1.本实用新型涉及曲轴铣台阶端面专机技术领域,尤其是一种曲轴铣台阶端面专机。
背景技术:
2.目前,曲轴加工,定位繁琐,更换调整操作不方便,效率低,成本高,定位及加工不同位置导致加工成本成倍叠加,为此针对曲轴的铣削加工,尤其是台阶面的铣削加工,针对同一侧面顺序的台阶面,由于不能同批次同工序加工,因此加工成本降低困难,需要一种辅助工具配套曲轴铣台阶端面专机进行加工,因此需要一种曲轴铣台阶端面专机。
技术实现要素:
3.本实用新型的目的在于提供一种曲轴铣台阶端面专机,具有加工成本低、效率高、操作方便、结构简单、定位装夹便捷。
4.为了解决上述问题,本实用新型提供一种曲轴铣台阶端面专机,包括机床,所述的机床上设置有夹具模块、左回转装置、右回转装置,所述的左回转装置包括左电机、左变速装置,所述的右回转装置包括右电机、右变速装置;所述的夹具模块包括左夹具体、右夹具体、回转块、压块、定位嵌块、键、压板、定位板、角向定位块、手柄,所述的左夹具体、右夹具体对称设置,所述的左夹具体、右夹具体为对称件,所述的手柄、压板、定位板设置在左夹具体、右夹具体的内侧,所述的压块、定位嵌块相邻设置。
5.本实用新型提供的曲轴铣台阶端面专机,还具有以下技术特征:
6.进一步,所述的机床包括支承装置、电气箱、左铣头、右铣头、操纵台、冷却系统、液压系统、滑台、刀具组。
7.进一步,所述的压块、定位嵌块为弧形,且压块、定位嵌块的截面外形对称。
8.进一步,所述的左变速装置、右变速装置的为减速机构。
9.进一步,所述的左铣头、右铣头对称设置。
10.进一步,所述的左回转装置、右回转装置对称设置。
11.本实用新型具有如下有益效果:结合具体技术手段来说有如下几点:
12.1、本实用新型通过在机床上设置夹具模块,利用夹具模块结合左回转装置、支承装置,实现工件慢速回转,达到八转/分,然后自动旋转过程中方便铣削曲轴的不规则台阶端面;定位装夹便捷,极大降低了加工成本,加工效率得到大幅提升,可以同慢速回转,满足不同工件位置的台阶端面的加工的工艺要求。
13.2、本实用新型使用的左回转装置、右回转装置,采用左电机、左变速装置、右电机、右变速装置实现工件回转,利用左夹具体、右夹具体组成左右对称的夹具体,利用回转块、压块、定位嵌块、键、压板、定位板、角向定位块、手柄组成工件夹持部分,结构简单,成本低,效果好,效率高。
附图说明
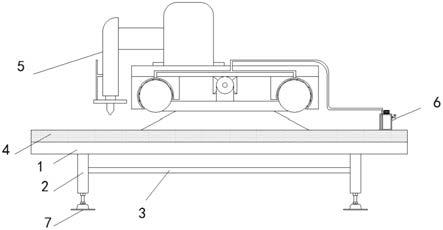
14.图1为本实用新型实施例的一种曲轴铣台阶端面专机的主视图;
15.图2为本实用新型实施例的一种曲轴铣台阶端面专机的俯视图;
16.图3为本实用新型实施例的一种曲轴铣台阶端面专机的左视图;
17.图4为本实用新型实施例的一种曲轴铣台阶端面专机的机床动作示意图;
18.图5为本实用新型实施例的一种曲轴铣台阶端面专机的夹具模块主视图;
19.图6为本实用新型实施例的一种曲轴铣台阶端面专机的夹具体的a向视图;
20.图7为本实用新型实施例的一种曲轴铣台阶端面专机的夹具体的b向视图;
21.图8为本实用新型实施例的一种曲轴铣台阶端面专机的夹具体的c向视图;
22.图9为本实用新型实施例的一种曲轴铣台阶端面专机的夹具体的a-a剖视图;
23.图10为本实用新型实施例的一种曲轴铣台阶端面专机的夹具体的b-b剖视图;
24.图11为本实用新型实施例的一种曲轴铣台阶端面专机的夹具体的c-c剖视图;
25.图12为本实用新型实施例的一种曲轴铣台阶端面专机的夹具体的d-d剖视图;
26.图13为本实用新型实施例的一种曲轴铣台阶端面专机的夹具体的e-e剖视图;
27.图14为本实用新型实施例的一种曲轴铣台阶端面专机的夹具体的f-f剖视图;
28.图15为本实用新型实施例的一种曲轴铣台阶端面专机的夹具体的e-e剖的c向视图;
29.图中:1、夹具模块2、左回转装置3、支承装置4、右回转装置5、工件6、电气箱7、左铣头8、右铣头9、操纵台10、冷却系统11、液压系统12、滑台13、刀具组21、左电机22、左变速装置41、右电机42、右变速装置101、左夹具体102、右夹具体141、回转块142、压块143、定位嵌块144、键145、压板146、定位板147、角向定位块148、手柄。
具体实施方式
30.下文中将参考附图并结合实施例来详细说明本实用新型。需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。
31.如图1-15所示的一种曲轴铣台阶端面专机,包括机床,所述的机床上设置有夹具模块1、左回转装置2、右回转装置4,所述的左回转装置2包括左电机21、左变速装置22,所述的右回转装置4包括右电机41、右变速装置42;所述的夹具模块1包括左夹具体101、右夹具体102、回转块141、压块142、定位嵌块143、键144、压板145、定位板146、角向定位块147、手柄148,所述的左夹具体101、右夹具体102对称设置,所述的左夹具体101、右夹具体102为对称件,所述的手柄148、压板145、定位板146设置在左夹具体101、右夹具体102的内侧,所述的压块142、定位嵌块143相邻设置。
32.本实用新型实施时,实施要点如下:
33.1、本实用新型通过在机床上设置夹具模块1,利用夹具模块1结合左回转装置2、支承装置3,实现工件5慢速回转,达到八转/分,然后自动旋转过程中方便铣削曲轴的不规则台阶端面;定位装夹便捷,极大降低了加工成本,加工效率得到大幅提升,可以同慢速回转,满足不同工件5位置的台阶端面的加工的工艺要求。
34.2、本实用新型使用的左回转装置2、右回转装置4,采用左电机21、左变速装置22、右电机41、右变速装置42实现工件5回转,利用左夹具体101、右夹具体102组成左右对称的
夹具体,利用回转块141、压块142、定位嵌块143、键144、压板145、定位板146、角向定位块147、手柄148组成工件5夹持部分,结构简单,成本低,效果好,效率高。
35.在本技术的一个实施例中,所述的机床包括支承装置3、电气箱6、左铣头7、右铣头8、操纵台9、冷却系统10、液压系统11、滑台12、刀具组13,结构简单,成本低,效果好,改造实施便捷,成本低。
36.在本技术的一个实施例中,所述的压块142、定位嵌块143为弧形,且压块142、定位嵌块143的截面外形对称,结构一致,效果好,成本低,实施便捷。
37.在本技术的一个实施例中,所述的左变速装置22、右变速装置42的为减速机构,实施便捷,成本低,效果好,减速效果明显。
38.在本技术的一个实施例中,所述的左铣头7、右铣头8对称设置,体积紧凑,效果好,操作方便,成本低,加工效率高。
39.在本技术的一个实施例中,所述的左回转装置2、右回转装置4对称设置,体积紧凑,效果好,回转结构定位便捷,操作方便,成本低,加工效率高。
40.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。