1.本发明涉及焊接技术领域,尤其涉及一种适用于薄壁套筒与底板组装焊接的定位装置及方法。
背景技术:
2.乏燃料格架本体结构由数十个长度约5m的长薄壁套筒与底板焊接,同时套筒之间通过连接板焊接而成。由于套筒长度较长且壁厚仅为2.5mm,并且底板尺寸较大,在缺少专用定位夹紧装置的情况下,本体整体组焊焊接变形难以控制,且焊接效率较低。
3.发明人发现,目前已有一些用于定位燃料格架的装置,例如现有技术公开了一种用核燃料组件定位格架的焊接夹具,包括四个定位板围成的方形框架;套管夹具包括上盖板和底板,底板上与套管对应位置开有通孔,通过上盖板和底板实现对套管的夹持固定。
4.上述方案中上盖板设置梅花孔,需要通过梅花孔对各套管进行同时定位,如其中部分套管位置不对中,需要整体调节上盖板位置,导致定位效率不高。而且梅花孔的个数限定,不能适用于多种规格的燃料格架。
技术实现要素:
5.针对现有技术存在的不足,本发明的目的是提供一种适用于薄壁套筒与底板组装焊接的定位装置及方法,通过可移动的定位夹紧组件实现对薄壁套筒的夹紧定位,提高定位效率,适用范围广。
6.为了实现上述目的,本发明是通过如下的技术方案来实现:
7.第一方面,本发明的实施例提供了一种适用于薄壁套筒与底板组装焊接的定位装置,包括支撑架,支撑架内安装有用于固定底板的底平台组件,支撑架顶部滑动连接若干定位夹紧组件,定位夹紧组件包括多个夹持薄壁套筒的夹紧器组件;定位夹紧组件与底平台组件之间形成组焊空间。
8.作为进一步的实现方式,所述夹紧器组件间隔安装于横梁,横梁两端对称设置压杆组件;所述支撑架安装有用于配合压杆组件的第一定位板。
9.作为进一步的实现方式,所述定位板沿定位夹紧组件移动方向开设多个定位孔,压杆组件中的压杆与定位孔形成插拔结构。
10.作为进一步的实现方式,所述夹紧器组件包括升降机构、与升降机构相连的第二定位板。
11.作为进一步的实现方式,所述第二定位板朝向底平台组件的一侧设置卡槽。
12.作为进一步的实现方式,所述升降机构包括套设在一起的内套筒和外套筒,内套筒一端连接丝杠螺母组件,另一端连接第二定位板。
13.作为进一步的实现方式,所述底平台组件包括平台,平台上设置多对用于固定底板的压板,压板使底板保持上凸状态。
14.作为进一步的实现方式,所述压板呈倒l型结构。
15.作为进一步的实现方式,所述平台安装有定位机构。
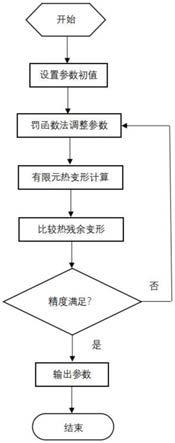
16.第二方面,本发明的实施例还提供了一种适用于薄壁套筒与底板组装焊接的定位方法,采用所述的定位装置,包括:
17.将开有定位槽的底板放置于底平台组件,利用定位机构定位底板,并通过顶块及压板对底板进行反变形固定,使底板中心相对于四周产生高度差;
18.利用定位槽定位薄壁套筒下端口,定位夹紧组件定位薄壁套筒上端口;操作压杆组件使定位夹紧组件配合底板对薄壁套筒夹紧固定;焊接薄壁套筒下端口与底板;
19.薄壁套筒逐层焊接,焊接过程中压板和顶块减小底板形变,直至燃料格架组焊完成。
20.本发明的有益效果如下:
21.(1)本发明的定位夹紧组件能够沿支撑架移动,不需要对每排套筒都设置定位夹紧组件,减少了夹紧器组件的数量;由于定位夹紧组件的可移动特性,满足了在减少夹紧器组件数量前提下的套筒定位夹紧;同一排的每个套筒具有的对应的夹紧器组件,方便单独调节,提高定位效率。
22.(2)本发明的夹紧器组件包括升降机构和定位板,通过升降机构调整定位板高度,实现对薄壁套筒的夹紧定位;而且连接升降机构的定位板对薄壁套筒一端外壁进行限位,配合底板对薄壁套筒另一端内壁的限位,保证对薄壁套筒的稳定夹持,在焊接过程中不会出现晃动。
23.(3)本发明设置压杆组件,压杆组件与定位孔配合,能够实现自动定位,进一步提高定位效率。
24.(4)本发明设置底平台组件,底平台组件通过压板和顶块配合能够使底板形成反变形结构,避免焊接过程中底板变形对整体结构造成影响。
附图说明
25.构成本发明的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
26.图1是本发明根据一个或多个实施方式的主视图;
27.图2是本发明根据一个或多个实施方式的侧视图;
28.图3是本发明根据一个或多个实施方式的俯视图;
29.图4是本发明根据一个或多个实施方式的定位夹紧组件结构示意图;
30.图5是本发明根据一个或多个实施方式的压杆组件结构示意图;
31.图6是本发明根据一个或多个实施方式的夹紧器组件结构示意图;
32.图7是本发明根据一个或多个实施方式的底平台组件结构示意图;
33.图8是图7的a处局部放大图;
34.图9是本发明根据一个或多个实施方式的反变形结构示意图;
35.图10是本发明根据一个或多个实施方式的底板结构示意图。
36.其中,1、龙门架组件,101、主体结构,102、下平台,103、上平台,2、下导轨,3、第一定位板,4、定位夹紧组件,4-1、第一定位夹紧组件,4-2、第二定位夹紧组件,401、压杆组件,40101、压杆,40102、连接杆,40103、支撑杆,40104、定位杆,40105、弹簧,402、横梁,403、夹
紧器组件,4031、摇把,4032、轴承,4033、外套筒,4034、螺母,4035、丝杠,4036、内套筒,4037、第二定位板,404、上导轨,5、底平台组件,501、基板,502、连接板,503、定位机构,504、压板,6、薄壁套筒,7、底板,701、定位槽,8、顶块。
具体实施方式
37.实施例一:
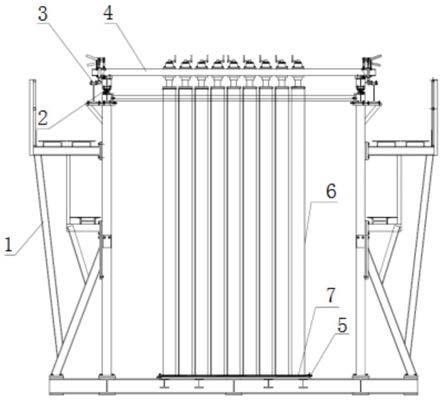
38.本实施例提供了一种适用于薄壁套筒与底板组装焊接的定位装置,尤其适用于乏燃料格架的长薄壁套筒,如图1和图2所示,包括支撑架、底平台组件5和若干定位夹紧组件4,本实施例的支撑架采用龙门架组件1,其顶部滑动连接有一个或多个定位夹紧组件4。底平台组件5设置于龙门架组件1内部,用于支撑燃料格架底板。
39.如图3所示,本实施例设置两个定位夹紧组件4,即第一定位夹紧组件4-1和第二定位夹紧组件4-2,第一定位夹紧组件4-1、第二定位夹紧组件4-2可沿龙门架组件1x轴方向移动,以在最大限度减少薄壁套筒6固定用夹紧器的数量前提下,保证相邻薄壁套筒6与底板7、薄壁套筒6之间焊接时的定位精度。
40.其中,x轴、y轴、z轴方向以图3所示为参考。
41.如图2所示,龙门架组件1包括主体结构101,主体结构101由型钢及钢板组焊而成;主体结构101内侧形成薄壁套筒6和底板7的组焊空间。主体结构101y轴方向的两侧对称安装多层平台,平台作为燃料格架本体组焊时工人的操作台。
42.在本实施例中,平台沿z轴方向间隔设置两层,即上平台103和下平台102。可以理解的,在其他实施例中,平台也可以设置其他层数,具体根据薄壁套筒6的长度而定。
43.如图4所示,定位夹紧组件4与龙门架组件1通过导轨组件配合,导轨组件沿x轴方向分布,包括安装于主体结构101顶部的下导轨2、与下导轨2配合的上导轨404;通过下导轨2相对于下导轨2移动,实现定位夹紧组件4的位置调整。
44.定位夹紧组件4包括横梁402、压杆组件401和夹紧器组件403,横梁402的底部对称安装上导轨404,横梁402的两端分别安装压杆组件401,压杆组件401与安装于主体结构101顶部的第一定位板3配合,第一定位板3位于导轨组件外侧,并与导轨组件平行。
45.如图5所示,压杆组件401包括压杆40101、连接杆40102、支撑杆40103、定位杆40104和弹簧40105,压杆40101一端与连接杆40102通过销轴连接,连接杆40102与横梁402端部栓接,且连接杆40102垂直于横梁402。定位杆40104垂直穿过横梁402,其一端设置定位销,定位销与压杆40101开设的导向孔配合;定位杆40104另一端穿过第一定位板3上开设的定位口,且定位杆40104设置于横梁402和第一定位板3之间的杆段套设弹簧40105;通过操作压杆40101带动定位杆40104与定位板上定位口的配合实现横梁的定位动作。
46.第一定位板3沿x轴方向上间隔设置多个定位孔,压杆组件401中的压杆与定位孔形成插拔结构,通过压杆插于定位孔内实现对横梁402的定位紧固,拔出压杆使横梁402能够沿x向移动。
47.横梁402上间隔设置有多个夹紧器组件403,夹紧器组件403的个数与燃料格架的薄壁套筒6个数相适应。夹紧器组件403包括升降机构、与升降机构相连的第二定位板4037,通过升降机构改变第二定位板4037的高度,以实现对薄壁套筒6的定位夹紧。
48.为了保证对薄壁套筒6的稳定夹紧,第二定位板4037朝向底平台组件5的一侧设置
卡槽,卡槽尺寸与薄壁套筒6外径相适应。
49.在本实施例中,升降机构采用丝杠螺母机构,如图6所示,升降机构包括外套筒4033、内套筒4036、丝杠4035、螺母4034,外套筒4033贯穿横梁402并与之可拆卸连接,例如螺栓连接;丝杠4035同轴设置于外套筒4033内,螺母4034套设于丝杠4035外,且二者螺纹配合;内套筒4036一端与螺母4034可拆卸连接,另一端与第二定位板4037可拆卸连接,丝杠4035旋转使螺母4034带动内套筒4036沿外套筒4033内壁上下移动。
50.丝杠4035通过轴承4032与盖板连接,盖板安装于外套筒4033顶部,丝杠4035的伸出端连接转动部,以通过操作转动部使丝杠4035旋转。转动部可以采用电动或手动,在本实施例中,丝杠4035的伸出端连接摇把4031。
51.如图7所示,底平台组件5包括基板501、连接板502、压板504,连接板502沿x轴方向间隔布置多个,基板501沿y轴方向间隔设置多个,连接板502和基板501形成用于放置底板7的平台。
52.平台x轴方向的两侧对称安装多对压板504,通过压板504压住底板7的边缘,使底板中心相对四周产生一定的高差,即上凸状态,实现对底板7的反变形固定,使焊接过程中逐步减小底板7形变,焊接完成后底板反变形彻底释放。通过压板504对底板7的反变形固定,避免焊接过程中底板7形变造成焊接完成后的结构形变。
53.如图9所示,压板504呈倒l型结构,以卡住底板7。为了使底板7中间突起,底板7底部设置顶块8。
54.平台上还设置定位机构503,通过定位机构503实现底板7定位。如图7和图8所示,定位机构503设置于平台一侧,其可通过螺栓、与螺栓连接的定位块实现;定位块的移动方向沿x轴方向。
55.如图10所示,在本实施例中,底板7带有贮存薄壁套筒6内腔的定位槽701,通过定位槽701与夹紧器组件403配合实现对薄壁套筒6的夹紧定位。
56.实施例二:
57.本实施例提供了一种适用于薄壁套筒与底板组装焊接的定位方法,采用实施例一所述的定位装置,包括:
58.(1)将开有定位槽701的乏燃料格架底板7放置于底平台组件5上,利用定位机构503对底板7进行定位,利用顶块8及压板504对底板7进行反变形固定,使底板7中心相对四周产生高差约2~5mm。
59.(2)将薄壁套筒6吊装至底板7中心位置,利用定位槽701定位薄壁套筒6下端口,沿x轴方向移动第一定位夹紧组件4-1至薄壁套筒6上端口处,操作压杆组件401使压杆插入定位板3的定位孔,实现第一定位夹紧组件4-1夹紧固定。对套筒下端口与底板7进行焊接。
60.(3)重复步骤(2),薄壁套筒6按十字形进行发散逐层焊接,第一定位夹紧组件4-1与第二定位夹紧组件4-2配合使用,保证相邻薄壁套筒6与底板7、薄壁套筒6之间焊接时的定位精度。
61.(4)薄壁套筒6在焊接过程中,压板504和顶块8逐步减小底板形变,直至燃料格架本体完全组焊完成,底板7反变形彻底释放。
62.以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修
改、等同替换、改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。