1.本技术涉及镀铝锌钢板制造领域,尤其涉及一种连续热基镀铝锌钢板的制造方法。
背景技术:
2.普通的连续热镀铝锌钢板的生产步骤为:炼铁-炼钢-热轧-(酸洗-冷轧)或(酸连轧)-连续热镀铝锌,在热轧时先将板坯轧至中间厚度,在冷轧阶段在轧至成品目标厚度,流程较长;酸洗后的热轧钢卷表面粗糙度波动大,无法直接进行热镀铝锌工序生产,普通的连续热镀铝锌钢板的生产流程长,有很多额外工序导致生产效率低。
技术实现要素:
3.本技术提供了一种连续热基镀铝锌钢板的制造方法,以解决铝锌钢板生产流程较长的技术问题。
4.第一方面,本技术提供了一种连续热基镀铝锌钢板的制造方法,所述方法包括以下步骤:
5.将钢水进行连铸,得到连铸板坯;
6.将所述连铸板坯进行加热、热轧和卷取,得到热轧卷;
7.将所述热轧卷进行酸洗,得到酸洗钢板;
8.将所述酸洗钢板进行热镀铝锌,得到铝锌钢板;
9.其中,所述热轧板的厚度与所述铝锌钢板的基板厚度相同。
10.可选的,所述热轧包括粗轧和精轧,所述粗轧的开始温度为1150-1240℃,所述精轧的结束温度为880-920℃。
11.可选的,所述卷取的温度为640-700℃。
12.可选的,所述酸洗钢板的延伸率为0.6%-1.5%。
13.可选的,所述酸洗钢板的表面粗糙度为0.9-1.3。
14.可选的,所述热轧的结束温度为1150-1240℃。
15.可选的,所述热轧卷的金相组织包括96-99%铁素体和1%-4%珠光体,所述金相组织中的晶粒度级别为7.0-8.5。
16.可选的,所述热镀铝锌中的退火温度为550-630℃。
17.可选的,所述钢水的化学成分以质量分数计包括:c:0.015%-0.03%,si:0-0.03%,mn:0.15%-0.3%,p:0-0.02%,s:0-0.012%,其余为fe和不可避免的杂质。
18.第二方面,本技术提供了一种连续热基镀铝锌钢板的制造方法的应用,将第一方面所述的方法用于制备铝锌钢板。
19.本技术实施例提供的上述技术方案与现有技术相比具有如下优点:
20.本技术实施例提供的该方法,通过适当的化学成分质量配比、适当的热轧和热浸镀工艺,开发出流程简短、能耗低的铝锌钢板产品,其生产步骤为炼铁-炼钢-连铸-热轧-酸
洗-热镀铝锌,用热轧基板代替普通的冷轧基板进行镀铝锌,所述热轧板的厚度与所述铝锌钢板的基板厚度相同,直接将铸坯轧至成品的目标厚度;减少了冷轧轧制的流程;可以节约成本和资源,提高生产效率。
附图说明
21.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本发明的实施例,并与说明书一起用于解释本发明的原理。
22.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
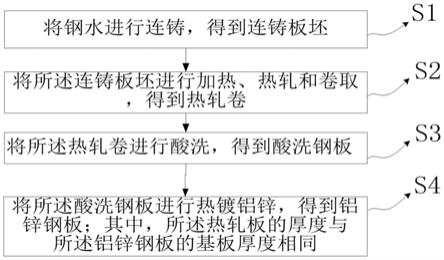
23.图1为本技术实施例提供的一种连续热基镀铝锌钢板的制造方法的流程示意图。
具体实施方式
24.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本技术保护的范围。
25.第一方面,本技术提供了一种连续热基镀铝锌钢板的制造方法,如图1所示,所述方法包括以下步骤:
26.s1.将钢水进行连铸,得到连铸板坯;
27.s2.将所述连铸板坯进行加热、热轧和卷取,得到热轧卷;
28.本技术实施例中,连铸、热轧是两个工艺步骤,具体为钢水经过结晶器连续浇注成长板坯,在连铸机组末端,根据计划对板坯进行切断,板坯长度8-11.5米。板坯在板坯库存放,等待热轧生产计划;板坯排入生产计划后,对板坯就行倒运至热轧加热炉进行加热,之后进行热轧轧制,产出热轧卷。
29.s3.将所述热轧卷进行酸洗,得到酸洗钢板;
30.s4.将所述酸洗钢板进行热镀铝锌,得到铝锌钢板;
31.其中,所述热轧板的厚度与所述铝锌钢板的基板厚度相同。
32.本技术实施例中,在热轧阶段就将板坯轧至成品目标厚度,酸洗后直接用于热镀铝锌生产,不再进行冷轧轧制,可减少冷轧轧制的工序。
33.作为一种可选的实施方式,所述热轧包括粗轧和精轧,所述粗轧的开始温度为1150-1240℃,所述精轧的结束温度为880-920℃。
34.本技术中,所述粗轧的结束温度为1020-1090℃,控制板坯出炉温度主要是为了保证钢坯的奥氏体化及后续的热轧轧制。控制精轧终止温度下限是为了保证热轧轧制在奥氏体相区进行,避免温度过低在两相区轧制,温度上限是为了避免温度过高而产生大量氧化铁皮从而影响表面质量及后续酸洗、镀铝锌。
35.作为一种可选的实施方式,所述卷取的温度为640-700℃。
36.作为一种可选的实施方式,所述酸洗钢板的延伸率为0.6%-1.5%。
37.本技术实施例中,控制酸洗板的延伸率下限是为了获得更好的板型及更均匀的粗
糙度,可以保证镀铝锌层较好的结合力及均匀的锌层厚度。控制上限是为了减少设备的磨损并控制成本。
38.作为一种可选的实施方式,所述酸洗钢板的表面粗糙度为0.9-1.3.
39.本技术实施例中,所述酸洗可以采用酸洗机组,所述酸洗机组之后还可以设置有平整机,用于对所述酸洗钢板的表面进行平整,可以改善板型和钢板表面粗糙度。平整机和酸洗是连续的,带钢过完酸洗槽后,先平整,再卷取成卷。
40.作为一种可选的实施方式,所述热轧的结束温度为1150-1240℃。
41.作为一种可选的实施方式,所述热轧卷的金相组织包括96-99%铁素体和1%-4%珠光体,所述金相组织中的晶粒度级别为7.0-8.5。
42.作为一种可选的实施方式,所述热镀铝锌中的退火温度为550-630℃。
43.具体地,退火温度为550-630℃,降低了常规镀铝锌线的退火温度,减少能源消耗。
44.作为一种可选的实施方式,所述钢水的化学成分以质量分数计包括:c:0.015%-0.03%,si:0-0.03%,mn:0.15%-0.3%,p:0-0.02%,s:0-0.012%,其余为fe和不可避免的杂质。
45.第二方面,本技术提供了一种连续热基镀铝锌钢板的制造方法的应用,将第一方面所述的方法用于制备铝锌钢板。
46.下面将结合实施例、对比例及实验数据对本发明的方法进行详细说明。
47.本技术实施例中采用本技术的方法进行制备:s1.将钢水进行连铸,得到连铸板坯;s2.将所述连铸板坯进行加热、热轧和卷取,得到热轧卷;s3.将所述热轧卷进行酸洗,得到酸洗钢板;s4.将所述酸洗钢板进行热镀铝锌,得到铝锌钢板;其中,所述热轧板的厚度与所述铝锌钢板的基板厚度相同。主要化学成分如图1所示,主要工艺参数如表2所示。
48.本技术对比例采用通过炼钢cas精炼工序进行制备而来。
49.表1实施例中钢水的化学成分及含量。
50.51.表2实施例和对比例的制造工艺。
52.组别出炉温度终轧温度卷取温度退火温度实施例11180890660580实施例21160900650600实施例31190890670610对比例11180890660730
53.表3对比例和实施例制造的铝锌钢板性能结果。
[0054][0055][0056]
本技术实施例中,实施例较对比例减少了冷轧轧制的流程,同时降低了退火温度,降低了能源消耗,具有成本低的优势。
[0057]
需要说明的是,在本文中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者任何其他变体意在涵盖非排他性地包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
[0058]
以上所述仅是本发明的具体实施方式,使本领域技术人员能够理解或实现本发明。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其他实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所申请的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。