技术特征:
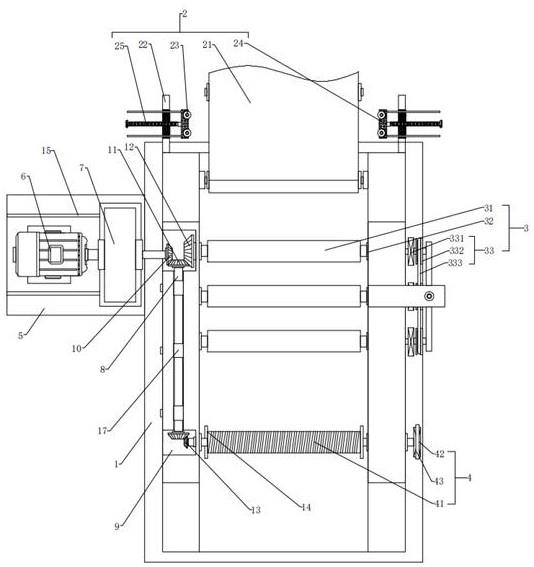
1.一种大型柴油发动机曲轴表面中频感应淬火方法,其特征在于包括:1)组装曲轴支撑淬火装置;所述曲轴支撑淬火装置包括机床导轨(1)、头架(2)、浮动卡盘(3)、卡爪(4)、支撑滚轮(5)、升降支撑架(6)、淬火小车(7)、感应加热装置(8)、顶尖(9)和尾座(10);所述的头架(2)和尾座(10)分别安装在机床导轨(1)的两侧;所述的浮动卡盘(3)的一端安装在头架(2)的内侧,另一端安装卡爪(4);所述的升降支撑架(6)安装在头架(2)和尾座(10)之间的机床导轨(1)上;所述的支撑滚轮(5)安装在升降支撑架(6)的顶部;所述的淬火小车(7)安装在机床导轨(1)的一侧;所述的感应加热装置(8)安装在淬火小车(7)上;所述的顶尖(9)安装在尾座(10)的内侧;所述的浮动卡盘(3)通过电机驱动旋转;2)放置曲轴;将曲轴(11)放置在支撑滚轮(5)上,调整升降支撑架(6)的高度,曲轴(11)的一端使用卡爪(4)夹持,另一端使用顶尖(9)顶住以确保曲轴放置水平;3)开始淬火工艺;在装夹好曲轴(11)后,将尾座(10)上的顶尖(9)松开,使用感应加热装置按以下淬火顺序要求逐一对曲轴(11)的各个轴颈进行加热淬火;不同类型的曲轴的淬火顺序限定为:
①
6拐12v曲轴淬火顺序为:主7
→
主1
→
主6
→
主2
→
主5
→
主3
→
主4
→
连3
→
连4
→
连5
→
连2
→
连6
→
连1;
②
8拐16v曲轴淬火顺序为:主9
→
主1
→
主8
→
主2
→
主7
→
主3
→
主6
→
主4
→
主5
→
连4
→
连5
→
连3
→
连6
→
连2
→
连7
→
连1
→
连8;
③
10拐20v曲轴淬火顺序为:主11
→
主1
→
主10
→
主2
→
主9
→
主3
→
主8
→
主4
→
主7
→
主5
→
主6
→
连1
→
连10
→
连5
→
连6
→
连4
→
连7
→
连2
→
连9
→
连3
→
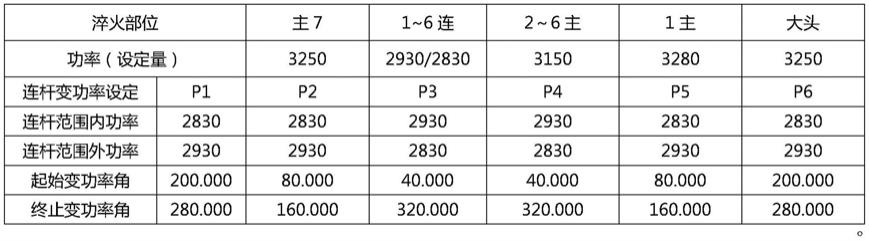
连8;淬火工艺参数的控制变形应力:连杆颈高低功率控制,变化角度为80度、连杆颈顶步采用低功率,连杆颈内侧高功率。2.根据权利要求1所述的大型柴油发动机曲轴表面中频感应淬火方法,其特征在于:所述的升降支撑架(6)至少设有4个,并且确保曲轴(11)在淬火过程中,曲轴(11)两端至少设有一个升降支撑架。3.根据权利要求1或2所述的大型柴油发动机曲轴表面中频感应淬火方法,其特征在于:每一个升降支撑架(6)的顶部均安装有两个支撑滚轮(5)。4.根据权利要求1所述的大型柴油发动机曲轴表面中频感应淬火方法,其特征在于:6拐12v曲轴功率设定如下表:
5.根据权利要求1所述的大型柴油发动机曲轴表面中频感应淬火方法,其特征在于:8拐16v曲轴功率设定如下表:6.根据权利要求1所述的大型柴油发动机曲轴表面中频感应淬火方法,其特征在于:10拐20v曲轴功率设定如下表:淬火部位主111~10连2~10主1主大头功率(设定量)32502930/2830315032803250连杆变功率设定连1/p1连2/p2连3/p3连4/p4连5/p5连杆范围内功率28302830283028302930连杆范围外功率29302930293029302830起始变功率角190.000110.000260.00040.00040.000终止变功率角270.000190.000340.000120.000320.000连杆变功率设定连6/p6连7/p7连8/p8连9/p9连10/p10连杆范围内功率29302830283028302830连杆范围外功率28302930293029302930起始变功率角40.00040.000260.000110.000190.000终止变功率角320.000120.000340.000190.000270.000。
技术总结
本发明公开一种大型柴油发动机曲轴表面中频感应淬火方法,包括:1)组装曲轴支撑淬火装置;2)放置曲轴;3)开始淬火工艺。本发明通过采用浮动卡盘驱动曲轴旋转、同时松开尾端顶尖的淬火夹持方式,根据曲轴变形规律及淬火后的应力分布,确定了每个轴颈的淬火先后顺序,可以有效的控制中频感应淬火后曲轴存在跳动变化大及长度变化无规律的问题。化大及长度变化无规律的问题。化大及长度变化无规律的问题。
技术研发人员:郑奇峰 易丽群 黎锋 周雷
受保护的技术使用者:桂林福达阿尔芬大型曲轴有限公司
技术研发日:2022.01.17
技术公布日:2022/5/20
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。