1.本发明涉及注塑装置技术领域,具体为一种智能化汽车配件注塑系统。
背景技术:
2.汽车零配件是构成汽车整体的各个单元及服务于汽车的一种产品。在汽车零配件生产的过程中,常常会用到注塑设备。
3.现有技术中,公开号为cn107825655b的中国专利文献中提出了一种用于汽车零配件生产的智能注塑设备,其通过清理机构,清扫刷来回摆动,对注塑喷头上的堆料进行扫落,防止影响之后的注塑效果,然而在实际操作时,往往会由于注塑模具上的高效冷却机构导致喷头上的堆料迅速固化,难以依靠普通清扫的清理方式将其清理干净,导致后续注塑过程中需要外部高温注塑液将喷头上的堆料融化后才能与模腔相连通,进而影响了注塑效率,虽然公开号为cn112536979a的中国专利文献提出了一种周期转换式防堵塞注塑模具用来解决注塑射嘴上的注塑余料,但是依靠磁力配合弹簧蓄力,容易在高温下丢失磁性,且对于固化的堆料清除效果并不理想。
4.此外,根据汽车配件的种类不同,若能够采用包含不同模具的统一的注塑系统进行多元化生产,则能够取消不同的注塑生产线,也会降低企业的生产成本,公开号为cn208277334u的中国专利文献提出了一种高效的三色一体注塑模具,该类注塑装置虽然能够实现多模腔选择性注塑,但是在操作时对唧咀的精准对接是一大难题,其中,公开号为cn107627537a的专利文献中公开了一种注塑机的模具回转装置,通过采用中心定轴与回转轴套相互配合的方式,促使流道对应并相互连通,但是面对批量化不同类型的配件生产时,该类装置明显不具备良好的经济效应,且如何确保制动性能的稳定发挥也增加了生产成本,因此,我们公开了一种智能化汽车配件注塑系统来满足汽车上不同类型的零部件注塑生产需求。
技术实现要素:
5.(一)解决的技术问题
6.针对现有技术的不足,本发明提供了一种智能化汽车配件注塑系统,具备智能化选择模具注塑等优点,解决了现有技术中汽车配件注塑效率低等系列问题。
7.(二)技术方案
8.为实现上述目的,本发明提供如下技术方案:一种智能化汽车配件注塑系统,包括安装架,所述安装架上设有注塑机构,所述安装架的底端设有与所述注塑机构位置相对应的输送机构,所述注塑机构包含相连接的驱动机构与注塑喷嘴,且所述注塑机构还包括相适配的固定模与滑动模,所述注塑喷嘴上设有能够清理所述注塑喷嘴内外堆料的清理组件,所述清理组件包含位于所述注塑喷嘴内可移动的清理盘,及位于所述注塑喷嘴外壁的清理管,所述清理管能利用电磁加热原理发热并设有与外部高频电流相连通的高频线圈,且所述清理管上还设有与所述注塑喷嘴外壁相适配的斜置刮刀;
9.所述注塑机构还包括用于输送注塑液的注塑管路,且所述固定模与滑动模上设有多个不同的注塑腔,所述注塑管路与所述注塑腔相连通,且所述注塑管路还包括与所述注塑喷嘴相连通的旋转接头。
10.优选地,所述安装架的顶部固定安装有两个位置相对应的电动滑轨,且两个所述电动滑轨上均滑动套接有两个位置相对应的电动滑块,且两个所述电动滑块上固定安装有所述驱动机构,所述驱动机构的输出端固定连通有所述注塑喷嘴。
11.优选地,所述安装架的顶部还固定连接有两个位置相对应的导向滑块,且两个所述导向滑块上均固定套接有同一个固定台,且两个所述导向滑块上均滑动套接有同一个滑动台,所述固定台与所述滑动台上分别转动套接有所述固定模与所述滑动模。
12.优选地,所述注塑腔包含多组相适配的注塑槽与注塑凸块,所述固定模上开设有多个均与所述固定模同轴且分布均匀所述注塑槽,且所述滑动模接近所述固定模的一侧固定安装有多个分别与对应的所述注塑槽相适配的所述注塑凸块,同一相对位置上的所述注塑槽与所述注塑凸块可形成一类注塑腔。
13.优选地,所述注塑管路还包括多个与对应的所述注塑腔相连通的分支管,所述固定模内开设有安装腔体,所述安装腔体内设有与所述旋转接头相连通的中心管,且所述中心管上还连通有多个分布均匀的所述分支管,且多个所述分支管的另一端均贯穿所述安装腔体并与对应的所述注塑腔相连通,且所述固定模的一侧固定安装有多个与对应的所述分支管相适配的分支阀门。
14.优选地,所述清理组件还包括能对清理管保温的保温管,所述旋转接头套接在所述固定模内,且所述旋转接头延伸至所述固定模外的一端在所述固定模转动时能保持固定,所述旋转接头的一端还固定套接有用于连接所述清理管的螺纹套管,所述清理管螺纹套接在所述螺纹套管上,且所述注塑喷嘴的一端滑动套接在所述清理管内并与所述旋转接头相连通,所述清理管的一端还固定套接有与所述注塑喷嘴的外壁相贴合的所述斜置刮刀,所述清理管的外壁还固定套接有所述保温管;
15.所述保温管上套接有多匝所述高频线圈,且所述高频线圈的两端连接外部高频交变电源,所述高频线圈与外部高频交变电源形成闭合回路后可产生高频交变磁场,所述注塑喷嘴的一端与所述清理管内能产生涡流并发热。
16.优选地,所述清理组件还包括固定套接在所述注塑喷嘴内的固定盘,所述注塑喷嘴内还滑动套接有与所述注塑喷嘴的一端内壁相适配的清理盘,且所述固定盘与清理盘上均开设有多个通孔,所述固定盘上的所述通孔数量与孔径均远大于所述清理盘上的所述通孔,且所述固定盘与所述清理盘之间还固定连接有同一个清理弹簧。
17.优选地,所述固定模内还安装有与所述注塑管路相适配的保温层,所述保温层用于延长所述注塑管路内的注塑液固化所需的时长,所述固定模的的一侧还固定安装有多个分布均匀的安装座,且多个所述安装座内均固定套接有与对应的所述注塑腔位置相对应的出料气缸,多个所述出料气缸的输出端均固定连接有伸缩杆,多个所述注塑槽的一侧内壁上均开设有穿孔,所述伸缩杆的另一端均贯穿所述固定模并分别延伸至对应的所述穿孔内,且多个所述伸缩杆的一端还固定连接有与所述注塑槽相适配的适配块。
18.优选地,所述滑动模上滑动套接有十字连接杆,所述固定模上开设有相互连通的十字形滑槽与限位槽,所述十字连接杆的两端均固定连接有限位帽,且所述十字连接杆的
一端贯穿所述十字形滑槽并套接在所述限位槽内;
19.所述滑动模上固定套接有多个分布均匀的导向杆,且多个所述导向杆的另一端均贯穿所述固定模并均滑动套接在所述固定模内;
20.所述固定台上还固定套接有两个位置相对应的操作气缸,且两个所述操作气缸的输出端均固定连接有气缸伸缩杆,两个所述气缸伸缩杆的另一端均固定连接在所述滑动模上。
21.优选地,所述固定模的外壁上固定套接有驱动齿圈,且所述固定台上固定安装有驱动电机,所述驱动电机的输出轴的一端延伸至所述驱动电机外并固定连接有与所述驱动齿圈相啮合的主动齿轮。
22.(三)有益效果
23.与现有技术相比,本发明提供了一种智能化汽车配件注塑系统,具备以下有益效果:
24.1、该智能化汽车配件注塑系统,通过驱动机构将熔融状态下的注塑液经过注塑喷嘴推进至旋转接头内,继而根据需要注塑的模具类型,开启对应管路上的分支阀门,进行注塑液注入并成型,伴随冷却成型后,控制驱动电机将需要出料的注塑腔位置转动至最低位置上,并控制操作气缸带动注塑凸块脱离注塑槽,继而控制对应的出料气缸运转,将成型件顶出并落置下方的输送机构上,继而实现了多种模具相互切换使用,减少注塑生产线投入的同时,实现充分智能化注塑,且无需采用现有技术逐个对接注塑接口造成误差影响。
25.2、该智能化汽车配件注塑系统,注塑过程中,还能够根据实际的注塑需求,同时开启多个注塑通道,并通过控制多个出料气缸的运行顺序,完成汽车配件的集中注塑,提高注塑效率。
26.3、该智能化汽车配件注塑系统,通过控制外部高频交变电源运转,使得高频线圈形成通电回路并产生交变磁场,从而使得注塑喷嘴的一端与清理管产生涡流并发生高温,使得注塑喷嘴的一端上的注塑液保持熔融状态,并控制注塑喷嘴向一侧移动一定距离,期间,注塑喷嘴的一端表面经过斜置刮刀的刮擦处理,完成表面清洁,继而配合电磁加热作用,对注塑喷嘴的一端注塑液堆料进行强化清理,避免因固化等原因造成清理不彻底。
27.4、该智能化汽车配件注塑系统,注塑时,清理盘被注塑液挤压至注塑喷嘴的一端,清理弹簧实现蓄力,多次注塑完成后,由于清理弹簧趋于恢复原状态,继而使得清理盘向靠近固定盘的方向移动,完成对注塑喷嘴的内壁自清洁处理,避免内部堆料固化影响后续注塑效率。
附图说明
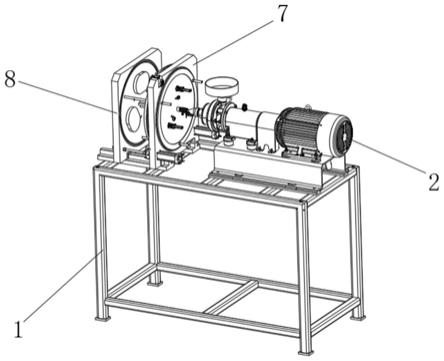
28.图1为本发明第一视角立体结构示意图;
29.图2为本发明第二视角立体结构示意图;
30.图3为本发明上部分立体结构示意图;
31.图4为本发明图3中部分另一视角立体结构示意图;
32.图5为本发明驱动机构与注塑喷嘴立体结构示意图;
33.图6为本发明图5中a处放大立体结构示意图;
34.图7为本发明部分注塑机构立体结构示意图;
35.图8为本发明图7中b处放大立体结构示意图;
36.图9为本发明部分注塑机构剖开立体结构示意图;
37.图10为本发明部分注塑机构剖开另一视角立体结构示意图;
38.图11为本发明固定台与固定模剖开立体结构示意图;
39.图12为本发明固定台与固定模剖开另一视角立体结构示意图。
40.图中:1、安装架;2、驱动机构;3、注塑喷嘴;4、电动滑轨;5、电动滑块;6、导向滑块;7、固定台;8、滑动台;9、固定模;10、滑动模;11、注塑槽;12、注塑凸块;13、中心管;14、分支阀门;15、旋转接头;16、螺纹套管;17、清理管;18、斜置刮刀;19、高频线圈;20、保温管;21、保温层;22、安装座;23、出料气缸;24、适配块;25、十字连接杆;26、限位槽;27、限位帽;28、导向杆;29、操作气缸;30、气缸伸缩杆;31、驱动齿圈;32、驱动电机;33、主动齿轮;34、固定盘;35、清理盘;36、清理弹簧。
具体实施方式
41.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
42.正如背景技术所介绍的,现有技术中存在的不足,为了解决如上的技术问题,本技术提出了一种智能化汽车配件注塑系统。
43.本技术的一种典型的实施方式中,如图1-12所示,一种智能化汽车配件注塑系统,包括安装架1,安装架1上设有注塑机构,安装架1的底端设有与注塑机构位置相对应的输送机构,注塑机构包含相连接的驱动机构2与注塑喷嘴3,且注塑机构还包括相适配的固定模9与滑动模10,注塑喷嘴3上设有能够清理注塑喷嘴3内外堆料的清理组件,清理组件包含位于注塑喷嘴3内可移动的清理盘35,及位于注塑喷嘴3外壁的清理管17,清理管17能利用电磁加热原理发热并设有与外部高频电流相连通的高频线圈19,且清理管17上还设有与注塑喷嘴3外壁相适配的斜置刮刀18;
44.注塑机构还包括用于输送注塑液的注塑管路,且固定模9与滑动模10上设有多个不同的注塑腔,注塑管路与注塑腔相连通,且注塑管路还包括与注塑喷嘴3相连通的旋转接头15。
45.进一步的,在上述方案中,安装架1的顶部固定安装有两个位置相对应的电动滑轨4,且两个电动滑轨4上均滑动套接有两个位置相对应的电动滑块5,且两个电动滑块5上固定安装有驱动机构2,驱动机构2的输出端固定连通有注塑喷嘴3,通过设置电动滑块5,便于带动注塑喷嘴3脱离旋转接头15,方便后续清理堆料。
46.作为本实施例中的一种实施方式,安装架1的顶部还固定连接有两个位置相对应的导向滑块6,且两个导向滑块6上均固定套接有同一个固定台7,且两个导向滑块6上均滑动套接有同一个滑动台8,固定台7与滑动台8上分别转动套接有固定模9与滑动模10,通过设置滑动台8,便于开启注塑腔控制出料。
47.作为本实施例中的一种实施方式,注塑腔包含多组相适配的注塑槽11与注塑凸块12,固定模9上开设有多个均与固定模9同轴且分布均匀注塑槽11,且滑动模10接近固定模9
的一侧固定安装有多个分别与对应的注塑槽11相适配的注塑凸块12,同一相对位置上的注塑槽11与注塑凸块12可形成一类注塑腔,通过设置多种类型的注塑腔,可根据实际注塑件的种类选择不同类型的注塑腔进行注塑。
48.进一步的,在上述方案中,注塑管路还包括多个与对应的注塑腔相连通的分支管,固定模9内开设有安装腔体,安装腔体内设有与旋转接头15相连通的中心管13,且中心管13上还连通有多个分布均匀的分支管,且多个分支管的另一端均贯穿安装腔体并与对应的注塑腔相连通,且固定模9的一侧固定安装有多个与对应的分支管相适配的分支阀门14,通过设置多个分支阀门14,控制中心管13与对应的注塑腔连通与否,实现不同种类的注塑件注塑要求。
49.作为本实施例中的一种实施方式,清理组件还包括能对清理管17保温的保温管20,旋转接头15套接在固定模9内,且旋转接头15延伸至固定模9外的一端在固定模9转动时能保持固定,旋转接头15的一端还固定套接有用于连接清理管17的螺纹套管16,清理管17螺纹套接在螺纹套管16上,且注塑喷嘴3的一端滑动套接在清理管17内并与旋转接头15相连通,清理管17的一端还固定套接有与注塑喷嘴3的外壁相贴合的斜置刮刀18,清理管17的外壁还固定套接有保温管20,通过设置保温管20,减缓注塑喷嘴3内的注塑液固化速度;
50.在本实施例中,保温管20上套接有多匝高频线圈19,且高频线圈19的两端连接外部高频交变电源,高频线圈19与外部高频交变电源形成闭合回路后可产生高频交变磁场,注塑喷嘴3的一端与清理管17内能产生涡流并发热,通过设置高频线圈19,对注塑喷嘴3的一端与清理管17进行电磁加热,避免内部注塑液发生固化。
51.作为本实施例中的一种实施方式,清理组件还包括固定套接在注塑喷嘴3内的固定盘34,注塑喷嘴3内还滑动套接有与注塑喷嘴3的一端内壁相适配的清理盘35,且固定盘34与清理盘35上均开设有多个通孔,固定盘34上的通孔数量与孔径均远大于清理盘35上的通孔,且固定盘34与清理盘35之间还固定连接有同一个清理弹簧36,通过设置清理盘35,在注塑时注塑液推动清理盘35位于注塑喷嘴3的一端,清理弹簧36拉长蓄力,注塑完成后,通过泄压使得清理盘35退回原位置,完成对注塑喷嘴3一端内壁的清理。
52.进一步的,在上述方案中,固定模9内还安装有与注塑管路相适配的保温层21,保温层21用于延长注塑管路内的注塑液固化所需的时长,固定模9的的一侧还固定安装有多个分布均匀的安装座22,且多个安装座22内均固定套接有与对应的注塑腔位置相对应的出料气缸23,多个出料气缸23的输出端均固定连接有伸缩杆,多个注塑槽11的一侧内壁上均开设有穿孔,伸缩杆的另一端均贯穿固定模9并分别延伸至对应的穿孔内,且多个伸缩杆的一端还固定连接有与注塑槽11相适配的适配块24,通过设置出料气缸23,使其运转推动适配块24将注塑成型的工件顶出并卸落在下方的输送机构(图中未示出)上。
53.作为本实施例中的一种实施方式,滑动模10上滑动套接有十字连接杆25,固定模9上开设有相互连通的十字形滑槽与限位槽26,十字连接杆25的两端均固定连接有限位帽27,且十字连接杆25的一端贯穿十字形滑槽并套接在限位槽26内,通过设置十字连接杆25,既能实现固定模9与滑动模10同步转动,又能方便滑动模10移动;
54.在本实施例中,滑动模10上固定套接有多个分布均匀的导向杆28,且多个导向杆28的另一端均贯穿固定模9并均滑动套接在固定模9内,通过设置导向杆28,提高了固定模9与滑动模10运行时的稳定性;
55.在本实施例中,固定台7上还固定套接有两个位置相对应的操作气缸29,且两个操作气缸29的输出端均固定连接有气缸伸缩杆30,两个气缸伸缩杆30的另一端均固定连接在滑动模10上。
56.作为本实施例中的一种实施方式,固定模9的外壁上固定套接有驱动齿圈31,且固定台7上固定安装有驱动电机32,驱动电机32的输出轴的一端延伸至驱动电机32外并固定连接有与驱动齿圈31相啮合的主动齿轮33,通过驱动电机32运转,使得主动齿轮33带动驱动齿圈31转动,实现多个注塑腔转动,方便卸料。
57.本发明工作原理:注塑时,首先将多个注塑凸块12推进至对应的注塑槽11内,完成注塑腔成型操作,其次通过驱动机构2将熔融状态下的注塑液经过注塑喷嘴3推进至旋转接头15内,继而根据需要注塑的模具类型,开启对应管路上的分支阀门14并关闭其他分支阀门14,进行注塑液注入并成型,伴随冷却成型后,控制驱动电机32运转,使得主动齿轮33带动驱动齿圈31转动,继而将需要出料的注塑腔位置转动至最低位置上,并控制操作气缸29反向运转,使得滑动台8向一侧移动,并带动注塑凸块12脱离注塑槽11,继而控制对应的出料气缸23运转,使得适配块24将成型件顶出并落置下方的输送机构上,继而实现了多种模具相互切换使用,减少注塑生产线投入的同时,实现充分智能化注塑,且无需采用现有技术逐个对接注塑接口造成误差影响,同时,还能够根据实际的注塑需求,同时开启多个注塑通道,并通过控制多个出料气缸23的运行顺序,完成汽车配件的集中注塑,提高注塑效率。
58.注塑使用一段时间后,注塑喷嘴3的一端可能发生固化影响,若不及时清理,容易影响后续注塑操作,继而控制外部高频交变电源运转,使得高频线圈19形成通电回路并产生交变磁场,从而使得注塑喷嘴3的一端与清理管17发生高温,使得注塑喷嘴3的一端上的注塑液保持熔融状态,并通过控制电动滑块5运转,使其带动驱动机构2与注塑喷嘴3向一侧移动一定距离,使得注塑喷嘴3的一端脱离旋转接头15并持续向一端移动,在移动过程中,注塑喷嘴3的一端表面经过斜置刮刀18的刮擦处理,完成表面清洁,继而配合电磁加热作用,对注塑喷嘴3的一端注塑液堆料进行强化清理,避免因固化等原因造成清理不彻底,同时,多次注塑完成后,由于清理弹簧36趋于恢复原状态,继而使得清理盘35向靠近固定盘34的方向移动,完成对注塑喷嘴3的内壁自清洁处理,避免内部堆料固化影响后续注塑效率。
59.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。