1.本实用新型涉及热流道注塑模具技术领域,特别涉及一种热流道双层注塑结构模具。
背景技术:
2.注塑成型是指受热融化的材料由高压射入模腔,经冷却固化后,得到成形品的方法,主要适用于塑料制品的批量生产,为了提高生产效率,一般在单层模具布置多个模腔,从而实现一次成型多个产品。
3.目前注塑模具主要是生产塑胶制品的工具,通过型腔成型,但由于布置了多个型腔,在开模时必须保证上模水平打开,防止上模在开模的过程中出现倾斜导致注塑后的形变,破坏加工部件,而现有多数开模装置,大多对称分布在模具两侧,很难保证两端能够同步开模。
4.专利号201920555548.0公布了一种热流道双层注塑模具,包括定模板、动模板、下模座和开模组件,所述定模板固定在下模座顶部,且动模板位于定模板顶部,所述定模板顶部开有连接槽,且开模组件安装与连接槽内,本实用新型通过转动摇手带动两个梯形块同步向外侧移动,从而顶起接触块,带动动模板两端同步上升,保证动模板水平开模,从而能够防止动模板在开模的过程中出现倾斜导致注塑后的形变,破坏加工部件。
5.该一种热流道双层注塑结构模具存在以下弊端:1、该模具不能够快速的对成型后的模具冷却导致注塑材料;2、该模具加料时容易冷却导致生产速度降低。为此,我们提出一种热流道双层注塑结构模具。
技术实现要素:
6.本实用新型的主要目的在于提供一种热流道双层注塑结构模具,通过冷却机构能够快速的对成型后的材料冷却,方便脱模;再通过加料机构能够避免材料冷却,增加加料速度,提高生产,可以有效解决背景技术中的问题。
7.为实现上述目的,本实用新型采取的技术方案为:
8.一种热流道双层注塑结构模具,包括顶模,还包括冷却机构和底模,所述底模的内侧壁安装有冷却机构,所述冷却机构由冷却盒、冷却器、连接头和循环泵组合构成,所述底模的内侧壁安装有冷却盒,所述冷却盒的外侧壁右侧安装有一组对称的连接头,且连接头的贯穿底模的右侧,所述连接头的输出端与冷却器的输入端通过导管连接,所述冷却器的输出端与循环泵的输入端通过导管连接,所述循环泵的输出端与连接头的输入端通过导管连接。
9.进一步地,还包括加料机构,所述顶模的顶部安装有加料机构,加料机构能够避免注塑料冷凝。
10.进一步地,所述加料机构由定位套、进料管、热电偶和加热棒组合构成,所述定位套的内侧壁安装有热电偶,所述定位套的内侧壁安装有进料管,所述进料管的内侧壁安装
有加热棒,加热棒能够对进料管加热,避免注塑料冷却。
11.进一步地,所述顶模的内侧壁安装有热流道板,且热流道板的输入端与进料管的一端连接,方便注塑料进入到热流道板内。
12.进一步地,所述定位套位于顶模的顶部,方便对进料管定位。
13.与现有技术相比,本实用新型具有如下有益效果:1、底模的内侧壁安装有冷却机构,冷却机构由冷却盒、冷却器、连接头和循环泵组合构成,底模的内侧壁安装有冷却盒,当底模与顶模对注塑料进行成型时,由于冷却器的输出端与循环泵的输入端通过导管连接,从而循环泵将冷却器内的冷却水进行抽取出,由于冷却盒的外侧壁右侧安装有一组对称的连接头,循环泵的输出端与连接头的输入端通过导管连接,从而循环泵将冷却后的水输送至冷却盒内,冷却盒能够将底模内成型后的注塑料冷却,从而增加注塑料的成型速度,连接头的输出端与冷却器的输入端通过导管连接,从而能够实现水冷循环,增加成型效率;
14.2、顶模的顶部安装有加料机构,加料机构由定位套、进料管、热电偶和加热棒组合构成,顶模的顶部安装有定位套,定位套能够对进料管进行定位,定位套的内侧壁安装有进料管,将注料加入到进料管内,进料管的内侧壁安装有加热棒,从而加热棒对进料管进行加热,进料管的一端与热流道板主体的输入端连接,从而能够避免注塑料冷却,增加加料速度,定位套的内侧壁安装有热电偶,热电偶能够对进料管温度检测,避免加料管持续加热造成能耗浪费,从而能够增加加料速度,提高生产。
附图说明
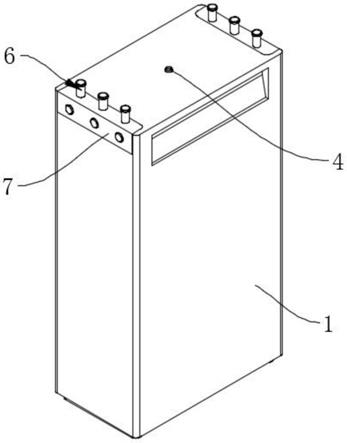
15.图1为本实用新型一种热流道双层注塑结构模具的整体结构示意图。
16.图2为本实用新型一种热流道双层注塑结构模具的加料机构结构示意图。
17.图中:1、顶模;2、加料机构;201、定位套;202、进料管;203、热电偶;204、加热棒;3、热流道板主体;4、底模;5、冷却机构;501、冷却盒;502、冷却器;503、连接头;504、循环泵。
具体实施方式
18.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
19.如图1-2所示,一种热流道双层注塑结构模具,包括顶模1,还包括冷却机构5和底模4,所述底模4的内侧壁安装有冷却机构5,所述冷却机构5由冷却盒501、冷却器502、连接头503和循环泵504组合构成,所述底模4的内侧壁安装有冷却盒501,所述冷却盒501的外侧壁右侧安装有一组对称的连接头503,且连接头503的贯穿底模4的右侧,所述连接头503的输出端与冷却器502的输入端通过导管连接,所述冷却器502的输出端与循环泵504的输入端通过导管连接,所述循环泵504的输出端与连接头503的输入端通过导管连接。
20.其中,还包括加料机构2,所述顶模1的顶部安装有加料机构2,加料机构2能够避免注塑料冷凝。
21.其中,所述加料机构2由定位套201、进料管202、热电偶203和加热棒204组合构成,所述定位套201的内侧壁安装有热电偶203,所述定位套201的内侧壁安装有进料管202,所述进料管202的内侧壁安装有加热棒204,加热棒204能够对进料管202加热,避免注塑料冷却。
22.其中,所述顶模1的内侧壁安装有热流道板主体3,且热流道板主体3的输入端与进料管202的一端连接,方便注塑料进入到热流道板内。
23.其中,所述定位套201位于顶模1的顶部,方便对进料管202定位。
24.需要说明的是,本实用新型为一种热流道双层注塑结构模具,工作时,底模4的内侧壁安装有冷却机构5,冷却机构5由冷却盒501、冷却器502、连接头503和循环泵504组合构成,底模4的内侧壁安装有冷却盒501,当底模4与顶模1对注塑料进行成型时,由于冷却器502的输出端与循环泵504的输入端通过导管连接,从而循环泵504将冷却器502内的冷却水进行抽取出,由于冷却盒501的外侧壁右侧安装有一组对称的连接头503,循环泵504的输出端与连接头503的输入端通过导管连接,从而循环泵504将冷却后的水输送至冷却盒501内,冷却盒501能够将底模4内成型后的注塑料冷却,从而增加注塑料的成型速度,连接头503的输出端与冷却器502的输入端通过导管连接,从而能够实现水冷循环,增加成型效率,顶模1的顶部安装有加料机构2,加料机构2由定位套201、进料管202、热电偶203和加热棒204组合构成,顶模1的顶部安装有定位套201,定位套201能够对进料管202进行定位,定位套201的内侧壁安装有进料管202,将注料加入到进料管202内,进料管202的内侧壁安装有加热棒204,从而加热棒204对进料管202进行加热,进料管202的一端与热流道板主体3的输入端连接,从而能够避免注塑料冷却,增加加料速度,定位套201的内侧壁安装有热电偶203,热电偶203能够对进料管202温度检测,避免加料管持续加热造成能耗浪费,从而能够增加加料速度,提高生产。
25.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。