1.本实用新型涉及激光增材制造技术领域,尤其是宽带激光熔覆增材制造使用的送粉技术,具体而言涉及一种用于宽带激光熔覆增材制造的送粉装置,旨在送粉过程中对粉末进行多级卸压处理,使得粉末得以近乎自由下落到基材表面。
背景技术:
2.激光增材制造技术是先进的制造技术,被广泛应用于3d打印和再制造等生产工艺。在一些大型工件的修复,如大型轴类零件表面、大面积平面激光熔覆等场合,利用矩形的激光光斑进行宽带熔覆,能够大大提高熔覆效率,同时由于减少了搭接次数,使得熔覆层的质量也得到提高。
3.激光宽带熔覆工艺中送粉方式可分为预置式和同步式两种方式,预置式送粉是采用重力送粉,将粉末预先平铺在基材表面,然后利用激光辐照,使熔覆层材料和基体材料熔化,进而实现冶金结合。目前,预置式送粉方式中较多采用的是重力侧向送粉预置粉末,其采用送粉桶经过送粉管和送粉嘴进行载气送粉,会使粉道中间鼓起,平铺效果差,熔覆效果不佳,而且导致打印件的后期机加工余量大,加工周期长,而且浪费较多。
技术实现要素:
4.本实用新型目的在于提供一种用于宽带激光熔覆增材制造的送粉装置,旨在解决目前激光宽带熔覆侧向预置粉末送粉的粉末不均匀、不平整而导致的激光熔覆时均匀性差,熔覆后的平整性差以及机加余量大的问题。
5.根据本实用新型目的的第一方面提出一种用于宽带激光熔覆增材制造的送粉装置,包括:
6.送粉桶;
7.宽带送粉嘴,具有第一送粉槽,用以接收来自送粉桶的粉末;所述宽带送粉嘴通过第一送粉槽将粉末朝向基材表面输送,所述第一送粉槽的末端设置有第一出粉口;
8.卸压装置,与所述宽带送粉嘴成一定角度地安装在所述宽带送粉嘴的第一出粉口的下方位置,用于对从第一出粉口流出的粉末的卸压处理。
9.优选地,在粉末输送流道方向,所述卸压装置位于宽带送粉嘴与基材表面之间。
10.优选地,所述卸压装置包括级联设置的一级卸压机构和二级卸压机构,所述一级卸压机构用以对第一出粉口流出的粉末进行卸压,所述二级卸压机构设置在一级卸压机构的末端,用以对经过一级卸压机构卸压后的粉末进行二次卸压。
11.优选地,所述卸压装置与所述宽带送粉嘴之间的角度可调。
12.优选地,所述一级卸压机构包括基底以及调节块,所述基底形成有第二送粉槽,所述调节块位于第二送粉槽的起始位置并具有面对所述第一送粉槽的第一出粉口的斜面;所述二级卸压机构设置在所述第二送粉槽的末端位置。
13.优选地,所述二级卸压机构包括一u型调节块,所述u型调节块的两个侧边与第二
送粉槽的两侧固定,u型调节块的底边与所述第二送粉槽间隔一定距离,使得在第二送粉槽的末端形成第二出粉口。
14.优选地,所述第二出粉口朝向基材表面地设置,使得从第二出粉口流出的粉末自由下落到基材表面。
15.优选地,所述第二出粉口的宽度与所述第二送粉槽的宽度相同。
16.优选地,所述基底整体呈l型结构,具有形成所述第二送粉槽的底部以及一对侧边,基底的起始位置通过枢轴结构安装到宽带送粉嘴。
17.优选地,所述一对侧边分别设置有腰型孔,所述调节块通过枢轴结构安装在腰型孔内。
18.优选地,所述调节块被设置成能够在所述腰型孔内进行高度调节和/或角度调节。
19.优选地,所述调节块被设置成通过高度调节,使得所述调节块的斜面与所述第一出粉口的间隙在0.5mm~5mm。
20.优选地,所述调节块被设置成通过角度调节,以调节所述调节块的斜面与所述第一送粉槽相对角度,调节范围在90
°
~135
°
。
21.由以上技术方案,与现有技术相比,本实用新型的激光宽带熔覆送粉装置的显著的有益效果在于:
22.1)本实用新型设计级联的多级卸压装置,经过一级调节机构后,部分粉末流速变得缓慢,会直接经过第二出粉口自由落下,平铺在基材上;而经过一级卸压机构后,流速快的粉末冲过第一出粉口后,撞击二级卸压机构后卸力,然后在第二出粉口自由落下,均匀平铺基材表面;因此,通过本发明的级联的多级卸压机构,保证基本卸除粉末动力,使粉末近似自由落体地均匀平铺在基材表面,使得铺粉均匀,粉道上表面平整,上下的宽度尺寸非常接近,近似矩形,利于进行宽带激光熔覆(矩形光斑加工);
23.2)由于粉末铺粉均匀、平整,可使系统在熔覆加工时,熔覆时矩形光斑能量均匀作用到近似矩形的粉道,熔池内部粉末均匀,使得熔覆出来的组织和性能均匀,同时降低熔覆的搭接量,提高效率;熔覆层搭接处高低差距变小,表面平整性更好,减少粉末使用成本,也减少机加余量,提高了生产加工效率,节约成本;
24.3)可根据送粉量,粉末,送粉桶与宽带送粉嘴的高度差,调节一级卸压机构的送粉能力,例如可根据送粉量的多少,上下调节一级卸压机构与送粉槽底的间隙0.5mm~5mm,并能使粉末均匀分布;或者,一级卸压装置的调节块可旋转转动,可通过改变角度来控制卸压能力,调节粉末经过一级卸压调节装置后的流速。
25.应当理解,前述构思以及在下面更加详细地描述的额外构思的所有组合只要在这样的构思不相互矛盾的情况下都可以被视为本公开的实用新型主题的一部分。另外,所要求保护的主题的所有组合都被视为本公开的实用新型主题的一部分。
26.结合附图从下面的描述中可以更加全面地理解本实用新型教导的前述和其他方面、实施例和特征。本实用新型的其他附加方面例如示例性实施方式的特征和/或有益效果将在下面的描述中显见,或通过根据本实用新型教导的具体实施方式的实践中得知。
附图说明
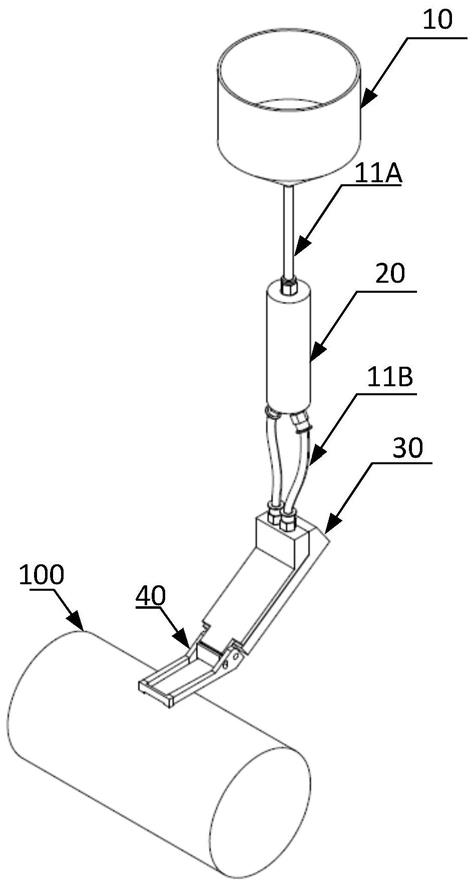
27.图1是本实用新型示例实施例用于宽带激光熔覆增材制造的送粉装置的结构示意
图。
28.图2是本实用新型示例实施例用于宽带激光熔覆增材制造的送粉装置的剖视图。
29.图3是本实用新型示例实施例用于宽带激光熔覆增材制造的送粉装置的卸压装置结构示意图。
30.图4是本实用新型示例实施例用于宽带激光熔覆增材制造的送粉装置的卸压装置的剖视图。
31.图5是本实用新型示例实施例用于宽带激光熔覆增材制造的送粉装置的卸压装置的立体视图。
32.图6是本实用新型示例性实施例的用于宽带激光熔覆增材制造的送粉装置的卸压装置的俯视图。
33.图7是本实用新型示例性实施例的用于宽带激光熔覆增材制造的送粉装置的调节块及其调节过程的示意图。
34.图8是是本实用新型示例性实施例的用于宽带激光熔覆增材制造的送粉装置的一级卸压机构及其调节过程示意图。
具体实施方式
35.为了更了解本实用新型的技术内容,特举具体实施例并配合所附图式说明如下。
36.在本公开中参照附图来描述本实用新型的各方面,附图中示出了许多说明的实施例。本公开的实施例不必定意在包括本实用新型的所有方面。应当理解,上面介绍的多种构思和实施例,以及下面更加详细地描述的那些构思和实施方式可以以很多方式中任意一种来实施,这是因为本实用新型所公开的构思和实施例并不限于任何实施方式。另外,本实用新型公开的一些方面可以单独使用,或者与本实用新型公开的其他方面的任何适当组合来使用。
37.用于宽带激光熔覆增材制造的送粉装置
38.结合图1所示示例性实施例的用于宽带激光熔覆增材制造的送粉装置,旨在用于激光宽带熔覆工艺中送粉处理,尤其是重力侧向送粉。
39.结合图1-图8所示示例的用于宽带激光熔覆增材制造的送粉装置,包括送粉桶10、分粉器20和宽带送粉嘴30。
40.送粉桶10与分粉器20之间经由第一送粉管11a连接。
41.分粉器20与宽带送粉嘴30之间经由第二送粉管11b连接。
42.如图1、2,宽带送粉嘴30的角度可以自由调节,与水平面在0~90
°
之间。
43.由此,送粉桶10内的粉末经过第一送粉管11a输送至分粉器20,分成两路,再分别经由第二送粉管11b进入到宽带送粉嘴30。结合图1、2、3所示,宽带送粉嘴30设置有2个通孔33,分别与第二送粉管11b对接,接收粉末。
44.应当理解,第一送粉管11a与第二送粉管11b可采用相同的设计,其旨在提供实现粉末输送的通道。
45.宽带送粉嘴30,用于朝向待进行熔覆加工的基材表面输送粉末。宽带送粉嘴30,尤其是指内部具有一定宽度的送粉槽的送粉机构,在本实用新型的实施例中,将宽带送粉嘴30中的送粉槽定义为第一送粉槽35。
46.结合图2、4,宽带送粉嘴30具有底部31和盖部32。前述的通孔33形成于盖部32上。第一送粉槽35形成于底部31朝向盖部的表面,并通过盖部32盖在底部31上,形成对第一送粉槽35的封闭与保护。
47.结合图4,第一送粉槽35的入口,与所述通孔33连通。第一送粉槽35设置有第一出粉口36,使得从送粉桶10送入的粉末经由第一送粉槽35的第一出粉口36流出,输送到基材100表面。
48.如图1所示,基材100为轴承。
49.结合图示,宽带送粉嘴30的下方还设置有一卸压装置40,卸压装置40与宽带送粉嘴30成一定角度地设置,并安装在宽带送粉嘴30的第一出粉口36的下方位置,用于对从第一出粉口36流出的粉末的卸压处理。
50.如图1、2所示,卸压装置40位于宽带送粉嘴30与基材表面100之间。
51.卸压装置40
52.卸压装置40整体呈l形,其一端连接到宽带送粉嘴30。在可选的实施例中,卸压装置40与宽带送粉嘴30之间采用可相互转动式安装,例如卸压装置40可相对于宽带送粉嘴30而转动,从而改变二者之间的夹角关系。
53.在一些实施例中,可根据送粉的粉末类型和/或送粉嘴10与宽带送粉嘴30之间的高度差,来调节卸压装置40与宽带送粉嘴30的夹角,以控制和调节卸压能力。
54.在可选的实施例中,调节好卸压装置40与宽带送粉嘴30的夹角之后,可通过调节螺钉等方式对二者的夹角位置予以固定。
55.结合图3-图6所示,下面更具体地描述卸压装置以及卸压过程的实现。
56.如图3所示,卸压装置40包括级联设置的一级卸压机构和二级卸压机构,一级卸压机构用以对第一出粉口36流出的粉末进行卸压,二级卸压机构设置在一级卸压机构的末端,用以对经过一级卸压机构卸压后的粉末进行二次卸压。
57.由此,结合图1、2、3所示,经过一级卸压机构后,部分粉末流速变得缓慢,会直接在出粉口自由落下,平铺在基材上;而经过一级卸压机构后,流速快的粉末冲过出粉口后,撞击二级卸压机构后卸力,然后在出粉口近似自由落体地落下,均匀平铺在基材表面;因此,通过本实用新型的级联的多级卸压机构,保证基本卸除粉末动力,使粉末近似自由落体地均匀平铺在基材表面,使得铺粉均匀,粉道上表面平整,上下的宽度尺寸非常接近,近似矩形,利于进行宽带激光熔覆。
58.结合图3-6所示实施例的卸压装置40的示例,一级卸压机构包括基底41以及调节块43,所述基底41形成有第二送粉槽46,所述调节块43位于第二送粉槽46的起始位置并具有面对所述第一送粉槽35的第一出粉口36的斜面;所述二级卸压机构设置在所述第二送粉槽46的末端位置。
59.结合图示,基底41整体呈l型结构,具有形成第二送粉槽46的底部41a以及一对侧边41b,基底41的起始位置通过枢轴结构安装到宽带送粉嘴30。如图3、4所示,一对侧边41b上均设置有安装孔42,一级卸压机构的基底41通过枢轴结构与宽带送粉嘴30的底部31的下方。
60.如图3、4,作为可选的方式,宽带送粉嘴30的底部31设置中轴,与基底41的安装孔42形成可旋转配合的装配,并可在二者角度关系确定后,通过螺钉等紧固方式进行固定。
61.结合图3、图7所示,由于二级卸压机构安装在一级卸压机构的末端,因此二者结合为一个整体,在调整一级卸压机构与宽带送粉嘴30的角度关系时,整个卸压装置以及二级卸压机构被同步调整。本实用新型的实施例中,宽带送粉嘴的底部31设置的中轴与基底41的安装孔42配合进行角度调整,角度调整范围可选在110
°
~135
°
。
62.在另外的实施例中,宽带送粉嘴的底部31与基底41之间的枢轴结构还可以采用相反的设计,即宽带送粉嘴的底部31设置的孔位,基底41上设置中轴,二者进行配合。
63.如图3-5所示,基底41的一对侧边41b分别设置有腰型孔45,调节块43通过枢轴结构安装在腰型孔45内,例如调节块43的两侧设置中轴,分别配合安装到腰型孔45,结合图8所示,可在腰型孔45限定的范围内实现调节块43的高度和/或角度调整,在调整完成之后可通过螺钉固定连接。
64.例如,调节块43被设置成能够在所述腰型孔45内进行高度调节和/或角度调节,同时调节块43被设置成通过高度调节,使得所述调节块43的斜面与所述第一出粉口36的间隙在0.5mm~5mm,以调控其过粉能力。
65.其中,调节块43被设置成通过角度调节,以调节所述调节块43的斜面与第一送粉槽35的相对角度。
66.如图7所示,其中第一送粉槽35限定一个沿着送粉方向的平面(如图7虚线所示),与调节块的斜面层一定角度。并且,调节块43在被角度调节的过程中,所调节块43的斜面始终保持与所述第一出粉口36相对设置,以保证从第一出粉口36流出的粉末(速度较快的)将通过斜面进行卸压。
67.结合图3-6所示,二级卸压机构包括一u型调节块50,所述u型调节块50的两个侧边与第二送粉槽46的两侧固定,u型调节块50的底边与所述第二送粉槽46间隔一定距离,使得在第二送粉槽46的末端形成第二出粉口48。
68.第二出粉口48朝向基材表面地设置,使得从第二出粉口48流出的粉末自由下落到基材表面。所述第二出粉口48的宽度与所述第二送粉槽46的宽度相同,宽度在1mm~4mm。
69.如前述的,经过一级卸压机构后,部分粉末流速变得缓慢,会直接在出粉口自由落下,平铺在基材上;而经过一级卸压机构后,流速快的粉末冲过出粉口后,撞击二级卸压机构后卸力,然后在出粉口近似自由落体地落下,均匀平铺在基材表面;因此,通过多级卸压机构,保证基本卸除粉末动力,使粉末近似自由落体地均匀平铺在基材表面,使得铺粉均匀。
70.激光宽带熔覆送粉控制方法
71.结合图1-8所示,根据本实用新型公开实施例的宽带激光熔覆增材制造的送粉装置,在送粉的过程中,可通过下述方式进行粉控制:
72.调节一级卸压机构,以调节其送粉能力,包括:
73.根据送粉量调节所述调节块43的高度,以调整调节块43的底部与第二送粉槽46之间的间隙;和/或
74.根据送粉桶10与宽带送粉嘴30之间的高度差类型,调整调节一级卸压机构与宽带送粉嘴30的夹角。
75.其中,一级卸压机构与宽带送粉嘴30的夹角的调整范围在90
°
~135
°
。
76.作为可选的实施例,激光宽带熔覆工艺的铺粉控制过程中,保持一级卸压机构的
调节块43与第二送粉槽46的底部的间隙距离h在0.5~5mm之间;可通过一级卸压机构的调节块43的上下调节实现间隙的调整。例如,在前述的实施例中,通过在腰型孔45内的上下调节,调节块通过其两侧的中轴配合到腰型孔45内,在调节到位后使用调节螺钉固定连接,如此实现间隙调整,调节其送粉能力。
77.在可选的实施例中,腰型孔的边缘,沿着腰线方向设置有刻度线,例如以0~5mm范围内的多个直线型的刻度标记,以表征调节的上下高度,从而利于快速的根据预设量进行调节。
78.在另外的实施例中,还可以通过其他的结构设计调整调节块的高度位置,从而调节块43与第二送粉槽46的底部的间隙距离,实现其卸压能力和送粉能力的调控。
79.例如,对于中值粒径在50-200um的粉末,包括但不限于铁基粉末、钛合金粉末、镍基粉末、钛镍粉末、不锈钢粉末、合金粉末,当送粉量在20g/min时,前述的间隙距离h通常控制在1mm左右,由此可将调节螺钉的中心调节至1mm刻度处并拧紧固定。如果送粉量在60g/min时,前述的间隙距离h则需要控制调整增大,例如控制在2-3mm,则将调节螺钉的中心调节至2-3mm刻度处并拧紧固定,以此类推。
80.由于一级卸压装置的调节块与第二送粉槽的底部之间的距离会影响送粉和过粉,距离过小,送粉量大,尽管起到卸压作用,但会造成堵粉;若距离过大,送粉量小,则一级卸压装置难以起到实质性的卸压作用。
81.因此,在多次试验的基础上,将前述的间隙距离控制在0.5~5mm之间。
82.当需要调节时,根据送粉量的大小,调节前述的间隙距离h。应当理解的是,当送粉量增大时,应当调节增大前述的间隙距离h,以在卸压的同时,提高送粉和过粉能力,防止堵塞。
83.在可选的实施例中,一级卸压机构的调节块43被设置成可进行旋转调节,即调整调节块32的斜面相对于第一送粉槽(35)的角度关系,从而控制与调节卸压能力。在实用新型的实施例中,调节块32的斜面相对于第一送粉槽(35)的角度θ控制在90
°
~135
°
之间。
84.例如,调节块43两侧设置的中轴分别与基底41上的腰型孔45配合,并通过连接螺钉固定。当需要调节角度关系时,释放连接螺钉,从而可以进行旋转转动,转动到一定角度后,再通过连接螺钉固定。应当理解,用来固定调节块的连接螺钉,与前述的调节螺钉可采用同一个螺钉设计实现。
85.在一些实施例中,前述腰型孔45的边缘还可以设置角度刻度,例如以0~360
°
范围内的多个角度刻度标记,以表征调节的角度关系,从而利于快速的根据预设量进行角度调节。
86.在一些实施例中,可根据送粉桶10与宽带送粉嘴30之间的高度差,调节前述的角度θ。使用同一种粉末,送粉桶10与宽带送粉嘴30之间的高度差越大,则要求前述的角度θ越大。例如,送粉桶10与宽带送粉嘴30之间的高度差在1m以内,前述的角度θ调节在90
°
均可使用。当送粉桶10与宽带送粉嘴30之间的高度差达到或者大于1m,则前述的角度θ需要调节到100
°
。当送粉桶10与宽带送粉嘴30之间的高度差达到或者大于1.5m,则前述的角度θ需要调节到120
°
,以此类推。
87.在一些实施例中,还可根据所使用的粉末,调节前述的角度θ。应当理解,对于同样的高度差来说,所使用的粉末的球形度越好,角度θ越大。例如,相对较好的球形度来说,可
选择在110-120
°
,对于球形度相对稍差点的,可选择90
°
使用。
88.依照本实用新型提出的激光宽带熔覆送粉控制方法,送粉桶中加入铁基粉末,将用于宽带激光熔覆增材制造的送粉装置接电源上电,在直径200mm、长度500mm的轴承(基材)表面预置铺粉,粉末铺展均匀、平整,采用长宽为28mm*3mm的矩形光斑的激光宽带熔覆系统进行激光熔覆,熔覆层的表面均匀平整,最高点和最低点高度差仅0.15mm,即机加0.15mm后就可获得较为理想的涂层结构进行使用。
89.虽然本实用新型已以较佳实施例揭露如上,然其并非用以限定本实用新型。本实用新型所属技术领域中具有通常知识者,在不脱离本实用新型的精神和范围内,当可作各种的更动与润饰。因此,本实用新型的保护范围当视权利要求书所界定者为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
