1.本发明属于剖分式圆弧滚动导轨结构技术领域,涉及一种剖分式圆弧滚动导轨轨道变形的激光残余热变形校正方法。
背景技术:
2.剖分式圆弧滚动导轨是一种新型的滚动导轨,导轨的轨道是圆弧形的,使用时多段圆弧轨道可以拼接成一个整圆,轨道上的滑块可以沿导轨实现圆弧运动。
3.剖分式圆弧形轨道由于零件本身形状不是一个完整的圆形,而是分段圆形,与整圆的形状相比,在热处理或者机械加工后更容易产生结构变形,导致圆度误差超差。圆弧形轨道即便是热处理或者机械加工后圆度误差满足要求,随着使用时间的增长,结构内部应力逐渐释放,结构变形也会逐渐加大,也可以导致圆度误差在使用过程中超差。
4.圆弧滚动导轨的轨道由于结构功能的需要,材料硬度通常比较高,弹性很好,可塑性很差,不易通过常规的机械校正方法对圆弧轨道的圆度进行校正,因此在热处理或者机械加工中的废品率较高。使用过程中如果圆度超差也只能报废更新。为此,剖分式圆弧导轨多设计成多段式结构,每一段的圆弧角度比较小,以便将圆度误差能够控制在比较小的范围内。这样做的主要问题是分段数过多,安装时需要多段拼接形成一个整圆,安装调整过程复杂、困难。
技术实现要素:
5.本发明的目的是提供一种剖分式圆弧滚动导轨轨道变形的激光残余热变形校正方法,能够校正圆弧形轨道的变形,减小圆弧形轨道的圆度误差,降低废品率。
6.本发明所采用的技术方案是,剖分式圆弧滚动导轨轨道变形的激光残余热变形校正方法,具体包括如下过程:对于圆弧开口变形的导轨轨道,采用激光扫描圆弧导轨轨道的内壁。
7.本发明的特点还在于:
8.对于整体开口变形的圆弧形轨道,用激光连续照射圆弧形轨道表面,轨道两端表面获得的热能小于轨道中间表面获得的热能;
9.激光照射过程中,扫描功率不变,扫描速度变。
10.对于整体开口变形的圆弧形轨道,激光扫描速度的变化规律为:圆弧导轨轨道的两端扫描速度比圆弧导轨轨道中间的扫描速度快。
11.对于轨道圆弧局部圆度变形,采用局部激光照射。
12.激光扫描过程中,热残余应变β的计算过程如下:
[0013][0014]
其中,l0为试样原有尺寸,l1为加热冷却后尺寸。
[0015]
激光扫描过程中,残余热应变β采用如下公式表示:
[0016]
β=αδt;
[0017]
其中,α是45钢在室温的线膨胀系数,δt是温差。
[0018]
本发明的有益效果是:本发明能够校正圆弧形轨道的变形,减小圆弧形轨道的圆度误差,降低废品率。除了可以对整体圆度误差进行校正外,也可以对局部变形产生的圆度误差进行校正。对于圆弧轨道长期积累形成的圆度误差也可以进行校正。无需采用机械校正工具即可校正圆度误差。允许每段轨道有较大的圆弧角度,可以减少轨道的分段数,降低安装难度。适合对轨道成品进行圆度校正。本发明除了可以用在剖分式圆弧轨道的变形校正中外,也可以用于一般滚动轴承的误差校正中,有广泛的应用前景。
附图说明
[0019]
图1为圆弧滚动导轨的轨道变形示意图;
[0020]
图2为轨道开口变形示意图;
[0021]
图3为轨道翘曲变形示意图;
[0022]
图4为轨道上激光照射位置示意图;
[0023]
图5为轨道上激光照射能量分布示意图;
[0024]
图6为轨道上局部照射激光示意图;
[0025]
图7为热残余变形系数β与加热温度t之间的关系曲线示意图;
[0026]
图8为给定激光功率下加热温度t与加热时间t的关系示意图;
[0027]
图9为给定激光功率下加热深度d与加热时间t的关系示意图;
[0028]
图10为加热区深度d的示意图;
[0029]
图11为加热区和非加热区的有限元网格示意图;
[0030]
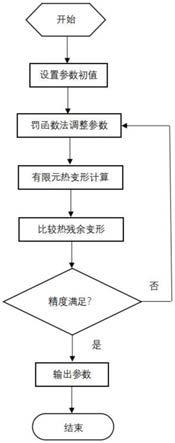
图12为参数迭代过程的流程图。
具体实施方式
[0031]
下面结合附图和具体实施方式对本发明进行详细说明。
[0032]
本发明剖分式圆弧滚动导轨轨道变形的激光残余热变形校正方法,具体过程为:圆弧开口变大,用激光扫描圆弧轨道内壁,圆弧开口变小,用激光扫描圆弧轨道外壁;激光功率能够改变轨道壁面的金相组织;激光功率不会导致过大的开口变形;对于轨道整体开口变形,用激光连续照射表面,表面获得的热能分布两头小中间大;激光功率照射过程中不变,激光束扫描表面的速度变,轨道两端速度快,中间慢,使表面热量分布两端少中间多;多遍照射,开口变形逐步逼近期望值;对于轨道圆弧局部圆度变形,采用局部激光照射;
[0033]
激光功率能够改变表面局部金相组织;激光功率不会导致过大的局部变形;多遍局部激光照射,逐步减少局部圆度变形。
[0034]
以图1所示的半环结构为例,常见的变形形式是图2中虚线所示的半环开口变大和图3中虚线所示的翘曲。这两种变形形式通常是混合的,两种变形都有,即图1中虚线所示的样子。这两种变形中,图2所示的开口变形对圆度影响最大,图3所示的翘曲变形对圆度影响很小,轨道圆度的校正主要是针对图2所示的开口变形。
[0035]
对于图2所示开口变大的情况,半环材料为45钢,本发明采用大功率宽斑激光束照射图4所示的半环内壁(照射区域为图4中条纹线所在区域),照射过程中激光束功率不变,
只改变激光束在内壁上扫描的速度,使得内壁获得的能量分布如图5所示(图5中条纹线所在区域),即两端能量低,中间能量高,能量分布连续变化,使得半环开口收缩,从而降低圆度误差。具体过程如下:
[0036]
首先采用与半环相同材料的45钢试样从室温整体加热到一定温度后再冷却到室温,测量其尺寸变化,如果试样原有尺寸为l0,加热冷却后尺寸为l1,则按下式计算热残余应变:
[0037][0038]
注意这里定义的热残余应变与传热学中定义的线膨胀系数以及力学中的工程应变在数学形式上是类似的,但是定义条件不同:这里的热残余应变定义中的l1是试样加热到一定温度后再降温后的残余变形,物理学中定义线膨胀系数中使用的l1是试样加热到一定温度后的变形,只涉及升温过程,不涉及降温过程。
[0039]
采用上述过程,改变加热后的温度,可以得到如图7所示的热残余应变与加热后的温度之间的关系曲线β=β(t)。
[0040]
采用与半环相同材料的试样用给定功率的激光照射试样表面,测量加热区温度t随时间t变化的关系,可以得到如图8所示的关系曲线t=t(t)。改变激光功率,可以获得与图8类似的加热区温度t随时间t变化的关系曲线t=t(p,t),p是激光功率。
[0041]
采用与半环相同材料的试样用给定功率的激光照射试样表面,测量加热区深度d与加热时间t的关系,可以得到图9所示的加热区深度d与加热时间t的关系曲线d=d(t)。改变激光功率,重复上述过程,可以得到不同激光功率下加热区深度d与加热时间t的关系曲线d=d(p,t)。
[0042]
照射过程需要知道确定的激光功率p和激光在内壁上的扫描速度v。扫描过程中,激光功率不变,只改变扫描速度,即v=v(t)
[0043]
这个关系给出了激光在给定功率下在表面不同位置的照射时间。在给定激光功率下,激光在内壁上扫描的速度不一样,加热区的温度和深度就不一样,改变激光功率,加热区的温度和深度也会发生变化。即这两个参数决定了激光加热区的温度和深度,加热区的温度和深度决定了半环的修正量大小。反过来,根据半环的修正量,也可以确定加热区的温度和深度,进而确定激光在内壁上扫描的速度和激光的功率。
[0044]
为此,按照图4的几何形状在有限元软件中建立半环的有限元模型,并在内壁处按激光光斑宽度和初始设置的激光加热区深度分割出加热区和非加热区。在非加热区采用45钢的材料参数,在加热区采用修正的45钢材料参数,即将材料的残余热应变按下列方式引入材料应变中:
[0045]
将前述引入热残余应变的表达式
[0046]
ε=ε
m-β;
[0047]
其中,ε表示总应变,εm表示材料本身的应变。
[0048]
残余热应变β用45刚的线膨胀系数和温差表达:
[0049]
β=αδt
[0050]
α是45钢在室温的线膨胀系数,取1.2
×
10-5
/℃,δt是温差。由于α是常数,β值与加热温度有关,对于不同的加热温度,β值不一样,需要通过调整温差δt使得上式中等号两边
的数值保持相等。这样,在有限元模型中就可以通过调整热影响区单元的工作温度与初始温度之间的温差引入残余热应变的影响。
[0051]
由于激光功率、扫描速度、加热区温度、加热区深度、热残余应变等参数、半环热变形量、加热区域范围等存在多变量耦合关系,需要通过多变量迭代计算确定这些参数。
[0052]
迭代过程首先需要给定初值,如初始的激光功率、扫描速度、加热区温度等等,然后通过罚函数法完成多变量迭代过程,最终确定最优的参数值。采用的迭代过程如图12的流程图所示。
[0053]
通过迭代过程确定激光的功率和扫描内壁的速度后,即可确定的功率和速度扫描半环内壁,使半环产生相应的变形,抵消半环的原有误差。
[0054]
对于轨道局部变形产生的圆度误差,本发明则采用图6黑色斑点所示的激光束局部照射的方式,使轨道产生局部变形,降低轨道圆度误差。
[0055]
本发明对于圆弧轨道开口减小的情况也是适用的,只需激光照射半环的外壁即可。
[0056]
本发明对于圆弧角度较小的圆弧轨道的圆度校正也是适用的,不只限于半环。
[0057]
本发明对于其它圆弧形零件的圆度校正也是适用的。
[0058]
在有限元软件中建立轨道的几何模型,在模型中划出图10所示的初始的、假定的加热区和非加热区边界,然后建立图11所示的有限元模型。
[0059]
然后计算在热残余应变作用下的轨道变形,并与期望的变形调整量比较,根据轨道变形与期望的调整量之间的差值,采用优化算法进行多变量优化,调整加热区的边界形状、激光功率、加热温度等参数,使得在热残余变形作用下的轨道变形逐步逼近期望的轨道变形调整量,二者足够接近后就可以停止优化计算,从而得到合理的加热区范围、加热温度、加热时间、激光功率等参数。
[0060]
最后,根据上述优化计算获得的加热时间、加热功率对轨道内表面用激光加热,使轨道产生热残余变形,补偿轨道的变形,得到变形较小的轨道,提高轨道的精度。
[0061]
圆弧形轨道除了有上述两种整体变形外,也会有局部的变形,这种局部变形也会影响轨道圆度。对于轨道局部的形状误差,目前主要采用提高加工精度的方法降低局部形状误差,显然这种方法对加工设备的精度要求高,会提高加工成本。
[0062]
针对局部变形,本发明采用局部激光照射加热的方法,在轨道局部产生金相组织变化,通过产生的局部应力校正轨道的局部变形,相关的操作过程与前述的过程相同。
[0063]
本发明公开了一种剖分式圆弧滚动导轨的轨道圆度校正方法。通过激光照射轨道圆弧表面,改变表面金相组织,产生表面应力,使圆弧轨道形状发生变化,进而改变轨道的圆度。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。