1.本发明涉及冷锻装置技术领域,具体为一种用于制造减震器套筒的冷锻装置。
背景技术:
2.冷模锻、冷挤压、冷镦等塑性加工的统称。冷锻是对物料再结晶温度以下的成型加工,是在回复温度以下进行的锻造。生产中习惯把不加热毛坯进行的锻造称为冷锻。冷锻材料大都是室温下变形抗力较小、塑性较好的铝及部分合金、铜及部分合金、低碳钢、中碳钢、低合金结构钢。冷锻件表面质量好,尺寸精度高,能代替一些切削加工。冷锻能使金属强化,提高零件的强度。
3.但目前的冷锻装置存在以下缺点:(1)每次只能锻造一个产品,锻造效率低;(2)产品的取放都需人工手动操作,不仅效率低,而且十分危险;(3)产品的输送量无法调整,导致产品大量堆积,影响锻造效率。
技术实现要素:
4.针对现有技术的不足,本发明提供了一种用于制造减震器套筒的冷锻装置,以解决现有的冷锻装置自动化程度低、锻造效率低的问题。
5.为解决上述技术问题,本发明提供如下技术方案:
6.一种用于制造减震器套筒的冷锻装置,包括输送机构、设置于输送机构一旁的多台锻造机、设置于每台锻造机一旁的抓取机构;所述输送机构包括机架、连接于机架一端的主辊筒、连接于机架另一端的副辊筒、连接于主辊筒和副辊筒上的输送带、连接于主辊筒上的副链轮、连接于机架上靠近主辊筒一侧的第一电机、连接于第一电机上的主链轮、连接主链轮和副链轮的链条;所述锻造机包括底座、连接于底座中心的承载柱、连接于底座四角的支撑柱、连接于支撑柱顶部的顶板、连接于顶板上的液压缸、连接于液压缸下端的压块,压块位于承载柱的正上方;所述抓取机构包括机械手、连接于机械手端部的夹爪。
7.优选的,所述机架的两侧连接有多个固定套,每个固定套内滑动连接有气缸,气缸的伸缩端连接有具有弹性的限流板,固定套上开设有定位孔,气缸的顶部也开设有多个定位孔,当将气缸滑动至指定位置后,通过一螺栓穿过定位孔可将气缸固定在固定套内。
8.上述技术方案,松开螺栓,可滑动气缸,以调整气缸的位置,当调整至合适位置后,拧紧螺栓,使气缸保持固定;然后通过气缸的工作,推动具有弹性的限流板向内弯折,以使输送通道变窄,从而实现对产品输送过程中流量的调整,防止产品堆积。
9.优选的,所述锻造机还包括控制柜,控制柜设置于底座的一侧,控制柜上设有多个控制按钮。
10.上述技术方案,通过控制柜可控制输送机构、锻造机、机械手有序工作。
11.优选的,所述锻造机还包括滑板,滑板滑动连接于支撑柱上,压块的顶部固定连接于滑板上;所述滑板的底部连接有多个套筒,承载柱的外围连接有与套筒匹配的导轩,滑板下降后导杆可插入套筒内。
12.上述技术方案,液压缸在推动压块下降过程中,导杆插入套筒内,可使压块的运动更加平稳,防止晃动。
13.优选的,每台锻造机靠近机械手的一侧设有带式输送机。
14.上述技术方案,产品锻造完成后,通过机械手将产品取出,并放置在带式输送机上,再通过带式输送机输送至下一环节。
15.与现有技术相比,本发明具备以下有益效果:通过输送机构输送产品,一条输送线上放置多台锻造机,每台锻造机设有一个抓取机构,锻造时通过抓取机构抓取输送机构上的产品,并将产品放置在锻造机上进行挤压,挤压成型后,再通过抓取机构将成品取出,整个过程无需人工手动操作,而且每次可对多个产品进行锻造,大大提高了工作效率,同时也降低了危险的发生。
附图说明
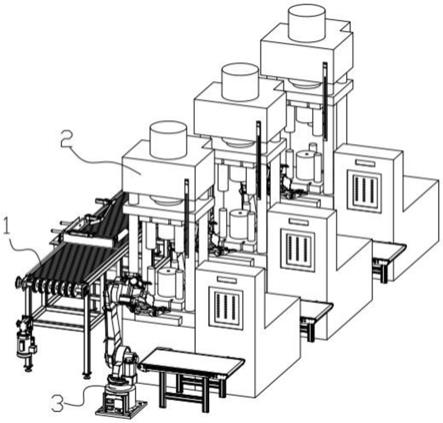
16.图1为本发明的结构示意图;
17.图2为锻造机的结构示意图;
18.图3为抓取机构的示意图;
19.图4为输送机构的示意图;
20.图5为图4的局部放大图;
21.图中:1-输送机构、101-机架、102-输送带、103-副链轮、104-第一电机、105-主链轮、2-锻造机、201-底座、202-承载柱、203-支撑柱、204-顶板、205-液压缸、206-压块、207-控制柜、208-滑板、209-套筒、210-导杆、3-抓取机构、301-机械手、302-夹爪、4-固定套、5-气缸、6-限流板、7-带式输送机。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.请参阅图1-5,一种用于制造减震器套筒的冷锻装置,包括输送机构1、设置于输送机构1一旁的多台锻造机2、设置于每台锻造机2一旁的抓取机构3;所述输送机构1包括机架101、连接于机架101一端的主辊筒、连接于机架101另一端的副辊筒、连接于主辊筒和副辊筒上的输送带102、连接于主辊筒上的副链轮103、连接于机架101上靠近主辊筒一侧的第一电机104、连接于第一电机104上的主链轮105、连接主链轮105和副链轮103的链条;所述锻造机2包括底座201、连接于底座201中心的承载柱202、连接于底座201四角的支撑柱203、连接于支撑柱203顶部的顶板204、连接于顶板204上的液压缸205、连接于液压缸205下端的压块206,压块206位于承载柱202的正上方;所述抓取机构3包括机械手301、连接于机械手301端部的夹爪302。
24.本实施例中,所述机架101的两侧连接有多个固定套4,每个固定套4内滑动连接有气缸5,气缸5的伸缩端连接有具有弹性的限流板6,固定套4上开设有定位孔,气缸5的顶部也开设有多个定位孔,当将气缸5滑动至指定位置后,通过一螺栓穿过定位孔可将气缸5固
定在固定套4内。松开螺栓,可滑动气缸5,以调整气缸5的位置,当调整至合适位置后,拧紧螺栓,使气缸5保持固定;然后通过气缸5的工作,推动具有弹性的限流板6向内弯折,以使输送通道变窄,从而实现对产品输送过程中流量的调整,防止产品堆积。
25.本实施例中,所述锻造机2还包括控制柜207,控制柜207设置于底座201的一侧,控制柜207上设有多个控制按钮。通过控制柜207内的控制器可控制输送机构1、锻造机2、机械手301有序工作。
26.本实施例中,所述锻造机2还包括滑板208,滑板208滑动连接于支撑柱203上,压块206的顶部固定连接于滑板208上。所述滑板208的底部连接有多个套筒209,承载柱202的外围连接有与套筒209匹配的导轩210,滑板208下降后导杆210可插入套筒209内。液压缸205在推动压块206下降过程中,导杆210插入套筒209内,可使压块206的运动更加平稳,防止晃动。
27.本实施例中,每台锻造机2靠近机械手301的一侧设有带式输送机7。产品锻造完成后,通过机械手301将产品取出,并放置在带式输送机7上,再通过带式输送机7输送至下一环节。
28.本发明的工作原理为:
29.通过输送机构1输送产品,在一条输送线上放置多台锻造机2,每台锻造机2设有一个抓取机构3,锻造时通过机械手301和夹爪302抓取输送机构上的产品,并将产品放置在锻造机2上,然后液压缸工作,带动压块下降,对产品进行挤压,挤压成型后,再通过抓取机构3将成品取出,然后放置在带式输送机7上,并输送至下一环节。整个过程无需人工手动操作,而且每次可对多个产品进行锻造,大大提高了工作效率,同时也降低了危险的发生。
30.上述机械手为现有技术,市场上也有大量相关产品销售,本发明不再详细描述其结构和工作原理。
31.需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
32.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。