1.本发明涉及焊接装置,尤其涉及一种保温杯的真空焊接装置。
背景技术:
2.因保温杯具有保温的性能,故越来越受到广大使用者的喜爱。保温杯中的杯体对于保温效果的影响甚大,故杯体对加工环境有很高的要求,尤其是焊接的工艺,现有杯体焊接装置因其设备过大且对操作人员的操作技能依赖性很大,在焊接的过程中杯体因焊接装置工作不稳定导致产品的不良品较多,不仅降低了生产效率,而且增加了成本。因此,需要对现有的焊接装置进行改进或优化。
技术实现要素:
3.本发明针对现有技术中存在的杯体焊接装置因其设备过大且对操作人员的操作技能依赖性很大,在焊接的过程中杯体因焊接装置工作不稳定导致产品的不良品较多,不仅降低了生产效率,而且增加了成本等缺陷,提供了新的一种保温杯的真空焊接装置。
4.为了解决上述技术问题,本发明通过以下技术方案实现:
5.一种保温杯的真空焊接装置,包括底架座组件、底壳模组件、顶模和导向组件,所述的顶模位于所述的底壳模组件上方,还包括抽真空装置、下真空壳件、上真空壳件和气缸组件,所述的抽真空装置与所述的下真空壳件贯通连接,所述的底壳模组件与所述的下真空壳件连接并位于所述的下真空壳件内,所述的下真空壳件连接于所述的底架座组件上;所述的导向组件包括顶板、导向件和导向板,所述的导向件分别与所述的顶板、底架座组件连接,所述的导向板位于所述的顶板、底架座组件之间并与所述的导向件滑动连接;所述的顶模连接于所述的上真空壳件上并位于所述的上真空壳件内,且所述的上真空壳件与所述的导向板连接,所述的上真空壳件与所述的下真空壳件连接时共同构成保温杯容纳腔;所述的气缸组件分别与所述的顶板、导向板连接并驱动所述的导向板沿所述的导向件上下滑动;所述的下真空壳件上设置有焊接接口件。
6.底架座组件为下真空壳件、抽真空装置及导向件等零部件提供承载平台。顶板为气缸组件提供安装平台,且气缸组件为导向板提供沿导向件上下滑动的驱动力,使得安装在导向板上的上真空壳件向下运动能够与下真空壳件连接形成保温杯容纳腔状态,即焊接状态;上真空壳件向上运动能够与下真空壳件分离形成取放杯体状态。底壳模组件用于放置杯体的下底壳件。在焊接状态下,杯体的壳身与杯体的下底壳件接触,顶模为杯体的壳身与杯体的下底壳件提供按压维持力,从而防止在焊接的过程中两者发生移动,减少对操作人员的操作技能的依赖性;抽真空装置对保温杯容纳腔抽真空并使保温杯容纳腔形成真空状态;焊接接口件对杯体的壳身与杯体的下底壳件进行焊接;在真空状态下的焊接杯体,不仅效率高而且合格率高,降低成本。本发明在抽真空装置、下真空壳件、上真空壳件及焊接接口件等零部件的配合作用下,不仅结构简单,而且操作简单,不依赖操作人员的操作技能就能完成本发明对杯体的焊接操作,达到效率、成品率均高的效果。
7.作为优选,上述所述的一种保温杯的真空焊接装置,所述的底壳模组件包括底模电机、底模座和底壳模具,所述的底模电机连接于所述的底模座上,所述的底模座与所述的下真空壳件连接,所述的底壳模具与所述的底模座连接并位于所述的下真空壳件内,且所述的底模电机与所述的底壳模具连接并驱动所述的底壳模具旋转运动。
8.底壳模组件采用底模电机、底模座和底壳模具配合的结构,不仅便于后续相关零部件的维修或更换,而且便于加工,另使得本发明的结构更加的紧凑。底模座为底模电机、底壳模具提供安装平台。底壳模具为杯体的下底壳件提供容纳空间,底模电机为底壳模具沿底模座提供上下滑动的驱动力,使得杯体的下底壳件能够更好的与杯体的壳身连接,为杯体的下底壳件、杯体的壳身提供更好的限位作用,从而进一步提高本发明的成品率。
9.作为优选,上述所述的一种保温杯的真空焊接装置,所述的下真空壳件上还设置有导向模,所述的导向模位于所述的底壳模具上方。
10.导向模能够为杯体的壳身提供导向限位作用,便于操作人员将杯体的壳身放置到杯体的下底壳件上,进一步减少对操作人员技能的依赖性。
11.作为优选,上述所述的一种保温杯的真空焊接装置,还包括顶模驱动件,所述的顶模包括顶模件、顶模座,所述的顶模座连接于所述的上真空壳件上,所述的顶模驱动件连接于所述的顶模座上,所述的顶模件通过所述的顶模驱动件与所述的顶模座连接,且所述的顶模件位于所述的上真空壳件内。
12.顶模采用顶模件、顶模座配合的结构是便于加工,且便于后续相关零部件的更换或维修。顶模驱动件为顶模件提供向下的驱动力,更好的维持杯体的壳身与杯体的下底壳件之间的相对位置,防止两者在焊接的过程中发生移动。
13.作为优选,上述所述的一种保温杯的真空焊接装置,所述的上真空壳件上设置有第一加热件,所述的第一加热件位于保温杯容纳腔内。
14.在保温杯容纳腔状态时,第一加热件加热可以将杯体的壳身上残留的水分蒸发掉,进一步提高真空度。
15.作为优选,上述所述的一种保温杯的真空焊接装置,所述的下真空壳件内壁上设置有第二加热件。
16.在保温杯容纳腔状态时,第二加热件加热可以将杯体的下底壳件上残留的水分蒸发掉,进一步提高真空度。
17.作为优选,上述所述的一种保温杯的真空焊接装置,所述的下真空壳件上设置有冷却液容纳腔,所述的冷却液容纳腔内设置有冷却液。
18.冷却液容纳腔内的冷却液能够将焊接过程中产生的过高的热量及时通过热传递进行散热,使得保温杯容纳腔里面的温度能够控制在一个常温状态下,防止本发明的温度过高。
19.作为优选,上述所述的一种保温杯的真空焊接装置,所述的下真空壳件上设置有冷却液连接管,所述的冷却液连接管与所述的冷却液容纳腔贯通连接。
20.冷却液连接管能够将冷却液及时的进行循环更换,使得冷却液散热的效果更好,同时使得本发明可以持续的工作且依旧可以维持良好的降温效果。
21.作为优选,上述所述的一种保温杯的真空焊接装置,所述的下真空壳件上设置有温度传感器,所述的温度传感器对所述的保温杯容纳腔的温度时时进行检测。
22.温度传感器可以将保温杯容纳腔的温度时时进行检测并反馈,使得操作者及时了解保温杯容纳腔的温度。
23.作为优选,上述所述的一种保温杯的真空焊接装置,所述的上真空壳件上设置有上观察窗,所述的下真空壳件上设置有下观察窗。
24.操作者通过观察上观察窗、下观察窗,便可获悉杯体的焊接进展,便于本发明后续的相关操作。
附图说明
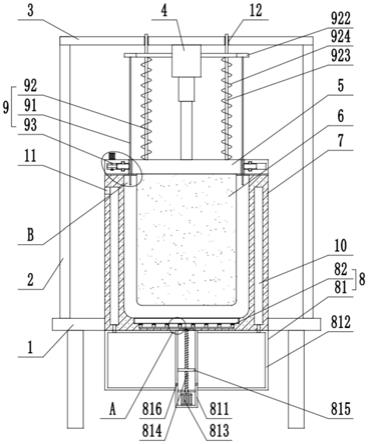
25.图1为本发明的立体剖视图;
26.图2为图1中a部的局部放大图;
27.图3为本发明上观察窗方向的立体图;
28.图4为本发明冷却液连接管方向的立体图;
29.图5为本发明取放杯体状态参考图。
具体实施方式
30.下面结合附图1-5和具体实施方式对本发明作进一步详细描述,但它们不是对本发明的限制:
31.实施例1
32.一种保温杯的真空焊接装置,包括底架座组件1、底壳模组件3、顶模6和导向组件9,所述的顶模6位于所述的底壳模组件3上方,还包括抽真空装置2、下真空壳件4、上真空壳件5和气缸组件8,所述的抽真空装置2与所述的下真空壳件4贯通连接,所述的底壳模组件3与所述的下真空壳件4连接并位于所述的下真空壳件4内,所述的下真空壳件4连接于所述的底架座组件1上;所述的导向组件9包括顶板91、导向件92和导向板93,所述的导向件92分别与所述的顶板91、底架座组件1连接,所述的导向板93位于所述的顶板91、底架座组件1之间并与所述的导向件92滑动连接;所述的顶模6连接于所述的上真空壳件5上并位于所述的上真空壳件5内,且所述的上真空壳件5与所述的导向板93连接,所述的上真空壳件5与所述的下真空壳件4连接时共同构成保温杯容纳腔51;所述的气缸组件8分别与所述的顶板91、导向板93连接并驱动所述的导向板93沿所述的导向件92上下滑动;所述的下真空壳件4上设置有焊接接口件41。
33.本发明的使用,当需要使用本发明对杯体进行焊接时,首先启动气缸组件8向上运动,从而带动导向板93沿着导向件92向上运动,使得上真空壳件5与下真空壳件4分离,以达到取放杯体状态;然后将杯体的下底壳件放置到底壳模组件3上,将杯体的壳身放置到杯体的下底壳件上;启动气缸组件8向下运动,从而带动导向板93沿着导向件92向下运动直至上真空壳件5与下真空壳件4连接形成保温杯容纳腔51;启动抽真空装置2工作,对保温杯容纳腔51进行抽真空并形成真空状态;再启动顶模6工作并对杯体的壳身施加向下的按压力;在真空状态下控制焊接接口件41工作,从而对杯体的壳身、杯体的下底壳件进行焊接形成杯体。焊接完成后,控制焊接接口件41、抽真空装置2停止工作,然后控制气缸组件8运动从而带动导向板93沿着导向件92向上运动至形成取放杯体状态,即完成了本发明的使用。
34.作为优选,所述的底壳模组件3包括底模电机31、底模座32和底壳模具33,所述的
底模电机31连接于所述的底模座32上,所述的底模座32与所述的下真空壳件4连接,所述的底壳模具33与所述的底模座32连接并位于所述的下真空壳件4内,且所述的底模电机31与所述的底壳模具33连接并驱动所述的底壳模具33旋转运动。
35.作为优选,所述的下真空壳件4上还设置有导向模42,所述的导向模42位于所述的底壳模具33上方。
36.作为优选,还包括顶模驱动件7,所述的顶模6包括顶模件61、顶模座62,所述的顶模座62连接于所述的上真空壳件5上,所述的顶模驱动件7连接于所述的顶模座62上,所述的顶模件61通过所述的顶模驱动件7与所述的顶模座62连接,且所述的顶模件61位于所述的上真空壳件5内。
37.作为优选,所述的上真空壳件5上设置有第一加热件52,所述的第一加热件52位于保温杯容纳腔51内。
38.作为优选,所述的下真空壳件4内壁上设置有第二加热件44。
39.作为优选,所述的下真空壳件4上设置有冷却液容纳腔43,所述的冷却液容纳腔43内设置有冷却液。
40.作为优选,所述的下真空壳件4上设置有冷却液连接管46,所述的冷却液连接管46与所述的冷却液容纳腔43贯通连接。
41.作为优选,所述的下真空壳件4上设置有温度传感器47,所述的温度传感器47对所述的保温杯容纳腔51的温度时时进行检测。
42.作为优选,所述的上真空壳件5上设置有上观察窗53,所述的下真空壳件4上设置有下观察窗45。
43.更为具体的本发明的使用,当需要使用本发明对杯体进行焊接时,启动气缸组件8向上运动,从而带动导向板93沿着导向件92向上运动,使得上真空壳件5与下真空壳件4分离,以达到取放杯体状态;然后将杯体的下底壳件放置到底壳模具33上,将杯体的壳身穿过导向模42放置到杯体的下底壳件上;启动气缸组件8向下运动,从而带动导向板93沿着导向件92向下运动直至上真空壳件5与下真空壳件4连接形成保温杯容纳腔51。启动抽真空装置2工作,对保温杯容纳腔51进行抽真空并形成真空状态;启动顶模驱动件7向下运动,从而带动顶模件61沿着顶模座62向下滑动,进而对杯体的壳身施加按压力;作为优选,进一步启动底模电机31工作带动底壳模具33向上运动,从而使底壳模具33对杯体的下底壳件施加顶力。启动冷却液连接管46工作,向冷却液容纳腔43内输送冷却液。作为优先,启动第一加热件52、第二加热件44从而将杯体的壳身、将杯体的下底壳件上残留的水分蒸发掉。在真空状态下控制焊接接口件41工作,从而对杯体的壳身、杯体的下底壳件进行焊接形成杯体,操作者通过下观察窗45、上观察窗53可以对杯体的焊接进展进行观察。焊接完成后,控制焊接接口件41、抽真空装置2停止工作;启动底模电机31工作带动底壳模具33向下运动,从而使底壳模具33释放对杯体的下底壳件的顶力;启动顶模驱动件7向上运动,从而带动顶模件61沿着顶模座62向上滑动,进而释放对杯体的壳身的按压力;然后控制气缸组件8运动从而带动导向板93沿着导向件92向上运动至形成取放杯体状态,即完成了本发明的使用。
44.总之,以上所述仅为本发明的较佳实施例,凡依本发明申请专利的范围所作的均等变化与修饰,皆应属本发明的涵盖范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。