1.本发明总体上涉及在使用增材层制造技术生产三维工件的设备中使用的系统、用于控制使用增材层制造技术生产三维工件的设备中的照射单元的控制单元、用于使用增材层制造技术生产三维工件的设备以及用于控制使用增材层制造技术生产三维工件的设备的照射束的方法。
背景技术:
2.在增材成层(additive layering)方法中,通过生成一系列固化和相互联接的工件层来逐层生产工件。可以通过原材料的类型和/或为了生产工件而固化原材料的方式来区分这些工艺。
3.例如,粉末床熔化是一种增材成层工艺,通过该工艺,可以将粉状原材料,特别是金属和/或陶瓷原材料加工成复杂形状的三维工件。为此,将原材料粉末层施加到载体上,且根据待生产的工件所需的几何形状以位置选择的方式使原材料粉末层经受例如激光辐射。激光辐射穿透粉末层而引起加热,从而使原材料粉末颗粒熔化或烧结。然后,进一步将原材料粉末层连续施加到载体上已经经受激光加工的层上,直到工件具有所需的形状和尺寸为止。选择性激光熔化或激光烧结特别地可用于基于cad数据来生产原型、工具、替换零件或医疗假体(例如,牙齿或矫形假体)。
4.另一方面,熔融沉积成型或材料喷涂成型代表了不同类型的增材成层工艺。在这种情况下,将未固化的原材料供应到一种打印头,该打印头将该材料沉积到载体上,然后在载体上固化。
5.例如,可以在de 102016120244 a1(其中基于目标值生成激光束)和ep 3170593 a1(其中基于气体流速测量来调节气体流速)中找到增材制造中的相关技术。
6.增材层构造方法的重要参数是所生产的工件的质量。由于质量可能受到各种参数的影响,因此已知的解决方案并不总是达到期望的质量。
7.因此,本发明的目的尤其是提高使用增材层制造技术制造的三维工件的质量。
技术实现要素:
8.在独立权利要求中陈述了本发明。在从属权利要求中概述了本发明的优选实施例。
9.在根据本公开的第一方面中,提供了一种系统,该系统用于使用增材层制造技术生产三维工件的设备中。该系统包括:照射单元,被配置为用照射束选择性地对照射平面进行照射;以及控制单元,耦合到照射单元并且被配置为控制照射单元根据生产三维工件时的局部工艺参数来调制照射束的(局部)照射束属性。
10.在一些示例中,照射单元可以包括照射设备(例如激光或电子束源)或照射设备和扫描/射束控制设备或单元的组合。
11.用照射束选择性地对照射平面进行照射可涉及用照射束对照射平面的位置(即,
空间)选择性照射和/或时间选择性照射。
12.局部工艺参数可以是在生产三维工件的工艺过程中在照射平面上和/或上方的特定位置处的工艺参数。因此,局部工艺参数可以映射到照射平面上和/或上方的位置。局部工艺参数可以由控制单元或控制单元可耦接的设备的另一个组件来确定。
13.局部工艺参数可涉及在增材层制造工艺期间生产三维工件时可改变的参数。局部工艺参数可以是时间相关的和/或位置相关的。对于照射平面上的特定位置,局部工艺参数可随时间变化。
14.局部工艺参数可以不涉及参数的目标值,相反,局部工艺参数的值可以在增材层制造工艺期间(自动)自我调整。因此,当在照射平面上局部地调制照射束的照射束属性时,可以在增材层制造工艺期间就地考虑局部工艺参数。
15.局部工艺参数可以与要使用增材层制造技术制造的三维工件的几何形状无关。
16.然后可以基于局部工艺参数的(时间依赖性)函数来局部调制照射束属性。
17.通常,关于一个或多个工艺参数,在生产三维工件的工艺期间,可能发生不均匀性,特别是在整个照射平面上。这些不均匀性可能导致其对照射束和生产三维工件的材料之间的相互作用产生局部不同的影响。因此,生产三维工件的工艺产生的烟雾和/或其他(例如颗粒)排放物可能取决于照射平面上和/或上方的位置而受到这些不均匀性的不同影响。
18.通过控制照射单元根据生产三维工件时的局部工艺参数来调制照射束的局部照射束属性,可以相应地抵消上述不均匀性。因此,三维工件的均匀的组件质量可以在整个结构/照射平面上得到改善,即不受生产工件的照射平面的部分或区域所影响。
19.在系统的一些示例中,局部工艺参数包括在生产三维工件时使用的工艺气体的局部工艺气体属性。在三维工件的生产期间可以使用工艺气体,尤其是从生产三维工件的设备的工艺气体入口到工艺气体出口,以去除使用增材层制造技术生产三维工件的工艺所产生的烟雾和/或其他(例如颗粒)排放物。因此,在控制照射单元对照射束的照射束属性进行调制时,考虑在照射平面上的特定位置处的工艺气体的工艺气体属性。因此,可以抵消整个照射平面上的工艺气体属性的不均匀性,从而改善质量,特别是改善三维工件的均匀性。在执行进一步/下一个照射步骤/事件之前,可以去除烟雾和/或其他(颗粒)排放物,因为照射束可能从烟雾和/或其他(颗粒)排放物进行散射(这可能导致三维工件的不均匀生产)或烟雾和/或其他(颗粒)排放物可能使照射束衰减或改变照射束轮廓。
20.在一些示例中,局部工艺气体属性包括局部工艺气体流动速度和/或局部工艺气体流动均匀性。例如,可以通过涡流密度来测量/限定工艺气体流动均匀性。另外或可选地,局部工艺气体属性可包括工艺气体的(局部)工艺气体温度。
21.在一些示例中,可利用(小)探头来测量局部工艺气体流动速度和/或局部工艺气体流动均匀性。在一些示例中,探头可基本垂直于气体流动来逐个区域测量气体流动的速度,从而可获得气体流动在整个区域(照射平面)上的地图。在一些示例中,探头可能需要小于阈值尺寸,使得其对气流的影响可忽略不计。另外或可选地,可以使用计算流体动力学(computational fluid dynamics,cfd)模拟来获得整个区域(照射平面)上的气流的地图。在一些示例中,使用cfd模拟来与用探头进行的测量进行比较。
22.关于工艺气体流动速度,通常,速度可以沿工艺气体的移动方向减小。在一些示例
中,与工艺气体出口处或附近(例如在几厘米内,例如在5厘米内)的工艺气体的速度相比,工艺气体入口处或附近(例如在几厘米内,例如在5厘米内)的工艺气体的速度可以显著更高,例如高2倍、5倍、10倍或20倍。因此,生产三维工件的工艺产生的烟雾和/或其他(例如颗粒)排放物也可能以连续降低的速度从工艺气体入口消散到工艺气体出口。照射束可能被这种排放物散射,使得在照射束和生产三维工件的材料之间的相互作用区域中,照射束的强度被衰减或束轮廓改变。在该示例中,当通过控制单元控制照射单元根据工艺气体流速来调制照射束的照射束属性时,可以考虑到这一点。由此进一步改善了三维工件的均匀性。
23.在系统的一些示例中,照射束属性包括在照射束与生产三维工件的材料(例如粉末)相互作用期间的照射束能量输入强度。这在由于不均匀性导致照射束轮廓根据照射束撞击在照射平面上的位置而改变的示例中可能特别有利。特别地,可以通过控制单元根据局部工艺气体流动速度和/或局部工艺气体流动均匀性控制照射单元来调节照射束能量输入强度,局部工艺气体流动速度和/或局部工艺气体流动均匀性影响烟雾和/或其他(例如颗粒)排放物根据照射平面上方的位置而以例如不同的消散速度消散。这使得能够改善待生产的三维工件的均匀性。
24.在系统的一些示例中,照射束属性包括用照射束对照射平面进行选择性照射的两个连续照射事件之间的时间间隔。两个连续的照射事件例如可以根据在照射平面上定义的照射向量而与两个连续的束流脉冲和/或连续的照射事件相关。因此,在生产三维工件期间可以考虑到第一照射事件对第二照射事件的影响。这可能是特别有利的,因为在确定何时执行第二照射事件时,可以考虑到第一照射事件产生的烟雾和/或其他颗粒排放物。例如,两个连续照射事件之间的时间间隔可以高于预定阈值,使得第一照射事件对第二照射事件的影响可以最小。在一些示例中,可以防止第一照射事件产生的烟雾和/或其他颗粒排放物对第二照射事件产生任何影响,或者可以将这种影响减至最小。
25.在系统的一些示例中,照射束属性包括(i)照射束功率、(ii)跨照射平面扫描照射束时的照射束扫描速度以及(iii)照射束聚焦中的一种或多种。在一些示例中,待调制的照射束属性或多种属性可取决于一个或多个照射事件的一个或多个属性,例如但不限于照射事件产生的烟雾和/或其他颗粒排放物的量。应当注意,在剩余参数保持恒定的情况下,过高的照射束(例如激光)功率可能会导致例如材料的蒸发增加(键孔焊接和/或排放增加),而过低的照射束(例如激光)功率可能会导致,例如由于熔合不足而导致孔隙度增加。过高的扫描速度也可能导致熔合不足(熔体破裂),而过低的扫描速度可能会导致键孔焊接和/或排放增加。与熔合不足的情况一样,键孔可能导致多孔性,这可能会降低工件的密度,并可能对工件的其他机械性能生产不利影响。不正确的聚焦位置可能(主要)导致熔合不足,因为例如,散焦可能导致光斑直径超过容许公差,因此每区域的能量可能减小。
26.在一些示例中,系统被配置为将照射平面划分为多个区域,并且其中,控制单元被配置为控制照射单元基于照射束照射区域中的哪个区域来调制照射束属性。这可能是特别有利的,因为可以在生产三维工件之前和/或期间确定的局部工艺参数可以取决于照射平面上和/或上方的特定区域。例如,可以基于工艺气体入口和工艺气体出口的几何形状以及在一些示例中用于生产三维工件的设备的其他部件的几何形状来获知或确定局部工艺气体属性。与远离工艺气体出口(即,更靠近工艺气体入口)的区域相比,在更靠近工艺气体出口的区域中,工艺气体流动速度可能更低。在一些示例中,在使用增材层制造技术生产三维
工件之前,特别是当在生产三维工件之前模拟局部工艺参数(例如但不限于工艺气体流动速度和/或均匀性)时,可以预先确定基于区域的位置来调制照射束属性。另外地或可替选地,可以在三维工件的生产期间执行照射束属性的在线调制。
27.将照射平面划分成多个区域可以简化在制造三维工件时如何调制照射束属性。
28.在系统的一些示例中,控制单元被配置为控制照射单元基于区域到设备的工艺气体入口和/或工艺气体出口的空间距离来改变两个连续照射事件之间的时间间隔。区域越靠近工艺气体出口,时间间隔可以增加的越多。这可以有利地允许在执行进一步的照射事件之前去除任何烟雾和/或颗粒排放物,同时考虑到区域越靠近工艺气体出口,每空间距离去除花费的时间越长。
29.在一些示例中,系统还包括工艺气体测量装置。工艺气体测量装置耦接到控制单元并且被配置为确定整个照射平面上的工艺气体流动速度分布和/或工艺气体流动均匀性分布。该系统被配置为基于工艺气体流动速度分布和/或工艺气体流动均匀性分布将照射平面划分为多个区域。在一些示例中,可以使用一个或多个流量计(探头)来确定整个照射平面上的工艺气体流动速度分布和/或工艺气体流动均匀性分布。另外或可选地,当确定如何在三维工件的生产期间调制照射束的照射束属性时,可以模拟整个照射平面上的工艺气体流动速度分布和/或工艺气体流动均匀性分布,并且可以将模拟结果用作输入。
30.在系统的一些示例中,控制单元被配置为控制照射单元在整个照射平面上扫描照射束之前和/或之后,基于预定数量的扫描向量来调制照射束属性。例如,可以使用从工艺气体入口到工艺气体出口的每个扫描向量、每个第二扫描向量等直至每个第n扫描向量之前和/或之后的照射的延迟时间的逐区域影响。在一些示例中,系统被配置为将扫描向量分配给区域,使得照射束属性的调制可以基于扫描特定的扫描向量。例如,假定扫描向量在特定区域中,一旦使用照射束扫描了扫描向量,则仅在经过预定时段之后才可以执行下一扫描事件(在相同区域和/或相邻区域和/或另一区域中)。
31.在一些示例中,系统还包括热辐射测量单元。热辐射测量单元耦接到控制单元并且被配置为在三维工件的生产期间测量照射平面上和/或上方的局部热辐射。控制单元被配置为控制照射单元基于局部热辐射来调制照射束属性。当控制照射单元基于局部热辐射来调制照射束属性时,可以使用实时数据。在一些示例中,高(更高)(例如高于阈值)的局部热辐射可与被照射束照射的位置相关,使得在热辐射比另一位置高的位置可能发生烟雾和/或其他颗粒排放。因此,使用热辐射测量单元允许在调制照射束时提供进一步的输入,以进一步改善待生产的三维工件的均匀性。
32.在一些示例中,热辐射测量单元可以是轴上(即,朝向照射平面的热辐射测量单元的视场可以与照射束的照射束路径一致和/或平行)热辐射测量单元。另外或可选地,热辐射测量单元可以是离轴(即朝向照射平面的热辐射测量单元的视场与照射束的照射束路径不一致)热辐射测量单元。另外或可选地,热辐射测量单元可以是离轴热辐射测量单元,即相对于照射束的照射束路径的离轴,朝向照射平面的离轴热辐射测量单元的视场与照射束的照射束路径一致。在一些示例中,(离轴)热辐射测量单元包括红外照相机,该红外照相机例如可以在x-y平面(即平行于照射平面)中校准。
33.在一些示例中,另外地或可替选地,可在线(即实时)检测的(局部)热辐射(发射)可用于在线确定(用于照射的)延迟时间。如果热辐射的信号偏离先前测量的热辐射的指定
值和/或进程(曲线)太多(例如超过预定阈值),则控制单元可以动态地调整后续延迟时间和/或维持和/或动态地调整延迟时间,直到该值和/或进程已经返回到“正常”值和/或进程,该“正常”值和/或进程偏离指定值和/或进程小于预定阈值。
34.在创建气体流动图的同时,可以创建相关联的热发射(辐射)图,由在理想化条件下不存在用于生产工件的材料(例如粉末)的坯料基底(blank substrate)(板)产生。在一些示例中,可以从这种热图推导出上述值。
35.在一些示例中,系统包括第一照射单元和第二照射单元。第一照射单元被配置为用第一照射束选择性地对照射平面进行照射,第二照射单元被配置为用第二照射束选择性地对照射平面进行照射。控制单元被配置为控制第一照射单元和/或第二照射单元基于三维工件的生产期间第一照射束和第二照射束相对于彼此的时间依赖性空间关系,来调制第一照射束和/或第二照射束的照射束属性。这尤其使得能够在用第一照射束和/或第二照射束照射照射平面时对延迟时间进行预防性的单独调整,以便进一步改善待生产的三维工件的均匀性。这在照射照射平面的相邻区域或分区时可能特别有利。
36.我们进一步描述了用于对设备的照射单元进行控制的控制单元,该设备用于使用增材层制造技术生产三维工件。控制单元包括输入端、处理器和输出端,该输入端被配置为接收与三维工件的生产期间的局部工艺参数相关的数据,该处理器被配置为处理该数据以生成用于控制照射单元的控制数据,该输出端可耦接到照射单元并且被配置为将所生成的控制数据输出到照射单元,以用于控制照射单元。
37.上述系统的优选实施方案同样适用于对使用增材层制造技术生产三维工件的设备的照射单元进行控制的控制单元。
38.特别地,局部工艺参数可以包括在生产三维工件时使用的工艺气体的局部工艺气体属性。特别地,局部工艺气体属性包括局部工艺气体流动速度和/或局部工艺气体流动均匀性。
39.照射束属性可以包括在照射束与生产三维工件的材料相互作用期间的照射束能量输入强度。
40.照射束属性可以包括用照射束对照射平面进行选择性照射的两个连续照射事件之间的时间间隔。
41.照射束属性可以包括(i)照射束功率、(ii)当在整个照射平面上扫描照射束时的照射束扫描速度、以及(iii)照射束聚焦中的一种或多种。
42.控制单元可以被配置为将照射平面划分为多个区域。控制单元被配置为控制照射单元基于照射束照射多个区域中的哪个区域来调制照射束属性。
43.控制单元耦接到或可以耦接到工艺气体测量装置。工艺气体测量装置可被配置为确定整个照射平面上的工艺气体流动速度分布和/或工艺气体流动均匀性分布。控制单元被配置为基于工艺气体流动速度分布和/或工艺气体流动均匀性分布将照射平面划分为多个区域。
44.控制单元可以被配置为控制照射单元在整个照射平面上扫描照射束之前和/或之后,基于预定数量的扫描向量来调制照射束属性。特别地,控制单元被配置为将扫描向量分配给区域。
45.控制单元可以耦接到热辐射测量单元。热辐射测量单元可以被配置为在三维工件
的生产期间测量在照射平面上和/或上方的局部热辐射。控制单元被配置为控制照射单元基于局部热辐射来调制照射束属性。
46.控制单元可以被配置为控制第一照射单元和/或第二照射单元基于三维工件的生产期间第一照射束和第二照射束相对于彼此的时间依赖性空间关系,来调制第一照射束和/或第二照射束的照射束属性。
47.我们进一步描述了一种使用增材层制造技术生产三维工件的设备。该设备包括根据整个本公开中描述的一个或多个实施例的系统和/或控制单元。
48.我们进一步描述了一种对使用增材层制造技术生产三维工件的设备的照射单元进行控制的方法。该方法包括:确定使用增材层制造技术生产三维工件期间的局部工艺参数,以及根据所确定的局部工艺参数来控制照射束。
49.如上所述的系统和/或控制单元和/或设备的优选实施例同样适用于对使用增材层制造技术生产三维工件的设备的照射单元进行控制的方法。
附图说明
50.现在将参照附图仅以示例的方式进一步描述本发明的这些和其他方面。在附图中:
51.图1示出了根据本文所述一些实施例的设备的组件的示意性图示的顶视图;
52.图2示出了根据本文所述一些实施例的设备的示意性框图;
53.图3示出了根据本文所述一些实施例的控制单元的示意性框图;以及
54.图4示出了根据本文所述一些实施例的方法的流程图。
具体实施方式
55.选择性激光熔化系统通常使用不同的设备来产生从气体入口到气体出口的气流。不管设备的类型如何,气流的速度沿其移动方向减小。例如,气流速度在直接流入时的值比出口处的流速值大10倍或更多。除其他外,这可能尤其导致焊接烟尘和其他颗粒排放物也以降低的速度从气体入口消散到气体出口。
56.这种排放会使激光束/电子(或其他粒子)束散射,使得在能量束与粉末材料之间的相互作用区域中,照射的强度可能衰减或束轮廓改变。
57.增加气体流速的可能性可能是受限的。
58.根据本公开中描述的实施例,在相互作用区域处、附近或上方的排放云/烟雾的停留时间过长的问题使这种排放物有更多的时间被去除,特别是取决于排放云/烟雾的来源。根据本公开的示例尤其利用从气体入口到气体出口的颗粒排放物的去除时间的逐区域延长。
59.考虑到特别是工艺腔室内特别是构造平台上方的气流的不均匀性可能导致位于相应区域上方的焊接烟雾和其他排放物对照射(例如激光)和材料(例如粉末)之间的相互作用区域的局部不同的较强影响,在一些示例中,这些影响可通过根据局部特定气体流动属性(在一些示例中可能主要涉及速度和均匀性)对照射(激光)-材料(粉末)相互作用中的能量输入强度进行调制而被抵消。
60.根据本公开,在一些示例中,主要通过改变两次曝光之间的空间和/或时间距离
和/或通过改变照射(例如激光)功率和/或扫描速度和/或束聚焦来实现能量输入强度的调制。
61.根据本公开的实施例允许在增材层制造中在整个构造平台上改善组件质量的均匀性。当在整个构造平台上形成完全均匀的气流时,这可能是特别有利的,特别是在较大的构造空间的情况下,可以达到经济和技术上合理范围。
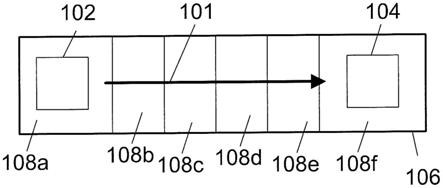
62.图1示出了根据本文中所述一些实施例的设备的组件的示意性图示的顶视图。
63.该设备包括工艺气体入口102和工艺气体出口104。如图1中通过箭头101所示的,从工艺气体入口102到工艺气体出口104可以产生工艺气体流。
64.在该示例中,照射平面106被划分为多个区域108a-108f。使用从工艺气体入口102到工艺气体出口104的每个扫描向量、每个第二扫描向量等直至每个第n扫描向量之前和/或之后的延迟时间的逐区域影响。所使用的扫描器(未示出)的控制卡可能已经使用了这样的延迟,以便例如补偿扫描器的拖拽延迟,这通常在待曝光的每个向量的加速和减速阶段。
65.在该示例中,照射平面106被划分为六个区域108a-108f。应当理解,照射平面106可以被划分成另一数目的区域。
66.这些区域例如可以是简单的条带,该条带的长度垂直于气流的方向,例如,如在图1所示的本示例中在y方向上。
67.其他可能的形式例如有镰刀形条带或形状由整个构造区域上的气流速度的测量结果(即基于气流图)得出的条带。
68.然后,基于该组二维向量信息,参照区域的已知x和y坐标将扫描向量分配给相应的区域,并在连续的照射事件之间设置暂停时间,如上所述。
69.气流图也可用于创建更复杂的分类规则,这可能与简单条带有相当大的不同。
70.图2示出了根据本文所述一些实施例的使用增材层制造技术生产三维工件的设备200的示意性框图。
71.在该示例中,设备200包括系统202,系统202包括第一照射单元204和第二照射单元205,第一照射单元204和第二照射单元205被配置为分别用第一照射束和第二照射束选择性地对照射平面106进行照射。
72.系统202包括耦接到第一照射单元204和第二照射单元205的控制单元206。控制单元206被配置为在生产三维工件时,控制照射单元204和照射单元205根据局部工艺参数来调制第一照射束和/或第二照射束的照射束属性。
73.在该示例中,系统202还包括工艺气体测量装置212,该工艺气体测量装置212耦接到控制单元206并被配置为确定整个照射平面106上的工艺气体流动速度分布和/或工艺气体流动均匀性分布。系统202被配置为基于工艺气体流动速度分布和/或工艺气体流动均匀性分布将照射平面106划分为多个区域。基于将照射平面106划分为多个区域,可以相应地调制照射束属性。特别地,对于工艺气体流动速度较低的区域,可以增加用照射束对照射平面进行照射的延迟时间,从而允许在继续下一个照射步骤/事件/扫描向量之前,通过工艺气体去除任何烟雾和/或颗粒排放物。
74.在该示例中,系统202还包括热辐射测量单元214,热辐射测量单元214耦接到控制单元206并且被配置为在三维工件的生产期间测量照射平面106上和/或上方的局部热辐射。控制单元206被配置为控制照射单元204和/或照射单元205基于局部热辐射来调制相应
照射束的照射束属性。局部热辐射可以指示扫描事件发生或刚刚发生的区域。特别地,较高的热辐射可能与扫描事件相关。在一些示例中,控制单元206可以使用热辐射相对较高的区域,以便控制第一照射单元204和/或第二照射单元205至少在预定阈值周期内不照射相同区域或相邻区域。
75.设备200包括工艺气体入口102和工艺气体出口104,以便控制从工艺气体入口102到工艺气体出口104的工艺气体流。
76.另外,可以基于对熔体池监控信号的实时评估来计算延迟时间的值,熔体池监控信号是与材料被照射以生产三维工件的区域有关的信号。如果知道相应的扫描器/照射单元相对于相应的照射束在时间和位置上彼此位于何处,则根据空间和时间上的距离,可以对延迟时间进行预防性的单独调整。基于使用至少两个照射单元的熔体池监控参考测量,使用熔体池监控信号相对于来自材料-照射束(例如粉末-激光)相互作用区域的焊接烟雾、飞溅和其他排放物的改变来在线地单独调节各区域中的延迟值,其中至少两个照射单元在相邻区域(例如分区)中使材料(例如粉末)固化成固体。因此,本公开的一个方面也使得这成为可能,根据空间和时间距离的设置作为区域中的执行的附加形式或替代形式。
77.图3示出了根据本文所述一些实施例的控制单元206的示意性框图。
78.在该示例中,控制单元206包括输入端302、处理器304和输出端306。输入端302被配置为接收与三维工件的生产期间的局部工艺参数相关的数据,处理器304被配置为处理该数据以生成用于控制照射单元的控制数据,输出端306可耦接到照射单元并被配置为将所生成的控制数据输出到照射单元以控制照射单元。可以由控制单元206自身获得(即生成)与三维工件的生产期间的局部工艺参数相关的数据,或者可以从用于生产三维工件的设备的另一个组件获得该数据。
79.图4示出了根据本文所述一些实施例的方法400的流程图。
80.方法400包括,在步骤s402处,确定使用增材层制造技术生产三维工件期间的局部工艺参数,以及在步骤s404处,根据所确定的局部工艺参数控制照射束。
81.根据本文描述的实施例的系统、设备、控制单元和方法有利地使得能够改进所生产的三维工件的均匀性,同时能够适应例如具有不同几何形状的不同系统。
82.毫无疑问,本领域技术人员将容易想到许多其他有效的替代方案。应当理解,本发明不限于所描述的实施例和示例实施,还可以包括对本领域技术人员显而易见的并且在本文所附权利要求的范围内的修改。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
