技术特征:
1.一种提高发动机缸体缸盖铸件性能的铸造工艺,其特征在于,包括以下步骤:将铁水从保温浇注炉内压送至保温浇注炉出铁槽时,开始在出铁槽进行双线喂丝孕育,经过喂丝孕育的铁水进行浇注;浇注过程温度控制在1400~1420℃,浇注速度18~23公斤/秒,喂丝孕育线加入量为浇注铁水质量的0.14~0.16%;浇注结束,即可得到性能提高的缸体缸盖铸件;所述铁水中按质量百分比计:c:3~3.5%、si:1.7~2.3%、mn:0.4~1.0%、p≤0.08%、s:0.05~0.12%、cu:0.3~1.0%、cr:0.15~0.45%、mo≤0.4%,sn≤0.15%,其余为微量元素和fe;所述双线喂丝孕育为在距离出铁槽出水口245~255mm处设置第一喂丝孕育线;距离出铁槽出水口445~455mm处设置第二喂丝孕育线。2.根据权利要求1所述提高发动机缸体缸盖铸件性能的铸造工艺,其特征在于,包括以下步骤:(1)将生铁、废钢、回炉料、增碳剂加入中频电炉进行熔化,调整各化学成分得到铁水;(2)将铁水温度在1500~1520℃保温静置5~8分钟;扒渣后将铁水倒至转运包,然后将铁水倒入保温浇注炉内;(3)保温浇注炉内铁水温度保持在1410~1430℃,将铁水从保温浇注炉内压送至保温浇注炉出铁槽时开始在出铁槽进行双线喂丝孕育,经过喂丝孕育的铁水进行浇注;浇注过程温度控制在1400~1420℃,浇注速度18-23公斤/秒,喂丝孕育线加入量为浇注铁水质量的0.14~0.16%;(4)浇注结束,即可得到性能提高的缸体缸盖铸件。3.根据权利要求1或2所述提高发动机缸体缸盖铸件性能的铸造工艺,其特征在于;所述铁水n含量为80~120ppm。4.根据权利要求3所述提高发动机缸体缸盖铸件性能的铸造工艺,其特征在于;所述第一喂丝孕育线和第二喂丝孕育线,均为直径13mm,喂丝孕育线线芯成分为质量百分比计:si:75%, ca、al、ba均小于1.5%,其余为微量元素和fe;喂丝孕育线外层为0.3mm的低碳钢。5.根据权利要求2所述提高发动机缸体缸盖铸件性能的铸造工艺,其特征在于;所述增碳剂为高n石墨增碳剂。6.根据权利要求2所述提高发动机缸体缸盖铸件性能的铸造工艺,其特征在于;步骤(1)为将生铁、废钢、回炉料、增碳剂加入中频电炉,铁水熔化开后升温至1440~1460℃,停电扒渣,取光谱样以及氮-氧分析样,检测铁水各化学成分以及铁水中氮含量,加入各类合金调整各化学成分得到铁水。7.根据权利要求2所述提高发动机缸体缸盖铸件性能的铸造工艺,其特征在于;步骤(3)为保温浇注炉内铁水温度保持在1410~1430℃,保温浇注炉内铁水被加压系统,压送到保温浇注炉出铁槽时,第一喂丝孕育线、第二喂丝孕育线被喂丝机构同时插入出铁槽的铁水中,对出铁槽的铁水中进行孕育,孕育过的铁水从出水口,经过砂箱及砂型中的浇注系统,进入铸件型腔,上述过程在铸件型腔被注满前一直进行。8.根据权利要求6所述提高发动机缸体缸盖铸件性能的铸造工艺,其特征在于;加入各类合金调整各化学成分,所述合金包括氮化锰。9.根据权利要求2所述提高发动机缸体缸盖铸件性能的铸造工艺,其特征在于;铁水各
元素成分如下:c:3.1~3.3%、si:1.9~2.25%、mn:0.5~0.7%、p≤0.05%、s:0.07~0.09%、cu:0.48~0.55%、cr:0.15~0.18%、mo≤0.03%、sn≤0.15%,其余为微量元素和fe;n含量为80~110ppm;浇注温度控制在1400-1415℃,整箱铁水重量340公斤,浇注17秒,喂丝孕育加入量540克。10.根据权利要求2所述提高发动机缸体缸盖铸件性能的铸造工艺,其特征在于;铁水各元素成分如下:c:3.2~3.32%、si:1.7~1.95%、mn:0.4~0.6%、p≤0.05%、s:0.08~0.10%、cu:0.6~0.7%、cr:0.17~0.23%、mo:0.25~0.35%、sn:0.04~0.07%、其余为微量元素和fe;n含量为80~110ppm;浇注温度控制在1405-1420℃,整箱铁水重量400公斤,浇注20秒,喂丝孕育加入量620克。
技术总结
本发明涉及生铁的加工处理、金属铸造、铁或钢的冶炼等领域,尤其涉及一种提高发动机缸体缸盖铸件性能的铸造工艺;包括以下步骤:将铁水从保温浇注炉内压送至保温浇注炉出铁槽时,开始在出铁槽进行双线喂丝孕育,经过喂丝孕育的铁水进行浇注;浇注过程温度控制在1400~1420℃,浇注速度18~23公斤/秒,喂丝孕育线加入量为浇注铁水质量的0.14~0.16%;浇注结束,即可得到性能提高的缸体缸盖铸件;所述铁水中按质量百分比计:C:3~3.5%、Si:1.7~2.3%、Mn:0.4~1.0%、P≤0.08%、S:0.05~0.12%、Cu:0.3~1.0%、Cr:0.15~0.45%、Mo≤0.4%,Sn≤0.15%,其余为微量元素和Fe;所述双线喂丝孕育为在距离出铁槽出水口245~255mm处设置第一喂丝孕育线;距离出铁槽出水口445~455mm处设置第二喂丝孕育线。丝孕育线。丝孕育线。
技术研发人员:张永伟 张乔木 井园园 王元元
受保护的技术使用者:亚新科国际铸造(山西)有限公司
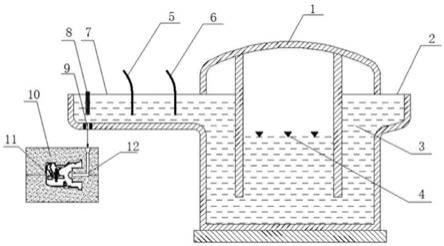
技术研发日:2022.04.12
技术公布日:2022/5/20
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。