1.本发明涉及机械加工技术领域,特别涉及一种多工位自动定位的管端成型加工设备。
背景技术:
2.在实际的机械加工中,经常会针对不同管材进行压扁工作,以应对不同的机械需求,同时往往也需要对其进行定点工作,此时就要用到管端成型加工设备。
3.然而,就目前管端成型加工设备而言,定位困难,通用性差,操作繁琐复杂,工作效率低,无法实现联动多级多工位加工,压扁工艺效果差,无法实现中心对称压扁,同时定点不便于调节,使用不够灵活,压扁精度低。
技术实现要素:
4.有鉴于此,本发明提供一种多工位自动定位的管端成型加工设备,其具有支撑安装部,可以同时驱动进行压扁与定点工作,结构简单稳定,无需二次拆卸管材,提高工作效率,采用二级驱动可以提高工艺效果。
5.本发明提供了一种多工位自动定位的管端成型加工设备,具体包括支撑安装部;所述支撑安装部上固定连接有压扁装置;压扁装置上安装有四个减阻件;压扁装置上安装有两个滑动调节装置;两个滑动调节装置上分别滑动连接有联动定点装置;支撑安装部上固定连接有对向安装部;对向安装部上滑动连接有联动定位装置;对向安装部上滑动连接有按压装置;支撑安装部上安装有推进驱动装置;所述支撑安装部包括:推进安装板,推进安装板底部两侧分别固定连接有安装脚板;液压支撑块,液压支撑块固定连接在推进安装板上;推进液压缸,推进液压缸安装在液压支撑块上;推进联动架,推进联动架设有四个,四个推进联动架分别固定连接在推进液压缸上;四个推进联动架对称安装;四个推进联动架中部内侧分别设有联动斜面;所述对向安装部包括:对向安装架,对向安装架固定连接在推进安装板上;逆向齿轮,逆向齿轮设有两个,两个逆向齿轮分别转动连接在对向安装架两侧。
6.可选地,所述支撑安装部还包括:二级推进块,二级推进块设有两个,两个二级推进块分别按固定连接在推进液压缸上。
7.可选地,所述按压装置包括:按压滑动轴架,按压滑动轴架滑动连接在安装防护罩上;按压齿条,按压齿条设有两个,两个按压齿条分别固定连接在按压滑动轴架上;两个按压齿条分别啮合于两个逆向齿轮;按压齿条轴,按压齿条轴设有两个,两个按压齿条轴分别固定连接在推进安装板上,两个按压齿条轴上分别滑动连接有按压齿条;按压辊架,按压辊架固定连接在按压滑动轴架底部;按压辊架上转动连接有两个定位辊。
8.可选地,所述联动定点装置包括:定点轴,定点轴滑动连接在滑动支撑块上;定点轴前端为锥形结构;溃缩弹簧,溃缩弹簧套装在定点轴上;溃缩弹簧位于滑动支撑块内部;减阻球,减阻球套装在定点轴尾部;减阻球与二级推进块对齐。
9.可选地,所述压扁装置包括:压扁安装架,压扁安装架固定连接在推进安装板上;压扁安装滑动块,压扁安装滑动块设有两个,两个压扁安装滑动块分别滑动连接在压扁安装架上;两个压扁安装滑动块对向对称安装;止挡板,止挡板设有两个,两个止挡板分别通过两个滑动轴滑动连接在两个压扁安装滑动块上;止挡拉簧,止挡拉簧设有四个,四个止挡拉簧分别套装在两个止挡板上的滑动轴上;四个止挡拉簧分别固定连接在止挡板与压扁安装架之间。
10.可选地,所述滑动调节装置包括:滑动支撑块,滑动支撑块设有两个,两个滑动支撑块分别滑动连接在两个压扁安装滑动块上;驱动丝杆,驱动丝杆设有两个,两个驱动丝杆螺纹连接在滑动支撑块上;两个驱动丝杆分别转动连接在两个压扁安装滑动块上;调节稳定轴设有两个,两个调节稳定轴分别固定连接在两个压扁安装滑动块内部;两个调节稳定轴上分别滑动连接两个滑动支撑块。
11.可选地,所述推进驱动装置包括:推进移动主杆,推进移动主杆安装在推进液压缸上;推进移动主杆滑动连接在推进安装板上;推进移动主杆上设有驱动斜面;驱动斜面与定位挤压块贴合;侧面支撑板,侧面支撑板设有两个,两个侧面支撑板分别固定连接在推进安装板底部;两个侧面支撑板上分别滑动连接有推进移动主杆。
12.可选地,所述减阻件包括:减阻滑动轴,减阻滑动轴设有八个,八个减阻滑动轴分别滑动连接在两个压扁安装滑动块的两侧;八个减阻滑动轴上分别套装有弹簧;轮架,轮架设有四个,四个轮架分别固定连接在八个减阻滑动轴上;四个轮架上分别转动连接有减阻轮;四个减阻轮分别贴合四个推进联动架。
13.可选地,所述对向安装部包括:安装防护罩,安装防护罩固定连接在对向安装架上。
14.可选地,所述联动定位装置包括:浮动滑块,浮动滑块滑动连接在对向安装架内部;联动齿条臂,联动齿条臂设有两个,两个联动齿条臂分别固定连接在浮动滑块上;两个联动齿条臂分别啮合于两个逆向齿轮;复位拉簧,复位拉簧固定连接在联动齿条臂与推进安装板之间;缓冲轴,缓冲轴设有三个,三个缓冲轴分别滑动连接在浮动滑块上;缓冲轴顶部固定连接有缓冲弹簧;定位挤压块,定位挤压块固定连接在三个缓冲轴底部;定位辊架,定位辊架固定连接在浮动滑块上;定位辊架上转动连接有两个定位辊。
15.有益效果
16.根据本发明的各实施例的管端加工设备,使用更加高效稳定,可以有效的辅助提高加工精度,同时可以多工位联动,同时也缩短了工艺流程,无需取下管材即可继续进行打点工作,操作更加简单。
17.此外,通过设置支撑安装部,通过采用推进四个推进联动架与二级推进块可以实现联动推进工作,更加省力的同时可以有效的提高压扁工作效率,同时压扁居中性得到有效的提升,可以有效的提高管材质量,在设置的减阻件受到挤压时即可快速实现压扁工作,更加高效,同时设置的两个止挡板,可以辅助对管材进行止挡,使用更加四稳定,同时采用滑动连接的止挡板可以在两个压扁安装滑动块对向挤压时实现自动挤压回缩,在启动推进液压缸时,带动四个推进联动架分别移动过程中,四个推进联动架经过三个阶段,第一阶段是推进联动架前侧的平直段,此段减阻轮不会受到挤压,随后进入联动斜面,通过联动斜面进行挤压,带动减阻轮向内滑动,同时,然后是后段的平直段,此段减阻轮保持加压,通过推
进联动架即可快速的挤压减阻轮带动两个压扁安装滑动块对向移动,结构巧妙合理,使用也更加高效,在此过程中也实现对管材的对向均衡受力挤压,整体通用性更强,提高工艺效果。
18.此外,通过设置滑动调节装置配合联动定点装置,可以快速的实现联动定点,无需人工操作,同时上设置的可以浮动溃缩的定点轴,可以有效的避免在进行压扁工作时对管件造成挤压变形,可以实现二级挤压,即优先进行压扁工作,同时压扁之后不会解除挤压,在此基础上进行定点打点工作,可以有效的提高打点精度,转动驱动丝杆即可快速的带动滑动支撑块滑动调节,使用更加灵活,同时又能保证稳定性,同时配合滑动调节装置,使用更加灵活,更加便于工作人员操作,在四个推进联动架驱动两个压扁安装滑动块对向移动进行压扁工作后,进入推进联动架后段的平直段,此时保持挤压不变,同时定点轴也会缩进滑动支撑块,同时推进联动架也会被推进液压缸继续推动,与此同时即可通过二级推进块挤压减阻球,实现带动定点轴推进,实现完成定点工作。
19.此外,通过设置联动定位装置配合联动定位装置可以实现对管材的精确中心定位,同时无需人工扶持,使用更加便捷,可以有效的辅助压扁工作,避免受力不均导致管材两侧压扁量不一致,整体工作均通过在推进液压缸的推进下即可快速的实现,更加实用,在推进液压缸推进设置的推进联动架时,第一阶段的平直段推进过程中,此时会带动推进移动主杆前端的驱动斜面挤压定位挤压块,便可实现驱动浮动滑块上升高度,在浮动滑块上升过程中即可通过在逆向齿轮的逆向啮合下,带动按压齿条下降,从而实现了按压辊架与定位辊架的同时对向移动夹紧,结构稳定高效,可以辅助提高加工精度,同时配合设置的弹性滑动连接的缓冲轴,可以实现针对更多直径的管材,通用性更好,同时采用弹性挤压的缓冲轴,可以降低对管材夹持的损伤。
附图说明
20.为了更清楚地说明本发明的实施例的技术方案,下面将对实施例的附图作简单地介绍。
21.下面描述中的附图仅仅涉及本发明的一些实施例,而非对本发明的限制。
22.在附图中:
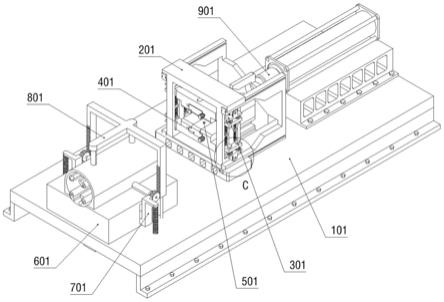
23.图1示出了根据本发明的实施例的整体的示意图;
24.图2示出了根据本发明的实施例的后侧结构的示意图;
25.图3示出了根据本发明的实施例的内部结构的剖视图;
26.图4示出了根据本发明的实施例的底部结构的示意图;
27.图5示出了根据本发明的实施例的压扁装置的示意图;
28.图6示出了根据本发明的实施例的支撑安装部整体的示意图;
29.图7示出了根据本发明的实施例的压扁装置的示意图;
30.图8示出了根据本发明的实施例的滑动调节装置的示意图;
31.图9示出了根据本发明的实施例的联动定点装置的示意图;
32.图10示出了根据本发明的实施例的对向安装部的示意图;
33.图11示出了根据本发明的实施例的联动定位装置的示意图;
34.图12示出了根据本发明的实施例的按压装置的示意图;
35.图13示出了根据本发明的实施例的推进驱动装置的示意图;
36.图14示出了根据本发明的实施例的推进联动架的示意图。
37.附图标记列表
38.1、支撑安装部;101、推进安装板;1011、安装脚板;102、液压支撑块;103、推进液压缸;104、推进联动架;1041、联动斜面;105、二级推进块;2、压扁装置;201、压扁安装架;202、压扁安装滑动块;203、止挡板;204、止挡拉簧;3、减阻件;301、减阻滑动轴;302、轮架;3021、减阻轮;4、滑动调节装置;401、滑动支撑块;402、驱动丝杆;403、调节稳定轴;5、联动定点装置;501、定点轴;502、溃缩弹簧;503、减阻球;6、对向安装部;601、对向安装架;602、逆向齿轮;603、安装防护罩;7、联动定位装置;701、浮动滑块;702、联动齿条臂;703、复位拉簧;704、缓冲轴;7041、缓冲弹簧;705、定位挤压块;706、定位辊架;8、按压装置;801、按压滑动轴架;802、按压齿条;803、按压齿条轴;804、按压辊架;9、推进驱动装置;901、推进移动主杆;9011、驱动斜面;902、侧面支撑板。
具体实施方式
39.为了使得本发明的技术方案的目的、方案和优点更加清楚,下文中将结合本发明的具体实施例的附图,对本发明实施例的技术方案进行清楚、完整的描述。除非另有说明,否则本文所使用的术语具有本领域通常的含义。附图中相同的附图标记代表相同的部件。
40.实施例:请参考图1至图14:
41.本发明提出了一种多工位自动定位的管端成型加工设备,包括支撑安装部1;支撑安装部1上固定连接有压扁装置2;压扁装置2上安装有四个减阻件3;压扁装置2上安装有两个滑动调节装置4;两个滑动调节装置4上分别滑动连接有联动定点装置5;支撑安装部1上固定连接有对向安装部6;对向安装部6上滑动连接有联动定位装置7;对向安装部6上滑动连接有按压装置8;支撑安装部1上安装有推进驱动装置9;支撑安装部1包括:推进安装板101,推进安装板101底部两侧分别固定连接有安装脚板1011;液压支撑块102,液压支撑块102固定连接在推进安装板101上;推进液压缸103,推进液压缸103安装在液压支撑块102上;推进联动架104,推进联动架104设有四个,四个推进联动架104分别固定连接在推进液压缸103上;四个推进联动架104对称安装;四个推进联动架104中部内侧分别设有联动斜面1041;对向安装部6包括:对向安装架601,对向安装架601固定连接在推进安装板101上;逆向齿轮602,逆向齿轮602设有两个,两个逆向齿轮602分别转动连接在对向安装架601两侧。
42.此外,根据本发明的实施例,如图6、7所示,支撑安装部1还包括:二级推进块105,二级推进块105设有两个,两个二级推进块105分别按固定连接在推进液压缸103上;压扁装置2包括:压扁安装架201,压扁安装架201固定连接在推进安装板101上;压扁安装滑动块202,压扁安装滑动块202设有两个,两个压扁安装滑动块202分别滑动连接在压扁安装架201上;两个压扁安装滑动块202对向对称安装;止挡板203,止挡板203设有两个,两个止挡板203分别通过两个滑动轴滑动连接在两个压扁安装滑动块202上;止挡拉簧204,止挡拉簧204设有四个,四个止挡拉簧204分别套装在两个止挡板203上的滑动轴上;四个止挡拉簧204分别固定连接在止挡板203与压扁安装架201之间;减阻件3包括:减阻滑动轴301,减阻滑动轴301设有八个,八个减阻滑动轴301分别滑动连接在两个压扁安装滑动块202的两侧;八个减阻滑动轴301上分别套装有弹簧;轮架302,轮架302设有四个,四个轮架302分别固定
连接在八个减阻滑动轴301上;四个轮架302上分别转动连接有减阻轮3021;四个减阻轮3021分别贴合四个推进联动架104,通过设置支撑安装部,通过采用推进四个推进联动架104与二级推进块105可以实现联动推进工作,更加省力的同时可以有效的提高压扁工作效率,同时压扁居中性得到有效的提升,可以有效的提高管材质量,在设置的减阻件3受到挤压时即可快速实现压扁工作,更加高效,同时设置的两个止挡板203,可以辅助对管材进行止挡,使用更加四稳定,同时采用滑动连接的止挡板203可以在两个压扁安装滑动块202对向挤压时实现自动挤压回缩,在启动推进液压缸103时,带动四个推进联动架104分别移动过程中,四个推进联动架104经过三个阶段,第一阶段是推进联动架104前侧的平直段,此段减阻轮3021不会受到挤压,随后进入联动斜面1041,通过联动斜面1041进行挤压,带动减阻轮3021向内滑动,同时,然后是后段的平直段,此段减阻轮3021保持加压,通过推进联动架104即可快速的挤压减阻轮3021带动两个压扁安装滑动块202对向移动,结构巧妙合理,使用也更加高效,在此过程中也实现对管材的对向均衡受力挤压,整体通用性更强,提高工艺效果。
43.此外,根据本发明的实施例,如图8、9所示,滑动调节装置4包括:滑动支撑块401,滑动支撑块401设有两个,两个滑动支撑块401分别滑动连接在两个压扁安装滑动块202上;驱动丝杆402,驱动丝杆402设有两个,两个驱动丝杆402螺纹连接在滑动支撑块401上;两个驱动丝杆402分别转动连接在两个压扁安装滑动块202上;调节稳定轴403设有两个,两个调节稳定轴403分别固定连接在两个压扁安装滑动块202内部;两个调节稳定轴403上分别滑动连接两个滑动支撑块401,联动定点装置5包括:定点轴501,定点轴501滑动连接在滑动支撑块401上;定点轴501前端为锥形结构;溃缩弹簧502,溃缩弹簧502套装在定点轴501上;溃缩弹簧502位于滑动支撑块401内部;减阻球503,减阻球503套装在定点轴501尾部;减阻球503与二级推进块105对齐;通过设置滑动调节装置4配合联动定点装置5,可以快速的实现联动定点,无需人工操作,同时上设置的可以浮动溃缩的定点轴501,可以有效的避免在进行压扁工作时对管件造成挤压变形,可以实现二级挤压,即优先进行压扁工作,同时压扁之后不会解除挤压,在此基础上进行定点打点工作,可以有效的提高打点精度,转动驱动丝杆402即可快速的带动滑动支撑块401滑动调节,使用更加灵活,同时又能保证稳定性,同时配合滑动调节装置4,使用更加灵活,更加便于工作人员操作,在四个推进联动架104驱动两个压扁安装滑动块202对向移动进行压扁工作后,进入推进联动架104后段的平直段,此时保持挤压不变,同时定点轴501也会缩进滑动支撑块401,同时推进联动架104也会被推进液压缸103继续推动,与此同时即可通过二级推进块105挤压减阻球503,实现带动定点轴501推进,实现完成定点工作。
44.此外,根据本发明的实施例,如图10至14所示,对向安装部6包括:安装防护罩603,安装防护罩603固定连接在对向安装架601上;联动定位装置7包括:浮动滑块701,浮动滑块701滑动连接在对向安装架601内部;联动齿条臂702,联动齿条臂702设有两个,两个联动齿条臂702分别固定连接在浮动滑块701上;两个联动齿条臂702分别啮合于两个逆向齿轮602;复位拉簧703,复位拉簧703固定连接在联动齿条臂702与推进安装板101之间;缓冲轴704,缓冲轴704设有三个,三个缓冲轴704分别滑动连接在浮动滑块701上;缓冲轴704顶部固定连接有缓冲弹簧7041;定位挤压块705,定位挤压块705固定连接在三个缓冲轴704底部;定位辊架706,定位辊架706固定连接在浮动滑块701上;定位辊架706上转动连接有两个
定位辊;按压装置8包括:按压滑动轴架801,按压滑动轴架801滑动连接在安装防护罩603上;按压齿条802,按压齿条802设有两个,两个按压齿条802分别固定连接在按压滑动轴架801上;两个按压齿条802分别啮合于两个逆向齿轮602;按压齿条轴803,按压齿条轴803设有两个,两个按压齿条轴803分别固定连接在推进安装板101上,两个按压齿条轴803上分别滑动连接有按压齿条802;按压辊架804,按压辊架804固定连接在按压滑动轴架801底部;按压辊架804上转动连接有两个定位辊;推进驱动装置9包括:推进移动主杆901,推进移动主杆901安装在推进液压缸103上;推进移动主杆901滑动连接在推进安装板101上;推进移动主杆901上设有驱动斜面9011;驱动斜面9011与定位挤压块705贴合;侧面支撑板902,侧面支撑板902设有两个,两个侧面支撑板902分别固定连接在推进安装板101底部;两个侧面支撑板902上分别滑动连接有推进移动主杆901,通过设置联动定位装置7配合联动定位装置7可以实现对管材的精确中心定位,同时无需人工扶持,使用更加便捷,可以有效的辅助压扁工作,避免受力不均导致管材两侧压扁量不一致,整体工作均通过在推进液压缸103的推进下即可快速的实现,更加实用,在推进液压缸103推进设置的推进联动架104时,第一阶段的平直段推进过程中,此时,会带动推进移动主杆901前端的驱动斜面9011挤压定位挤压块705,此时便可实现驱动浮动滑块701上升高度,在浮动滑块701上升过程中即可通过在逆向齿轮602的逆向啮合下,带动按压齿条802下降,从而实现了按压辊架804与定位辊架706的同时对向移动夹紧,结构稳定高效,可以辅助提高加工精度,同时配合设置的弹性滑动连接的缓冲轴704,可以实现针对更多直径的管材,通用性更好,同时采用弹性挤压的缓冲轴704,可以降低对管材夹持的损伤。
45.本实施例的具体使用方式与作用:本发明中,首先,通过将管材进行定位,通过插入按压辊架804与定位辊架706之间后,放置在滑动支撑块401上,平直段推进过程中,此时,会带动推进移动主杆901前端的驱动斜面9011挤压定位挤压块705,此时便可实现驱动浮动滑块701上升高度,在浮动滑块701上升过程中即可通过在逆向齿轮602的逆向啮合下,带动按压齿条802下降,从而实现了按压辊架804与定位辊架706的同时对向移动夹紧,同时,在此之前通过转动驱动丝杆402即可快速的带动滑动支撑块401滑动调节,启动推进液压缸103时,带动四个推进联动架104分别移动过程中,四个推进联动架104经过三个阶段,第一阶段是推进联动架104前侧的平直段,此段减阻轮3021不会受到挤压,随后进入联动斜面1041,通过联动斜面1041进行挤压,带动减阻轮3021向内滑动,同时,然后是后段的平直段,此段减阻轮3021保持加压,通过推进联动架104即可快速的挤压减阻轮3021带动两个压扁安装滑动块202对向移动,在此过程中也实现对管材的对向均衡受力挤压,最后,四个推进联动架104驱动两个压扁安装滑动块202对向移动进行压扁工作后,进入推进联动架104后段的平直段,此时保持挤压不变,同时定点轴501也会缩进滑动支撑块401,同时推进联动架104也会被推进液压缸103继续推动,与此同时即可通过二级推进块105挤压减阻球503,实现带动定点轴501推进,实现完成定点打点工作,整个过程多工位联动,自动实现定位,最后推进液压缸103驱动回收,取下管材即可。
46.最后,需要说明的是,本发明在描述各个构件的位置及其之间的配合关系等时,通常会以一个/一对构件举例而言,然而本领域技术人员应该理解的是,这样的位置、配合关系等,同样适用于其他构件/其他成对的构件。
47.以上所述仅是本发明的示范性实施方式,而非用于限制本发明的保护范围,本发
明的保护范围由所附的权利要求确定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。