1.本发明涉及一种高铬镍奥氏体不锈钢盘条的热轧方法,具体指对一定化学成分范围内的高铬镍奥氏体不锈钢铸坯,通过合理的加热、热轧、轧后控冷工艺来避免该材料的热轧开裂问题,以获得拥有良好组织与力学性能的高铬镍奥氏体不锈钢盘条。
背景技术:
2.奥氏体不锈钢作为不锈钢盘条中产量最大的品种之一,具有较高的cr、ni、mo元素在室温条件下为的稳定奥氏体组织,加热时不发生相变,耐腐蚀性能优于马氏体不锈钢,可广泛用于螺丝标准件、耐蚀结构件、智能移动设备的结构件等材料加工应用领域。
3.高铬镍奥氏体不锈钢相对于06cr10ni10、022cr17ni12mo2材料其cr、ni元素比例更高,以获得更稳定的奥氏体组织,更耐腐蚀的不锈钢材料。但是,随着奥氏体不锈钢中cr、ni元素含量增加铸坯材料在热轧生产盘条的过程中存在热轧开裂、析出相多的问题,从而导致盘条出现热裂纹、耐蚀性能降低等问题。本发明针对以上问题,提供一种适用于高铬镍奥氏体不锈钢盘条的热轧方法,以解决上述问题并获得组织与力学性能良好的热轧盘条产品。
技术实现要素:
4.本发明的目的就是针对上述问题,提供一种高铬镍奥氏体不锈钢盘条的热轧方法。
5.本发明的目的是这样实现的:一种高铬镍奥氏体不锈钢盘条的热轧方法,包括以下步骤:步骤一:坯料准备:使用铸坯横截面尺寸为长度:180~225mm,宽度:180~225mm的矩形(方)坯,坯料表面无影响盘条加工使用的缺陷存在,如有表面缺陷进行修磨清除干净;步骤二:坯料加热:加热段温度1200~1280℃,加热时间80~120min;均热段温度1220~1300℃,均热段保温时间60~120min;步骤三:盘条热轧:加热炉出炉坯料高压水表面除磷,开轧温度范围1100~1150℃,6道次粗轧机轧制,4道次中轧机轧制,6道次预精轧机轧制,2~10道次精轧机轧制,压下量范围2~36%,轧件的温度控制范围1000~1150℃,盘条终轧速度5~70m/s,吐丝温度1000~1100℃;步骤四:热轧盘条在线固溶:盘条吐丝后采用上下喷淋式水冷设备降温,水冷降温速率60~100℃/s,盘条水冷前温度970~1080℃,水冷后温度≤450℃。
6.进一步的讲,本方法适用的高铬镍奥氏体不锈钢盘条,其以重量百分数计化学成分范围为:c≤0.030,si≤1.00,mn≤2.00,p≤0.045,s≤0.030,cr17.0~19.0,ni12.5~15.0,mo2.50~3.00,n≤0.10,其余为fe与不可避免的杂质。
7.进一步的讲,采用此方法获得的高铬镍奥氏体不锈钢盘条无热轧开裂,成品晶粒度7~10级,抗拉强度rm≤650mpa,断后延伸率a为40~70%。
8.本发明的有益效果是:采用此方法可以避免高铬镍奥氏体不锈钢盘条热轧过程中材料的开裂问题,使热轧盘条获得良好的在线固溶组织与力学性能,可替代离线固溶生产
并节省相应生产成本。
附图说明
9.下面结合附图进行说明。
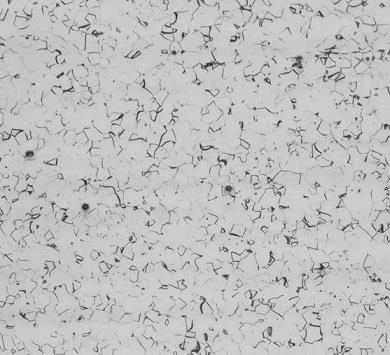
10.图1为采用本方法后盘条成品晶粒组织图。
具体实施方式
11.本发明公开了一种高铬镍奥氏体不锈钢盘条的热轧方法,适用于高铬镍不锈钢盘条的热轧及其轧后控冷的方法,其包括以下方法:使用铸坯材料的横截面尺寸(长度:180~225)
×
(宽度:180~225)mm;铸坯材料的均热温度1220~1300℃;盘条热轧过程中轧件的温度控制范围1000~1150℃;吐丝温度1000~1080℃;热轧后盘条控冷工艺为在线上下喷淋式水冷设备快速冷却,盘条在线水冷前温度≥970℃,盘条经上下喷淋水冷后温度≤450℃。本发明可以达到避免高铬镍奥氏体不锈钢盘条热轧过程中的开裂问题,使热轧盘条获得良好的在线固溶组织及力学性能。
12.本发明技术方案如下:1.本发明适用的高铬镍奥氏体不锈钢盘条化学成分范围为:本发明适用的高铬镍奥氏体不锈钢盘的生产方法为:2.原料尺寸及其表面要求:使用铸坯横截面尺寸为(长度:180~225)
×
(宽度:180~225)mm的矩形(方)坯,坯料表面无影响盘条加工使用的缺陷存在,如有表面缺陷必须清除干净。
13.3.坯料加热工艺:加热段温度1200~1280℃,加热时间80~120min;均热段温度1220~1300℃,均热段保温时间60~120min。
14.4.盘条高速热轧方法:开轧温度范围1100~1150℃,6道次粗轧机轧制,4道次中轧机轧制,6道次预精轧机轧制,2~10道次精轧机轧制,压下量范围2~36%,盘条终轧速度5~70m/s。
15.5.盘条高速热轧的温度控制要求:盘条热轧过程中轧件的温度控制范围1000~1150℃;吐丝温度1000~1100℃。
16.6.热轧盘条在线固溶:盘条吐丝后采用上下喷淋式水冷设备快速冷却,水冷降温速率≥60℃/s;盘条水冷前温度970~1080℃,水冷后温度≤450℃。
17.实施例一本实施例用于φ11mm规格的高铬镍奥氏体不锈钢盘条的热轧方法。
18.1、盘条熔炼分析的实际成分为:
2、坯料准备铸坯横截面尺寸为220
×
220mm的方坯,表面进行修磨,确保无任何肉眼可见缺陷。
19.3、坯料加热坯料加热温度1210~1240℃,加热时间90min;均热温度1220~1250℃,均热段保温时间90min。
20.4、盘条热轧加热炉出炉坯料高压水表面除磷,盘条开轧温1100~1150℃,6道次粗轧机轧制,4道次中轧机轧制,6道次预精轧机轧制,2道次精轧机轧制φ11mm规格盘条,轧件的温度控制范围1000~1150℃,终轧速度20~25m/s,吐丝温度1020~1070℃。
21.5、热轧盘条在线固溶盘条吐丝后采用上下喷淋式水冷设备降温,水冷降温速率80~100℃/s;盘条水冷前温度1000~1050℃,盘条水冷后温度《350℃。
22.6、盘条质量上述方法热轧的高铬镍奥氏体不锈钢盘条无热轧开裂,均匀等轴晶组织,晶粒度8.5级,抗拉强度rm为603mpa,断后延伸率a为61%。
23.实施例二本实施例用于φ12mm规格的高铬镍奥氏体不锈钢盘条的热轧方法。
24.1、盘条熔炼分析的实际成分为:2、坯料准备铸坯横截面尺寸为220
×
220mm的方坯,表面进行修磨,确保无任何肉眼可见缺陷。
25.3、坯料加热坯料加热温度1220~1250℃,加热时间90min;均热温度1230~1260℃,均热段保温时间90min。
26.4、盘条热轧加热炉出炉坯料高压水表面除磷,盘条开轧温1100~1150℃,6道次粗轧机轧制,4道次中轧机轧制,6道次预精轧机轧制,2道次精轧机轧制φ12mm规格盘条,轧件的温度控制范围1000~1150℃,终轧速度18~20m/s,吐丝温度1020~1050℃。
27.5、热轧盘条在线固溶
盘条吐丝后采用上下喷淋式水冷设备降温使,水冷降温速率75~90℃/s;盘条水冷前温度980~1040℃,水冷后盘条温度《370℃。
28.6、盘条质量上述方法热轧的高铬镍奥氏体不锈钢盘条无热轧开裂,均匀等轴晶组织,晶粒度8.5级,抗拉强度rm为605mpa,断后延伸率a为62%。
29.实施例三本实施例用于φ13mm规格的高铬镍奥氏体不锈钢盘条的热轧方法。
30.1、盘条熔炼分析的实际成分为:2、坯料准备铸坯横截面尺寸为220
×
220mm的方坯,表面进行修磨,确保无任何肉眼可见缺陷。
31.3、坯料加热坯料加热温度1230~1260℃,加热时间90min;均热温度1240~1270℃,均热段保温时间80min。
32.4、盘条热轧加热炉出炉坯料高压水表面除磷,盘条开轧温1100~1150℃,6道次粗轧机轧制,4道次中轧机轧制,6道次预精轧机轧制,2道次精轧机轧制φ13mm规格盘条,轧件的温度控制范围1000~1150℃,终轧速度13~15m/s,吐丝温度1010~1050℃。
33.5、热轧盘条在线固溶盘条吐丝后采用上下喷淋式水冷设备降温使,水冷降温速率70~85℃/s;盘条水冷前温度980~1040℃,水冷后盘条温度《400℃。
34.6、盘条质量上述方法热轧的高铬镍奥氏体不锈钢盘条无热轧开裂,均匀等轴晶组织,晶粒度9级,抗拉强度rm为616mpa,断后延伸率a为54%。
35.以上所述仅为本发明的具体实施例,但本发明所保护范围的结构特征并不限于此,任何本领域的技术人员在本发明的领域内,所作的变化或修饰皆涵盖在本发明的专利范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。