内均设有模芯112,模芯112插设于型腔111内,型腔111结构以及模芯112结构均与所需生产的防火墙护套形状构造相一致,模芯112与型腔111内壁之间预留有空隙,同理可知上述空隙的形状构造即为防火墙护套的形状构造,当进入流道132内的半流体橡胶原料在流道132的引导下分流至各个通料孔171处,并从通料孔171流向对应的型腔111时,半流体橡胶原料充盈上述空隙,通过加热组件加热固化型腔111内的半流体橡胶原料,从而最终形成所需结构的防火墙护套成品4。
45.参照图2、图5和图6,模芯112包括芯管1121以及镶件1122,型腔111包括供芯管1121插设的插孔1111,镶件1122插设于插孔1111端部,以用于封堵插孔1111端部,上模仁板11内部开设有供镶件1122插设的镶槽115,上模仁板11靠近每一镶槽115处的上表面均开设有与镶槽115相连通的排气通道113;当镶件1122与芯管1121的接缝处密封性下降时,镶件1122与芯管1121管口的接缝处易残留空气,当半流体橡胶原料进入型腔111与模芯112之间的空隙,并移动至插孔1111与芯管1121处的空隙处时,半流体橡胶原料可以挤压位于插孔
1111与芯管1121之间空隙内的空气,以使得空气从镶件1122与插孔1111的接缝处被排出排气通道113,排气通道113用于暂时容纳被排出的空气,以保证半流体橡胶原料充盈插孔1111与芯管1121之间空隙,保证插孔1111与芯管1121之间空隙处的半流体橡胶原料的固化质量。
46.参照图2和图4,由于在半流体橡胶原料注入型腔111之前,型腔111内易残留有空气,在半流体橡胶原料注入型腔111内之后,部分残留的空气无法及时排出型腔111而占据型腔111内的部分空间,导致半流体橡胶原料无法充盈整个型腔111,进而使得最终固化成型的成品外形存在残缺成为残次品;为此,上模仁板11和下模仁板12靠近边沿处的上表面均沿周向开设有密封环槽114,可以在每一密封环槽114内嵌置橡胶,以使位于上模仁板11上的橡胶外表面抵接于于上模仁板11相连的加热板141侧壁,位于下模仁板12上的橡胶外表面抵接于上模仁板11侧壁,以提高上模仁板11与下模仁板12、上模仁板11和与之相连的加热板141的接缝处的密封性,减少出现外部空气进入型腔111内,减少型腔111内残留的空气量,防止的情况。
47.参照图3、图4和图7,抽气组件2也用于来在半流体橡胶原料注入型腔111之前,先排出型腔111内的空气,抽气组件2包括抽气横管21、若干个抽气纵管22、若干个连通于每一抽气纵管22上的抽气支管23,以及连通于抽气横管21端部的抽气泵24;抽气泵24的进气端连通于抽气横管21端部,抽气横管21另一端密封;抽气纵管22两端密封,且本实施例1中,抽气纵管22的个数为3,所有抽气纵管22间隔均匀地连通于抽气横管21上,本实施例1中,每一抽气纵管22上均对应4个抽气支管23;抽气横管21、抽气纵管22和抽气支管23均嵌置于上模仁板11内部,所有抽气支管23远离抽气纵管22处的一端均贯穿上模仁板11下表面。
48.参照图7和图8,下模仁板12朝向下模仁板12处的侧壁均开设有槽状的抽气通道121,所有抽气支管23端部连通于抽气通道121内;下模仁板12靠近每一型腔111处的侧壁均开设有若干个气槽122,气槽122与抽气通道121相连通,气槽122的深度小于抽气通道121的深度,且本实施例1中气槽122的深度范围可以为0.03-0.05mm,以最终使得抽气横管21与所有型腔111均连通,进而在注塑之前,通过抽气泵抽出型腔111内的空气。
49.参照图8和图9,气槽122内可以可拆卸连接有封堵块123,每一气槽122内的封堵块123个数不限,封堵块123的厚度可以小于气槽122深度,也可以等于气槽122深度;当封堵块123的厚度小于气槽122深度时,封堵块123的设置可以拦截半流体橡胶原料从型腔111进入气槽122,当封堵块123的厚度等于气槽122深度时,此时上述封堵块123外表面贴合与上模仁板11下表面,因此上述对应的气槽122处于封堵状态,进而可以根据需要控制处于导通的气槽122数量,以使得型腔111内的空气集中从导通的气槽122内排出。
50.参照图2和图4,还包括脱料组件3,脱料组件3用于在型腔111内的半流体橡胶原料固化成型为防火墙护套成品4之后,将防火墙护套成品4脱离下模仁板12上的型腔111,实现便捷脱料;底板16与下模仁板12之间预留有空腔19,脱料组件3位于空腔19内;脱料组件3包括驱动板31、若干个垂直焊接于驱动板31侧壁的顶杆32、若干个垂直焊接于驱动板31侧壁的限位杆33、以及套接于每一限位杆33外部的限位弹簧34。
51.参照图2和图4,顶杆32和限位杆33均设置于驱动板31朝向下模仁板12处的侧壁,本实施例1中,每一模芯112均对应一个顶杆32,模芯112下端贯穿位于下模仁板12处的型腔111并贴合于顶杆32上端;初始状态时,驱动板31在自重作用下贴合于底板16上表面,此时
封堵杆321封堵于被模芯112贯穿的型腔111处,以防止半流体橡胶原料从模芯112贯穿型腔111的位置溢出型腔111;当需要脱料时,通过外力带动驱动板31朝靠近下模仁板12的方向移动,以使得顶杆32朝靠近下模仁板12的方向抵推模芯112,以使得模芯112以及套接于模芯112外部的防火墙护套成品4被推出型腔111,从而实现脱料。
52.参照图2和图4,限位杆33贯穿与下模仁板12相连的加热板141和隔热板142,限位弹簧34其中一端贴合于驱动板31外表面,另一端贴合于下模仁板12下表面,驱动板31位于初始状态时,限位弹簧34恰好未产生任何形变,若驱动板31朝驱动板31朝靠近下模仁板12的方向移动,那么驱动板31将挤压限位弹簧34,相应的,驱动板31将受到限位弹簧34的弹力,因此,限位弹簧34一方面可以防止驱动板31在型腔111内的半流体橡胶原料还未生产完全时沿空腔19随意移动,从而导致顶杆32抵推模芯112,挤压型腔111内的半流体橡胶原料,进而影响半流体橡胶原料的固化形状;另一方面,限位弹簧34也能够在驱动板31朝靠近下模仁板12方向移动之后,带动驱动板31快速复位。
53.本技术实施例1中的一种防火墙护套模具的实施原理为:通过螺栓由上至下将顶板13、过渡板17、位于上层的隔热板142、位于上层的加热板141、上模仁板11、下模仁板12、位于下层的加热板141、位于下层的隔热板142,以及底板16固定连接在一起,然后启动抽气泵,此时型腔111内部的空气将经过气槽122依次经过抽气通道121、抽气支管23、抽气纵管22和抽气横管21,最终从抽气泵排出,在抽气泵工作指定时长之后,关闭抽气泵,然后将外设的注射设备上的射嘴的注射部插入连通口151,此时射嘴的注射部端面恰好与连通口151内壁的贴合面152紧密贴合,半流体橡胶原料由射嘴射入连通口151,并经过注射入口131流入流道132,再在流道132的引导下分流至所有通料孔171内,再经过通料孔171流入型腔111内,半流体橡胶原料充盈型腔111与模芯112之间预留的空隙,接着通过加热组件对上模仁板11和下模仁板12进行加热,以使得型腔111内的半流体橡胶原料受热逐渐固化,最终固化成与空隙结构形状完全一致的防火墙护套成品4,生成的防火墙护套成品4套接于模芯112外部。
54.最后将上模仁板11拆离下模仁板12上方,此时模芯112以及防火墙护套成品4脱离上模仁板11上的型腔111,再将驱动板31外接气缸驱动端,以使得气缸带动驱动板31朝靠近下模仁板12的方向移动,进而通过顶杆32将模芯112连通防火墙护套成品4一起顶出下模仁板12的型腔111内,实现脱料。
55.实施例2参照图10,实施例2与实施例1的区别点在于:加热板141与隔热板142一一对应设置,隔热板142朝向加热板141处的侧壁且位于隔热板142边沿,沿隔热板142周向一体成型有隔热围板144,隔热围板144与隔热板142共同为合成供对应的加热板141插设的插槽145,加热板141完全插设于对应的插槽145内,加热管143贯穿隔热围板144。
56.本技术实施例2中的一种防火墙护套模具的实施原理为:隔热围板144围合于加热板141边沿处的周向侧壁,隔热板142贴合于加热板141背离上模仁板11或下模热板处的侧壁,以使得加热板141所产生的热量能够集中传导至上模仁板11或下模仁板12上,减少热量的耗散。
57.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。