1.本发明涉及灯具生产技术领域,尤其是涉及一种灯杯与灯头的安装装置。
背景技术:
2.目前,灯泡的生产过程中,如灯杯、灯头、灯头钉三者的组装过程中,大多是通过人工辅助完成,因此会存在自动化程度低,生产效率不高的问题。
3.因而,有必要提供一种用于实现灯杯、灯头及灯头钉之间的自动化组装、并提高生产效率的技术方案。
技术实现要素:
4.本发明提出一种灯杯与灯头的安装装置,其目的是为了解决现有的灯杯、灯头及灯头钉之间难以实现自动化组装和生产效率低的问题。
5.本发明采用的技术方案如下:一种灯杯与灯头的安装装置,包括:输送带、理线机构、夹持机构、第一集成机构、吸盘机构、第二集成机构和紧固机构;所述输送带设置在机架上,用于输送装有灯杯的治具盘;所述理线机构包括至少一理线导正夹;所述理线导正夹移动设置,用于捋直灯杯上的电源线;所述夹持机构包括至少一夹持机械手;所述夹持机械手移动设置,用于夹持灯头并放置到灯杯上;所述第一集成机构包括连接板和弯折板;所述连接板和弯折板均是移动设置,所述连接板用于将灯头压紧在灯杯上,所述弯折板用于将灯杯上的电源线推折到一边;所述吸盘机构包括吸盘杆;所述吸盘杆移动设置,用于将吸取灯头钉并放置到灯头上;所述第二集成机构包括挤压杆;所述挤压杆移动设置,用于将灯头钉压紧在灯头上;所述紧固机构包括至少一固定组件;所述固定组件移动设置,用于对灯头外壁进行挤压,使其固定在灯杯上。
6.进一步的,所述理线机构还包括支撑架、理线气缸、和支撑板;所述支撑架安装在机架上,所述理线气缸安装在所述支撑架上;所述支撑板滑动安装在所述支撑架上,且与所述理线气缸的输出杆连接;所述理线导正夹安装在所述支撑板上,由所述理线气缸驱动以进行上下移动;
7.所述理线导正夹上具有用于夹住电源线的理线间隙。
8.进一步的,所述理线机构还包括定位件;所述定位件固定在所述支撑板上,且位于所述理线导正夹的下方;所述定位件具有与灯杯外壁相对应的环形结构,用于对灯杯进行定位。
9.进一步的,所述夹持机构还包括夹持滑轨、移动架、第一夹持气缸和安装架;所述夹持滑轨水平安装在机架上,所述移动架可移动安装在所述夹持滑轨上,所述第一夹持气缸安装在所述移动架上;所述安装架固定在所述第一夹持气缸上,并由所述第一夹持气缸驱动以进行上下移动;所述夹持机械手安装在所述安装架上。
10.进一步的,所述夹持机构还包括第二夹持气缸、移动板和中空的导向针;所述第二夹持气缸竖直安装在所述安装架上,所述移动板安装在所述第二夹持气缸的输出杆上;所
述导向针设置在所述移动板上,且所述导向针的上端贯穿所述安装架的下端面;所述导向针用于套在灯杯的电源线外部。
11.进一步的,所述第一集成机构固定架、第一集成气缸和第二集成气缸;所述固定架安装在机架上,所述第一集成气缸安装在所述固定架上;所述连接板滑动安装在所述固定架上,且与所述第一集成气缸的输出杆连接,并由所述第一集成气缸驱动所述连接板上下移动;
12.所述连接板上设置有至少一定位孔;所述定位孔直径小于灯头的外径;
13.所述第二集成气缸安装在所述连接板的上端面处,所述弯折板安装在所述第二集成气缸的输出杆上,且所述弯折板位于所述定位孔的侧边。
14.进一步的,所述第二集成机构还包括挤压板、方形板和挤压气缸;所述方形板安装在所述第一集成机构上,所述挤压气缸竖直安装在所述方形板上,所述挤压板安装在所述挤压气缸的输出杆上;所述挤压杆的上端固定在所述挤压板上,下端贯穿所述方形板且与所述方形板滑动连接;
15.所述挤压杆上套设有复位弹簧;所述复位弹簧位于所述方形板与所述挤压板之间。
16.进一步的,所述吸盘机构还包括横移滑轨、支架、驱动气缸和提升架;所述横移滑轨安装在机架上,所述支架滑动安装在所述横移滑轨上,所述驱动气缸安装在所述支架上;所述提升架安装在所述驱动气缸上,并由所述驱动气缸驱动以进行上下移动;所述吸盘杆安装在所述提升架的下端面处。
17.进一步的,所述紧固机构还包括方形架、压紧气缸、压紧板、滑板和顶升气缸;所述方形架安装在机架上;所述压紧气缸安装在所述方形架的上端面处;所述压紧板滑动安装在所述方形架上,且与所述压紧气缸的输出杆连接;所述顶升气缸安装在所述方形架的底部;所述滑板滑动安装在所述方形架上,且与顶升气缸的输出杆连接;所述滑板位于所述压紧板的下方,所述固定组件安装在所述滑板上;
18.所述压紧板的下端面处设置有锥形块;所述锥形块与所述固定组件一一对应;
19.所述滑板的上方设置有限位板;所述限位板上设置有至少一限位孔,所述固定组件位于所述限位孔中。
20.进一步的,所述固定组件包括安装板、限位弹簧和若干个摆杆;所述安装板设置在所述滑板上,所述安装板上均匀设置有若干个槽口;若干个所述摆杆一一对应安装在若干个所述槽口上,且所述摆杆可转动设置在所述安装板上;所述限位弹簧套着在若干个所述摆杆的上端;
21.所述摆杆的上端设置有滚轮,下端设置有用于对灯头进行挤压的卡齿。
22.本发明的有益效果是:
23.本技术中,能实现灯杯、灯头与灯头钉之间的自动化组装,以此提高生产效率,并保证生产质量。
附图说明
24.附图是用来提供对本发明的进一步理解,并构成说明书的一部分,与下面的具体实施方式一起用于解释本发明,但不应构成对本发明的限制。在附图中:
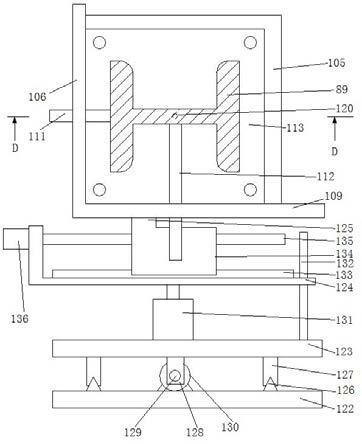
25.图1为本发明一实施例的结构示意图;
26.图2为本发明一实施例理线机构和夹持机构的结构示意图;
27.图3为本发明一实施例夹持机构的结构示意图;
28.图4为本发明一实施例导向针和夹持机械手的结构示意图;
29.图5为本发明一实施例理线机构的结构示意图;
30.图6为本发明一实施例理线导正夹和定位件的结构示意图;
31.图7为本发明一实施例第一集成机构和第二集成机构的结构示意图;
32.图8为本发明一实施例第二集成机构的结构示意图;
33.图9为本发明一实施例挤压杆的结构示意图;
34.图10为本发明一实施例吸盘机构的结构示意图;
35.图11为本发明一实施例吸盘杆的结构示意图;
36.图12为本发明一实施例紧固机构的结构示意图;
37.图13为本发明一实施例固定组件的结构示意图;
38.图14为本发明一实施例锥形块的结构示意图。
39.附图标注说明:1、输送带;2、治具盘;3、理线机构;31、理线气缸;32、支撑架;33、支撑板;34、理线导正夹;341、理线间隙;35、定位件;4、夹持机构;41、安装架;42、夹持机械手;43、导向针;44、第一夹持气缸;45、移动板;46、夹持滑轨;47、第二夹持气缸;48、移动架;5、第一集成机构;51、第一集成气缸;52、固定架;53、连接板;531、定位孔;54、第二集成气缸;55、弯折板;56、挤压板;57、方形板;58、挤压气缸;59、挤压杆;6、第二集成机构;7、吸盘机构;71、横移滑轨;72、支架;73、驱动气缸;74、提升架;75、吸盘杆;8、紧固机构;80、安装板;81、方形架;82、压紧气缸;83、压紧板;831、锥形块;84、滑板;85、限位板;86、固定组件;861、顶升气缸;87、滚轮;88、摆杆;89、限位弹簧;891、卡齿;892、转轴;9、机架;10、灯头钉;11、灯头;12、灯杯。
具体实施方式
40.以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
41.本发明提供一种灯杯与灯头的安装装置,其目的是为了解决现有的灯杯、灯头及灯头钉之间难以实现自动化组装和生产效率低的问题。
42.请参阅图1-14,为了实现这个目的,本发明提供了一种灯杯与灯头的安装装置,包括:输送带1、理线机构3、夹持机构4、第一集成机构5、吸盘机构7、第二集成机构6和紧固机构8;上述机构和输送带1均安装在机架9上,其中,输送带1按规定路径设置,且能支撑在治具盘2的两侧,以此将装有灯杯12的治具盘2输送到预定工位进行组装;而理线机构3上具有理线导正夹34,且理线导正夹34能上下移动,以此将灯杯12上的电源线夹持在其中,然后通过理线导正夹34的向上移动,从而将电源线捋直,这样便不会由于电源线位置散乱,而影响灯头11的安装;夹持机构4包括夹持机械手42,且夹持机械手42移动设置,通过夹持机械手42夹持灯头11,并将灯头11放置到灯杯12上,从而实现灯头11与灯杯12的初步组装;第一集成机构5包括连接板53和弯折板55,且连接板53和弯折板55均是移动设置,连接板53在往下移动过程中,能对灯头11进行挤压,从而将灯头11压紧在灯杯12上,而弯折板55在横移过
程中,能与灯杯12上的电源线接触,从而将电源线推折到一边;所述吸盘机构7包括吸盘杆75,吸盘杆75与真空发生器连接,以此在内部产生真空吸力,并以此吸住灯头钉10,从而实现吸取灯头钉10并将其放置到灯头11上,以此实现灯头钉10的初步组装;而第二集成机构6包括挤压杆59,挤压杆59可以上下移动,以此可以对灯头钉10进行挤压,从而将灯头钉10压紧在灯头11上,并以此完成灯头11与灯头钉10之间的安装;紧固机构8包括固定组件86,且固定组件86移动设置,用于对灯头11外壁进行挤压,使其固定在灯杯12上,以此完成灯头11与灯杯12的固定组装;本技术中,通过上述机构,能实现灯杯12、灯头11与灯头钉10之间的自动化组装,以此可提高生产效率,并保证生产质量。
43.在本实施例中,治具盘2上可以放置有四个灯杯12,以此可以同步进行多个灯杯12的组装,从而进一步提高生产效率。
44.在一个实施例中,所述理线机构3还包括支撑架32、理线气缸31、和支撑板33;其中,支撑架32安装在机架9上,而理线气缸31安装在支撑架32的底部,且理线气缸31的输出杆朝上延伸设置;支撑板33滑动安装在支撑架32上,且与理线气缸31的输出杆连接;理线导正夹34安装在支撑板33上,进一步的,理线导正夹34处于夹持状态时,其中间处具有理线间隙341(参见图6)。具体的,理线导正夹34可以将电源线夹持在理线间隙341中,接着由理线气缸31驱动支撑板33向上移动,从而实现理线导正夹34一同向上移动,以此捋直灯杯12上的电源线。
45.进一步的,理线机构3还包括定位件35;定位件35固定在支撑板33上,且位于理线导正夹34的下方;定位件35具有与灯杯12外壁相对应的环形结构,在移动板45往下移动过程中,定位件35可以套在灯杯12的外部,以此对灯杯12进行定位及固定,从而在理线导正夹34捋直电源线的时候,防止灯杯12一同受力往上移动,从而影响电源线的捋直效果。
46.进一步的,为了适应四个灯杯12的同步组装,支撑架32设置有两个,且对称设置在输送带1两侧的机架9上,每个支撑架32的移动板45上均设置有两个理线导正夹34,且每个理线导正夹34下方均设置有一个定位件35。
47.在一个实施例中,夹持机构4还包括夹持滑轨46、移动架48、第一夹持气缸44和安装架41;夹持滑轨46水平安装在机架9上,移动架48可移动安装在夹持滑轨46上,通过电机丝杆可以使移动架48在夹持滑轨46上移动,从而实现夹持机械手42在水平位置的移动;而第一夹持气缸44设置为无杆气缸,安装在移动架48上;接着将安装架41固定在第一夹持气缸44上,夹持机械手42安装在安装架41的下端面处;具体的,由第一夹持气缸44驱动安装架41上下移动,以此实现夹持机械手42在竖直方向上的移动。
48.进一步的,夹持机构4还包括第二夹持气缸47、移动板45和中空的导向针43;第二夹持气缸47竖直安装在安装架41上,移动板45安装在第二夹持气缸47的输出杆上;而导向针43设置在移动板45上,且导向针43的上端贯穿安装架41的下端面,并位于夹持机械手42夹持部位的上方;在安装灯头11的时候,导向针43可以在第二夹持气缸47的驱动下往下移动,以此穿过夹持机械手42的灯头11,并套在灯杯12的电源线外部,接着可以让夹持机械手42将灯头11稳定放置到灯杯12上,从而防止电源线与灯头11接触,影响灯头11的安装。
49.进一步的,夹持机械手42设置有四个,且分别对应一个灯头11、灯杯12的组装,而导向针43同样与夹持机械手42一一对应。
50.在一个实施例中,第一集成机构5固定架52、第一集成气缸51和第二集成气缸54;
固定架52安装在机架9上,第一集成气缸51安装在固定架52上,且输出杆朝上延伸设置;连接板53滑动安装在固定架52上,且与第一集成气缸51的输出杆连接;具体的,连接板53上设置有定位孔531,定位孔531直径小于灯头11的外径,在第一集成气缸51驱动连接板53往下移动过程中,可以在定位孔531处对灯头11进行挤压,从而将其压紧在灯杯12上;而第二集成气缸54安装在连接板53的上端面处,弯折板55安装在第二集成气缸54的输出杆上,且弯折板55位于定位孔531的侧边,通过第二集成气缸54可以使弯折板55水平移动,从而可以将定位孔531处的灯杯12电源线推折到一边。
51.在一个实施例中,所述第二集成机构6还包括挤压板56、方形板57和挤压气缸58;方形板57安装在第一集成机构5的连接板53上,挤压气缸58竖直安装在方形板57上,而挤压板56安装在挤压气缸58的输出杆上;挤压杆59的上端固定在挤压板56上,下端贯穿方形板57延伸至下方,并与方形板57滑动连接;其中,通过挤压气缸58驱动挤压杆59往下移动,从而实现对定位孔531中的灯头钉10进行挤压,以此将其压紧在灯头11上。
52.进一步的,挤压杆59上套设有复位弹簧;复位弹簧位于方形板57和挤压板56之间,通过复位弹簧的弹力,可以使挤压杆59轻易复位,且防止挤压杆59往下移动时,提供的压力太大,从而影响灯头钉10的组装。
53.需要说明的是,本实施例中,为了优化生产流程,且为了可以适应多个灯杯12的同时组装,第一集成机构5设置有四个,且分别对称设置在输送带1的两侧,而每个第一集成机构5上均具有一个第二集成机构6,且每个连接板53上均具有两个定位孔531,每个定位孔531侧边均具有一个弯折板55及一个挤压杆59。
54.在一个实施例中,吸盘机构7还包括横移滑轨71、支架72、驱动气缸73和提升架74;横移滑轨71安装在机架9上,支架72滑动安装在横移滑轨71上,且可以通过电机丝杆驱动支架72在横移滑轨71上移动,从而调节吸盘杆75在水平方向上的位置,而驱动气缸73设置为无杆气缸,安装在支架72上;提升架74安装在驱动气缸73上,吸盘杆75安装在提升架74的下端面处,具体的,吸盘杆75设置为四个,且吸盘杆75的内孔结构与灯头钉10结构相对应,以此可以将灯头钉10吸附在下端口处;其中,由驱动气缸73可以驱动提升架74上下移动,从而调节吸盘杆75在竖直方向上的位置。
55.在一个实施例中,紧固机构8还包括方形架81、压紧气缸82、压紧板83、滑板84和顶升气缸861;方形架81安装在机架9上;压紧气缸82安装在方形架81的上端面处,且输出杆朝下延伸设置;压紧板83滑动安装在方形架81上,且与压紧气缸82的输出杆连接;顶升气缸861安装在方形架81的底部,且输出杆朝上延伸设置;滑板84滑动安装在方形架81上,且与顶升气缸861的输出杆连接;滑板84位于压紧板83的下方,固定组件86安装在滑板84上,具体的,固定组件86设置有四个,且均匀设置在滑板84上;在压紧板83的下端面处设置有四个锥形块831,锥形块831与固定组件86一一对应;其中,通过顶升气缸861驱动滑板84上下移动,以使固定组件86对准治具盘2上的灯头11,然后通过压紧气缸82驱动压紧板83往下移动,以使锥形块831卡入固定组件86中,从而驱动固定组件86对灯头11外壁进行挤压,使灯头11固定在灯杯12上。
56.具体的,固定组件86包括安装板80、限位弹簧89和若干个摆杆88;安装板80设置在滑板84上,安装板80上均匀设置有若干个槽口;若干个摆杆88一一对应安装在若干个槽口上,且摆杆88通过转轴892可转动设置在安装板80上;进一步的,摆杆88的下端设置有卡齿
891;其中,通过锥形块831往下移动,使其与摆杆88逐渐接触,以此让摆杆88发生摆动,从而使卡齿891对灯头11外壁进行挤压,并在灯头11的外壁中形成凹点,以此实现灯头11与灯杯12固定连接。
57.进一步的,摆杆88的上端设置有滚轮87,滚轮87能减少摆杆88与锥形块831之间的摩擦,从而使得锥形块831可以快速驱动摆杆88摆动,以此方便摆杆88的工作。
58.进一步的,限位弹簧89套着在若干个摆杆88的上端,在工作完成后,锥形块831往上移动出去之后,能通过限位弹簧89使摆杆88快速复位,从而能快速准备下一次的工件组装。
59.进一步的,滑板84的上方设置有限位板85;限位板85上设置有至少一限位孔,限位孔一一对应套设在固定组件86的外部,通过限位孔的直径大小来限定摆杆88的摆动角度,以此可以准确进行灯头11与灯杯12的组装工作,防止摆杆88摆动角度过大,卡齿891卡入的距离过深,从而破坏灯头11与灯杯12的结构。
60.与现有技术相比:
61.本技术中,能实现灯杯12、灯头11与灯头钉10之间的自动化组装,以此提高生产效率,并保证生产质量。
62.本技术的具体工作过程中:将待组装的灯杯12放置到治具盘2上,然后通过输送带1将治具盘2输送到各工位中进行组装。其中,先输送到理线工位,通过理线导正夹34向下移动,并夹持住灯杯12上端口中的电源线,然后驱动理线导正夹34向上移动,以此将电源线捋直,使电源线居中设置,从而保证后续灯头11的准确安装。在捋直电源线之后,通过夹持机械手42夹持灯头11,然后移动到理线导正夹34上方,此时,先驱动导向针43往下移动,并穿过夹持机械手42上的灯头11的中部,接着继续往下套在灯杯12电源线的外部,然后再驱动夹持机械手42往下移动,将灯头11放置到灯杯12上,以此完成灯头11与灯杯12的初步组装(需要说明的是,灯头11为中空结构,此时灯杯12上的电源线穿过灯头11,并延伸至灯头11的上端口上部)。完成初步组装后,夹持机械手42和导向针43一同往上移动,可以继续进行下一灯头11的夹持组装。
63.接着治具盘2会输送第一集成机构5中,通过连接板53的往下移动,从而对灯头11进行挤压,以此将灯头11压紧在灯杯12上,且连接板53在定位孔531处对灯头11进行挤压,可通过定位孔531的结构对灯头11进行一定程度的扶正,使其居中放置在灯杯12上,同时,定位孔531能在挤压灯头11过程中供电源线穿入,不会影响电源线的状态。完成挤压之后,此时连接板53依旧压在灯头11上,以此对灯头11进行固定,接着第二集成气缸54启动,驱动弯折板55向前移动,从而将定位孔531中的电源线推折到一边,以此为安装灯头钉10做准备。
64.随后治具盘2会输送到吸盘机构7处,通过吸盘杆75吸取灯头钉10,并放置到灯头钉10的尾部(此时电源线会卡在灯头钉10与灯头11之间),接着通过第二集成机构6的挤压杆59往下移动,以此穿过定位孔531,并对灯头钉10进行挤压,从而将灯头钉10固定在灯头11上。
65.最终治具盘2会输送到紧固机构8中,通过固定组件86往下移动,使摆杆88围绕在灯头11周围,然后驱动锥形块831往下移动,使摆杆88发生摆动,从而使卡齿891对灯头11外壁进行挤压,并在灯头11的外壁中形成凹点,以此将灯头11与灯杯12固定在一起。至此,可
以完成灯杯12、灯头11与灯头钉10之间的自动化组装。
66.需要说明的是,本技术中,灯杯12、灯头11与灯头钉10之间完成组装之后,还不是最终的成品,还需要继续往下一工位中进行产品的工序步骤,如剪去灯头11与灯头钉10之间裸露的电源线、组装完成之后的电源检测、以及后续的灯罩组装等,但这些不是本技术所必须公开的内容,因此在此不再赘述。
67.只要不违背本发明创造的思想,对本发明的各种不同实施例进行任意组合,均应当视为本发明公开的内容;在本发明的技术构思范围内,对技术方案进行多种简单的变型及不同实施例进行的不违背本发明创造的思想的任意组合,均应在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。