1.本实用新型属于铝合金生产模具技术领域,尤其涉及一种铝合金异型无缝方管挤压模具。
背景技术:
2.铝挤压是铝型材成型的手段,先根据型材产品断面设计、制造出模具,利用挤压机将加热好的铸棒从模具中挤出成形。
3.现有的铝挤压生产中, 铝合金方管智能用平面分流组合模具或桥式组合模生产,不论采用何种生产方式,挤出的方管存在焊缝,端面组织性能不均匀,易产生疲劳裂纹,不能用于制作承压件及受力件。
技术实现要素:
4.本实用新型提供一种铝合金异型无缝方管挤压模具,旨在解决上述背景技术中提到的问题。
5.本实用新型是这样实现的,一种铝合金异型无缝方管挤压模具,包括:挤压筒,其内部开设有容置腔,挤压模具,其可拆卸的固定连接于所述挤压筒的底部,且所述挤压模具的内部嵌设固定有模具本体,其中,所述模具本体的内部开设有挤压腔,所述容置腔内可滑动设置有挤压针,所述挤压针包括:滑动设置于所述容置腔内部的圆管,所述圆管的底部一体成型有倒置的弧形延伸部,位于所述弧形延伸部的底部一体成型有用以对异型无缝钢管进行挤压的挤压头,其中,所述挤压头延伸至所述挤压腔内。
6.优选的,所述圆管的顶部通过安装座固定连接有推进轴,其中,所述推进轴的一端和外界推进油缸的输出端通过联轴器固接。
7.优选的,位于所述容置腔的内周壁上还设置有限位座,其中,所述限位座的中心位置还开设有和所述圆管、所述弧形延伸部外壁相贴合的限位槽,所述限位座的底端连通所述挤压腔。
8.优选的,对应所述圆管的所述限位槽的内周壁上还等角度开设有多个竖直设置的导向槽,其中,所述圆管的外壁上还设置有和多个所述导向槽一一对应的导向块,每个所述导向块均可滑动的容置于对应所述导向槽内。
9.优选的,位于所述推进轴的底部外壁上还套接固定有环形圈,位于所述环形圈的底部还依次间隔、等间距设置有若干定位块,其中,所述限位座的顶部对应多个所述定位块开设有数量一致的定位孔,所述定位块和对应所述定位孔之间相互嵌合。
10.优选的,所述定位块可以为半球形、锥形、楔形中的一种或多种组合,且所述定位孔可以为适配所述定位块的半球形、锥形、楔形中的一种或多种组合。
11.优选的,所述挤压模具的侧壁上还环绕开设有多个向所述模具本体延伸的贯穿孔,并且,对应每个所述贯穿孔的所述模具本体的外壁上还开设有定位螺孔,每对应设置的所述贯穿孔和所述定位螺孔之间螺接固定有定位螺栓。
12.与现有技术相比,本实用新型的有益效果是:本实用新型的一种铝合金异型无缝方管挤压模具:
13.通过限位座内壁上设置的导向槽以及圆管外壁上设置的导向块能够保证挤压针升降时的稳定性,从而避免其出现左右晃动以及偏移的现象,进而,保证了挤压出的异型无缝钢管的质量,同时,通过环形圈底部设置的多个定位块以及限位座顶部外壁上设置的定位孔,能够配合挤压针对其的升降进行导向以及限位,进而,为后续的正常挤压提供了保障。
14.在挤压模具与模具本体之间通过定位螺栓锁紧固定,从而能够有效的保证二者之间的相对位置,为后续异型无缝钢管的挤压提供了保障。
附图说明
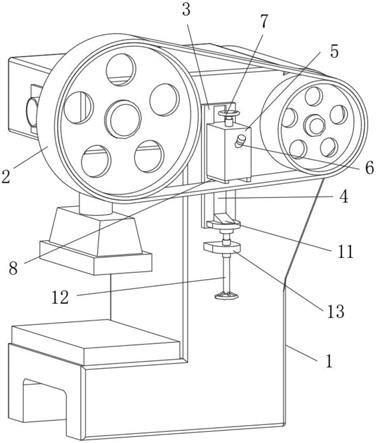
15.图1为本实用新型的正视剖视图;
16.图2为本实用新型图1中a处的局部放大图;
17.图3为本实用新型图1中b处的局部放大图;
18.图4为本实用新型中挤压针的结构示意图;
19.图中:
20.1、挤压筒;11、容置腔;
21.2、挤压模具;21、贯穿孔;22、定位螺栓;
22.3、模具本体;31、挤压腔;32、定位螺孔;
23.4、挤压针;41、圆管;411、导向块;42、弧形延伸部;43、挤压头;
24.5、推进轴;51、环形圈;52、定位块;
25.6、限位座;61、限位槽;62、导向槽;63、定位孔。
具体实施方式
26.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明,应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
27.请参阅图1-2,本实用新型提供一种技术方案:
28.一种铝合金异型无缝方管挤压模具,包括:挤压筒1,其内部开设有容置腔11,挤压模具2,其可拆卸的固定连接于挤压筒1的底部,且挤压模具2的内部嵌设固定有模具本体3,其中,模具本体3的内部开设有挤压腔31;
29.挤压模具2的侧壁上还环绕开设有多个向模具本体3延伸的贯穿孔21,并且,对应每个贯穿孔21的模具本体3的外壁上还开设有定位螺孔32,每对应设置的贯穿孔21和定位螺孔32之间螺接固定有定位螺栓22。
30.具体的,挤压模具2可通过螺栓固定或者焊接固定的方式固定安装在挤压筒1的底部,并且,挤压模具2的内部形成有可放置模具本体3的空腔,并在模具本体3的内部,开设有可对异型无缝钢管进行挤压的挤压腔31,当挤压针4在挤压腔31内进行活动时,挤压针4和挤压腔31之间预留的空腔即可事先对异型无缝钢管的挤压成型。
31.需要说明的是,在本实施例中,为保证模具本体3在挤压模具2内部的稳定性,优选
的,环绕挤压模具2的外壁上开设有多个贯穿孔21,并且,在每个贯穿孔21的内部均设置有定位螺栓22,同时,在模具本体3的外壁上开设有和多个贯穿孔21对应的定位螺孔32,在实际装配过程中,将定位螺栓22的螺纹端螺纹连接在对应的定位螺孔32内,从而保证了挤压模具2和模具本体3之间的稳定性,避免出现松脱、掉落的现象。
32.请参阅图1、3和4,容置腔11内可滑动设置有挤压针4,挤压针4包括:滑动设置于容置腔11内部的圆管41,圆管41的底部一体成型有倒置的弧形延伸部42,位于弧形延伸部42的底部一体成型有用以对异型无缝钢管进行挤压的挤压头43,其中,挤压头43延伸至挤压腔31内;
33.圆管41的顶部通过安装座固定连接有推进轴5,其中,推进轴5的一端和外界推进油缸的输出端通过联轴器固接;
34.位于容置腔11的内周壁上还设置有限位座6,其中,限位座6的中心位置还开设有和圆管41、弧形延伸部42外壁相贴合的限位槽61,限位座6的底端连通挤压腔31;
35.对应圆管41的限位槽61的内周壁上还等角度开设有多个竖直设置的导向槽62,其中,圆管41的外壁上还设置有和多个导向槽62一一对应的导向块411,每个导向块411均可滑动的容置于对应导向槽62内。
36.具体的,圆管41的顶部通过安装座固定连接推进轴5,同时,推进轴5通过联轴器和外界推进油缸的输出端固接,当外界推进油缸的输出端工作时,岂会通过联轴器带动推进轴5伸缩,从而通过安装座带动挤压针4在限位座6内预设的限位槽61内进行伸缩,进一步的,挤压针4在运动的过程中,和推进轴5固接的圆管41带动一体成型的弧形延伸部42进行运动,同时,弧形延伸部42带动挤压头43在挤压腔31内进行伸缩,从而实现对异型无缝钢管的挤压。
37.应当理解的是,在本实施例中,限位槽61优选的设置有适配圆管41的直孔端以及适配弧形延伸部42的锥形段,进一步的,当弧形延伸部42伸入到锥形段内后,会被逐渐缩小的锥形段孔径进行限位,从而限制挤压针4的伸缩行程,从而保证了异型无缝钢管挤压后的质量。
38.同时,作为优选的,在限位槽61的四周内壁上开设有导向槽62,且圆管41的外壁上设置有延伸至导向槽62内的导向块411,当圆管41伸缩的过程中,导向块411会随着圆管41的运动而在对应的导向槽62内进行升降,从而实现了对挤压针4运动时的导向以及限位。
39.请参阅图1,位于推进轴5的底部外壁上还套接固定有环形圈51,位于环形圈51的底部还依次间隔、等间距设置有若干定位块52,其中,限位座6的顶部对应多个定位块52开设有数量一致的定位孔63,定位块52和对应定位孔63之间相互嵌合。
40.具体的,当推进轴5在受到外界推进油缸输出端的带动下进行伸缩时,其底部外壁上设置的环形圈51底部的定位块52会移动嵌合在限位座6顶部开设的对应定位孔63内,从而通过实现对环形圈51的定位实现对挤压针4的定位。
41.优选的,定位块52可以为半球形、锥形、楔形中的一种或多种组合,且定位孔63可以为适配定位块52的半球形、锥形、楔形中的一种或多种组合。
42.本实用新型的工作原理及使用流程:本实用新型安装好过后:
43.在外界推进油缸输出端的带动下,推进轴5带动挤压针4在容置腔11内进行位移,接着,挤压针4底部的挤压头43移动到挤压腔31内,通过挤压头43和挤压腔31之间形成的间
隙,实现对异型无缝钢管的挤压塑形。
44.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。