1.本发明涉及医疗器械,特别是涉及一种插针装置及医疗器械生产线。
背景技术:
2.大部分医疗器械都是由多个部件组装而成。对于部分医疗器械来说,针是重要的部件之一。现有的医疗器械生产线在实现针和其他部件的自动化装配时,通常先驱动针移动至其他部件的上方,然后针通过自由落体的方式插入其他部件。但如此一来,若针和其他部件的装配间隙较大,则针在自由落体过程中受到其他部件的摩擦阻力较小,从而导致针相对其他部件的移动幅度过大而无法达到预设位置,从而导致装配结果不符合预期,有待改进。
技术实现要素:
3.有鉴于此,有必要提供一种改进的插针装置及医疗器械生产线。该插针装置能够实现针和物料各种装配间隙下的装配。采用该插针装置的医疗器械生产线适用范围较广。
4.本发明首先提供一种插针装置,包括取针组件和插针组件,所述取针组件用于获取针,所述插针组件用于驱动针相对物料移动至完成装配,所述插针装置还包括移动组件,所述移动组件用于在所述取针组件获取针后且所述插针组件驱动针移动前驱动针移动,针在所述移动组件驱动前和水平面之间的夹角为α,针在所述移动组件驱动后和水平面的夹角为β,0≤α≤30
°
且60
°
≤β≤90
°
。
5.通过采用上述技术方案,当插针组件不再驱动针相对物料移动时,针和物料便不会再发生相对移动。换言之,针是在插针组件的驱动下才能够实现和物料的装配。因此,当针和物料的装配间隙较大时,针相对物料的移动幅度也处于插针组件的控制范围内,从而避免针相对物料的移动幅度过大而导致装配结构不符合预期的情况发生。
6.而在针相对物料的移动受到插针组件驱动的情况下,针无需从水平放置状态变成竖直放置状态,也可以实现针和物料的装配。但是,在本技术中,针在移动组件驱动前,依然处于尽可能接近或者处于水平放置状态。针在移动组件驱动后,依然处于尽可能接近或者处于竖直放置状态。如此一来,在针和物料装配过程中,针和物料都可以保持原先的位置而无需进行调整,从而最大程度减少插针装置的结构变动,降低生产成本。换言之,在本技术能够尽可能减小结构变动并能够实现针和物料各种装配间隙下的装配。
7.在本发明的一个实施方式中,所述移动组件驱动所述取针组件移动,所述插针组件从所述取针组件获取针,所述插针组件获取针后驱动针相对物料移动。
8.在本发明的一个实施方式中,所述插针装置还包括定针件,所述插针组件包括装配夹爪,所述装配夹爪夹持针后驱动针移动至和所述定针件抵接。
9.通过采用上述技术方案,在插针组件驱动针相对物料移动时,为了便于控制,针在插针组件作用下的移动距离是固定的。但是,针和插针组件的相对位置却可能并不相同。在针和插针组件的相对位置并不相同的情况下,针在插针组件驱动下移动固定的距离,则可
能会导致针相对物料的移动幅度过大或者移动幅度过小,从而使得针均无法达到预设位置。因此,当针和定针件接触时,针和插针组件的相对位置能够调整至相同,从而针在插针组件驱动下移动固定的距离,便能够达到预设位置。
10.在本发明的一个实施方式中,所述插针装置还包括定料驱动件和定料夹爪,所述定料驱动件驱动所述定料夹爪夹持物料所述定料夹爪夹持物料与针装配的一端。
11.通过采用上述技术方案,在定料夹爪夹持物料时,物料被定料夹爪夹持部分的位置会随着定料夹爪的位置而确定。但定料夹爪夹持物料存在误差,导致物料离定料夹爪越近的部分位置准确度较高,离定料夹爪越远的部分位置准确度较低。而在物料和针装配时,物料与针装配的一端的位置最需要进行准确定位。因此,定料夹爪夹持物料与针装配的一端,从而提升物料与针装配的一端的位置准确性,从而有利于物料和针的装配。
12.在本发明的一个实施方式中,所述插针装置还包括控制件和控制驱动件,所述控制驱动件驱动所述控制件移动后作用于输送装置以控制所述输送装置处于松开针的松弛状态。
13.在本发明的一个实施方式中,所述控制件包括第一控制部和第二控制部,所述输送装置包括夹持部和受控部,所述控制驱动件驱动所述第一控制部和所述第二控制部相向运动以夹持所述受控部并带动所述受控部移动,所述受控部在所述控制驱动件驱动下移动后带动所述夹持部处于松开针的松弛状态。
14.通过采用上述技术方案,采用控制驱动件驱动第一控制部和第二控制部夹持受控部并带动受控部移动的方式,则第一控制部对受控部的作用和第二控制部对受控部的作用能够相互抵消,从而减少控制驱动件对输送装置的作用。
15.在本发明的一个实施方式中,所述插针装置还包括放针件、上针件和上针驱动件,所述放针件设置有上针槽,所述上针件设置有相连通的定针槽和取针槽,当所述上针驱动件驱动所述上针件移动至所述定针槽和所述上针槽连通时,进入所述上针槽的针卡入所述定针槽,当所述上针驱动件驱动所述上针件移动至所述定针槽不再和所述上针槽连通时,所述取针组件通过所述取针槽获取所述定针槽中的针。
16.通过采用上述技术方案,当针位于放针件上时,针是处于堆叠状态的。当上针驱动件驱动上针件移动至定针槽和上针槽连通时,由于上针槽设置于放针件,因此上针件上的部分针会进入上针槽,而进入上针槽的针只有一根能够进入定针槽。因此,当上针驱动件驱动上针件移动至定针槽不再和上针槽连通时,进入定针槽的针会随着上针件移动至离开上针槽,从而实现针的单个供料。取针槽的设置便于取针组件从定针槽中获取针。
17.本发明另外提供一种医疗器械生产线,包括上述的插针装置。
18.通过采用上述技术方案,采用该插针装置的医疗器械生产线适用范围较广。
19.在本发明的一个实施方式中,所述医疗器械生产线包括夹持组件,所述夹持组件包括第一夹持件和第二夹持件,所述第一夹持件夹持物料,所述第二夹持件夹持与物料完成装配的针。
20.通过采用上述技术方案,针和物料完成装配时通常还需要通过胶水或者其他固定方式实现针和物料相对位置的固定,因此针和物料完成装配时针和物料的相对位置并不固定。尤其是针和物料之间的装配间隙较大时,针和物料在完成装配之后并在通过固定方式实现针和物料相对位置的固定之前,针容易脱离物料。因此,第一夹持件和第二夹持件分别
夹持物料和与物料完成装配的针,从而避免完成装配的针相对物料发生移动。
21.本发明另外提供一种医疗器械生产线,包括上述的插针装置,所述医疗器械生产线包括夹持组件,所述夹持组件弹性夹持物料和/或与物料完成装配的针。
附图说明
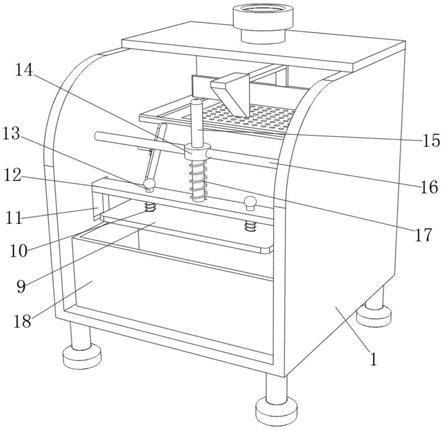
22.图1为本发明实施例中插针装置的结构示意图;
23.图2为本发明实施例中供料组件和取针组件的结构示意图;
24.图3为图2中a区域的放大图;
25.图4为本发明实施例中取针组件、移动组件和检测组件的结构示意图;
26.图5为本发明实施例中俯视方向的控制组件的结构示意图;
27.图6为本发明实施例中仰视方向的控制组件的结构示意图
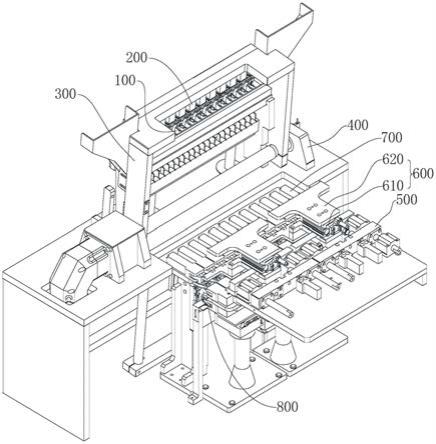
28.图7为本发明实施例中供料组件、取针组件、移动组件、检测组件和插针组件的结构示意图;
29.图8为本发明实施例中插针组件的结构示意图。
30.附图标记:100、供料组件;110、储料件;111、缺口;120、放针件;121、上针槽;130、上针件;131、定针槽;132、取针槽;140、上针驱动件;200、取针组件;210、取针驱动件;220、取针夹爪;300、移动组件;310、移动驱动件;320、转动轴;330、转动架;400、检测组件;500、控制组件;510、控制驱动件;520、控制件;521、第一控制部;522、第二控制部;523、第一联动部;524、第二联动部;525、联动轴;526、固定部;600、定针组件;610、定针驱动件;620、定针件;700、插针组件;710、装配驱动件;720、装配夹爪;730、定料驱动件;740、定料夹爪;800、夹持组件;810、第一夹持件;820、第二夹持件;821、夹持部;822、受控部。
具体实施方式
31.下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
32.需要说明的是,当组件被称为“装设于”另一个组件,它可以直接装设在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。当一个组件被认为是“固定于”另一个组件,它可以是直接固定在另一个组件上或者可能同时存在居中组件。
33.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。本文所使用的术语“或/及”包括一个或多个相关的所列项目的任意的和所有的组合。
34.本发明的实施例首先提供如图1所示的一种插针装置,包括供料组件100、取针组件200、移动组件300、检测组件400、控制组件500、插针组件700。
35.参照图2和图3,供料组件100包括储料件110、放针件120、上针件130和上针驱动件140。储料件110位于放针件120的上方,同时储料件110的底部设置有缺口111,针可以在自
身重力作用下自发经过缺口111从储料件110移动至放针件120上。因此,当放针件120上的针较少时,储料件110中的针可以自发移动至放针件120上。放针件120设置有贯穿放针件120的上针槽121,上针槽121能够允许上针件130至少部分穿过。上针驱动件140驱动上针件130的上端向上移动至穿出上针槽121。上针件130的上端凹陷形成定针槽131,同时上针件130还设置与定针槽131连通的取针槽132。当针放置于定针槽131中时,针除了进入取针槽132的部分都受到上针件130的支撑,而针进入取针槽132的部分处于悬空状态。在图3所示的具体实施方式中,取针槽132将定针槽131分隔成两段。当针位于放针件120上时,针是处于堆叠状态的。在供料时,上针驱动件140先驱动上针件130的上端向下移动至进入上针槽121。此时,放针件120上的针也会进入上针槽121,并且进入上针槽121的针只有一根能够进入定针槽131。随后,上针驱动件140驱动上针件130的上端向上移动至退出上针槽121。此时,上针槽121中的针也会随着上针件130退出上针槽121,而定针槽131中的针也会随着上针件130移动,从而实现针的单个供料。
36.参照图2和图4,取针组件200包括取针驱动件210和取针夹爪220。取针驱动件210先驱动取针夹爪220移动至和定针槽131中的针对齐并打开取针夹爪220,随后再驱动取针夹爪220闭合进入取针槽132,同时取针夹爪220夹持定针槽131中的针,最后驱动取针夹爪220复位,完成取针。
37.参照图4,移动组件300包括移动驱动件310、转动轴320和转动架330。移动驱动件310和转动轴320连接并驱动转动轴320绕着转动轴320的轴心线发生转动。转动架330与转动轴320连接并能够随着转动轴320发生转动。取针驱动件210和转动架330连接,从而取针驱动件210能够随着转动架330发生转动。在移动驱动件310驱动取针驱动件210转动前,针和水平面之间的夹角为α。在移动驱动件310驱动取针驱动件210转动后,针和水平面之间的夹角为β。其中,0≤α≤30
°
且60
°
≤β≤90
°
。具体的,α可以为0
°
、10
°
、20
°
、30
°
。β可以为60
°
、70
°
、80
°
、90
°
。
38.当插针组件700不再驱动针相对物料移动时,针和物料便不会再发生相对移动。换言之,针是在插针组件700的驱动下才能够实现和物料的装配。因此,当针和物料的装配间隙较大时,针相对物料的移动幅度也处于插针组件700的控制范围内,从而避免针相对物料的移动幅度过大而导致装配结构不符合预期的情况发生。
39.而在针相对物料的移动受到插针组件700驱动的情况下,针无需从水平放置状态变成竖直放置状态,也可以实现针和物料的装配。但是,在本技术中,针在移动组件300驱动前,依然处于尽可能接近或者处于水平放置状态。针在移动组件300驱动后,依然处于尽可能接近或者处于竖直放置状态。如此一来,在针和物料装配过程中,针和物料都可以保持原先的位置而无需进行调整,从而最大程度减少插针装置的结构变动,降低生产成本。换言之,在本技术能够尽可能减小结构变动并能够实现针和物料各种装配间隙下的装配。
40.参照图4,检测组件400检测转动轴320的转动幅度。
41.图5和图6,控制组件500包括控制驱动件510和控制件520。控制件520包括第一控制部521、第二控制部522、第一联动部523、第二联动部524、联动轴525、固定部526。第一控制部521、固定部526、第一联动部523、控制驱动件510和第二联动部524依次分布。第二控制部522和第一联动部523连接,联动轴525的一端与第一控制部521连接,另一端依次穿过固定部526、第一联动部523后与第二联动部524连接。为了增强控制组件500运行的平稳性,固
定部526可以在第一联动部523和第二联动部524之间进行增设,因此联动轴525一端与第一控制部521连接,另一端需要依次穿过固定部526、第一联动部523、固定部526后与第二联动部524连接。固定部526和第一联动部523均与联动轴525活动连接。控制驱动件510驱动第一联动部523和第二联动部524相反运动,从而第一联动部523带动第二控制部522运动,第二联动部524通过联动轴525带动第一控制部521运动。而第二控制部522相比于第一控制部521更靠近第一联动部523和第二联动部524,因此,当第一联动部523和第二联动部524相反运动时,第一控制部521和第二控制部522相向运动,从而使得第一控制部521和第二控制部522能够作用于输送装置,以使得输送装置处于松开状态。
42.参照图1,定针组件600包括定针驱动件610和定针件620。定针驱动件610和控制驱动件510连接,定针驱动件610能够驱动定针件620移动。
43.参照图7和图8,插针组件700包括装配驱动件710、装配夹爪720、定料驱动件730和定料夹爪740。装配驱动件710驱动装配夹爪720移动至和转动之后的针对齐并夹持转动之后的针。当取料驱动件驱动取料夹爪松开转动之后的针时,装配驱动件710驱动装配夹爪720移动至针和定针件620抵接,从而使得针与物料装配的一端对齐。在插针组件700驱动针相对物料移动时,为了便于控制,针在插针组件700作用下的移动距离是固定的。但是,针和插针组件700的相对位置却可能并不相同。在针和插针组件700的相对位置并不相同的情况下,针在插针组件700驱动下移动固定的距离,则可能会导致针相对物料的移动幅度过大或者移动幅度过小,从而使得针均无法达到预设位置。因此,当针和定针件620接触时,针和插针组件700的相对位置能够调整至相同,从而针在插针组件700驱动下移动固定的距离,便能够达到预设位置。定料驱动件730驱动定料夹爪740移动至夹持物料与针装配的一端。在定料夹爪740夹持物料时,物料被定料夹爪740夹持部821分的位置会随着定料夹爪740的位置而确定。但定料夹爪740夹持物料存在误差,导致物料离定料夹爪740越近的部分位置准确度较高,离定料夹爪740越远的部分位置准确度较低。而在物料和针装配时,物料与针装配的一端的位置最需要进行准确定位。因此,定料夹爪740夹持物料与针装配的一端,从而提升物料与针装配的一端的位置准确性,从而有利于物料和针的装配。
44.本发明的实施例另外提供一种医疗器械生产线,包括输送装置和上述插针装置。采用该插针装置的医疗器械生产线适用范围较广。输送装置包括多个夹持组件800和循环驱动件。循环驱动件驱动多个夹持组件800循环移动。每个夹持组件800包括第一夹持件810和第二夹持件820。在压缩空气、电机或者其他驱动方式的驱动下,第一夹持件810用于夹持和松开物料。第二夹持件820包括夹持部821和受控部822。夹持部821夹持与物料完成装配的针,受控部822位于第一控制部521和第二控制部522之间,使得控制驱动件510驱动第一控制部521和第二控制部522移动时,第一控制部521和第二控制部522能够夹持受控部822,而受控部822在第一控制部521和第二控制部522作用下发生移动并带动夹持部821处于松开状态。若采用控制驱动件510驱动第一控制部521带动受控部移动的方式,则受控部也会通过第一控制部521反向作用于控制驱动件510,从而导致控制驱动件510受力。而对于控制驱动件510来说,在受力状态下容易发生损坏。但是,采用控制驱动件510驱动第一控制部521和第二控制部522夹持受控部并带动受控部移动的方式,则第一控制部521对受控部的作用和第二控制部522对受控部的作用能够相互抵消,从而减少控制驱动件510对输送装置的作用。针和物料完成装配时通常还需要通过胶水或者其他固定方式实现针和物料相对位
置的固定,因此针和物料完成装配时针和物料的相对位置并不固定。尤其是针和物料之间的装配间隙较大时,针和物料在完成装配之后并在通过固定方式实现针和物料相对位置的固定之前,针容易脱离物料。因此,第一夹持件810和第二夹持件820分别夹持物料和与物料完成装配的针,从而避免完成装配的针相对物料发生移动。
45.可以理解的是,第二夹持件820可以采用气动手指夹。此时,控制件520为充气头。控制驱动件510驱动控制件520移动至和第二夹持件820连通,使得控制件520能够给第二夹持件820进行充气,第二夹持件820在充气之后处于松开针的松弛状态。而当控制驱动件510驱动控制件520移动至不再和第二夹持件820连通时,第二夹持件820排气后处于夹持状态。
46.可以理解的是,第一夹持件810弹性夹持物料,夹持部821弹性夹持与物料完成装配的针,此时控制组件500无需设置。
47.以上所述实施方式的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施方式中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
48.本技术领域的普通技术人员应当认识到,以上的实施方式仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上实施方式所作的适当改变和变化都落在本发明要求保护的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。