1.本发明涉及钢片加工技术领域,具体是一种自动冲切设备。
背景技术:
2.现有的生产钢片工艺加工中,由于生产工艺的需要,钢片会先被加工成半成品,在如附图8中的产品,钢片料带(10)上的钢片(1001)的四个端角均连接有连接条(1002)与料带相连接,在对钢片进行组装作业时,需对其连接条位置进行切断后移送至其他工位进行加工,目前都是先通过冲裁模具将钢片从料带上冲裁下来,然后人工将各个钢片放在料盒料带的料盒内再移送至其他加工工位,整体加工效率较低。
技术实现要素:
3.本发明的目的在于提供一种自动冲切设备,以解决背景技术中的技术问题。
4.为实现前述目的,本发明提供如下技术方案:
5.一种自动冲切设备,包括工作台,所述工作台上安装有用于输送钢片料带的传送带,所述传送带的左右两侧分别安装有送料机构用于钢片料带的动力输送,所述传送带从右到左按照加工工序依次设有检测机构、冲切模具和边料裁切机构,所述冲切模具上方安装有搬运机械手,所述搬运机械手包括支撑座、升降驱动组件、翻转驱动组件和吸附组件,所述支撑座固定在工作台上,所述升降驱动组件安装在支撑座上,所述升降驱动组件通过连接架与翻转驱动组件驱动连接,所述连接架与支撑座滑动连接,所述翻转驱动组件安装在连接架上且与吸附组件驱动连接,所述翻转驱动组件驱动吸附组件沿着x轴方向进行翻转。
6.所述升降驱动组件包括第一驱动气缸和第一驱动板,所述第一驱动气缸固定在支撑座上,所述第一驱动板的一端与第一驱动气缸的驱动轴连接,所述第一驱动板的另一端与连接架固定连接。
7.所述翻转驱动组件包括第二驱动气缸和第二驱动板,所述第二驱动气缸安装在连接架的一侧,所述第二驱动板的一端与第二驱动气缸的驱动轴连接,所述第二驱动板与连接架滑动连接,所述第二驱动板的下方设有齿条,所述吸附组件包括连杆和安装在连杆上的若干个吸嘴,所述吸嘴与真空发生器连接进行真空吸附,所述连杆安装在连接架上,所述连杆的一端安装有齿轮,所述齿轮与齿条啮合传动。
8.所述送料机构包括第一组送料组件和第二组送料组件,所述第一组送料组件和第二组送料组件结构相同且对称安装在传送带的前后两侧,所述第一组送料组件包括第三驱动气缸、第三驱动板和送料拨爪,所述第三驱动气缸固定在传送带上,所述第三驱动板与传送带滑动连接,所述送料拨爪安装在第三驱动板上且在传送带上方,所述送料拨爪包括l型连接板、间隔块和拨料板,所述l型连接板的一端与第三驱动板固定连接,所述间隔块固定在了l型连接板的另一端,所述拨料板安装在间隔块内且与间隔块弹性连接,所述拨料板包括主板和锥形板,所述锥形板安装在主板下方,所述锥形板的尖端穿过间隔块与钢片料带
接触,所述主板的一端通过转轴与间隔块转动连接,所述主板的另一侧安装有压缩弹簧,所述压缩弹簧在间隔块与主板之间。
9.所述拨料板下方还设有限位板,所述限位板安装在传送带上,所述限位板上设有一长型的限位孔,所述锥形板穿过限位孔与钢片料带接触。
10.所述检测机构包括检测底座和安装在检测底座上方的ccd相机,所述检测底座固定在工作台上,所述ccd相机在传送带上方。
11.所述冲切模具包括上模和下模,所述上模包括上模座和上模板,所述上模板在上模座下方,所述上模板上设有若干个切刀组用于冲切钢片上的连接条,每个所述切刀组上对应设有第一通孔,所述上模板上设有第二通孔与第一通孔位置相通,所述下模从上往下包括下模板和下模座,所述下模板与上模板合模对应,所述下模座下方设有驱动下模座上下运动的动力组件,所述搬运机械手穿过第一通孔和第二通孔拿取模内钢片。
12.所述边料裁切机构包括切刀固定架、切刀和第四驱动气缸,所述切刀固定架安装在传送带上,所述第四驱动气缸固定在切刀固定架上方,所述切刀在第四驱动气缸下方且与其驱动连接,所述切刀在传送带边缘位置对传送带上的钢片料带进行裁断,所述切刀固定架的左侧还设有挡板,所述挡板为u型结构将切刀包围,所述挡板与切刀固定架固定连接。
13.与现有技术相比,本发明提供的一种自动冲切设备,采用自动输送冲切,对钢片料带上的单个钢片进行裁切,裁切完成后的钢片通过搬运机械手转运至其他工位进行后续加工,整个生产过程无需人手操控,提高生产效率。
附图说明
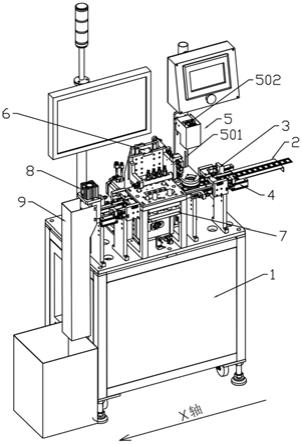
14.图1:本发明的立体结构示意图;
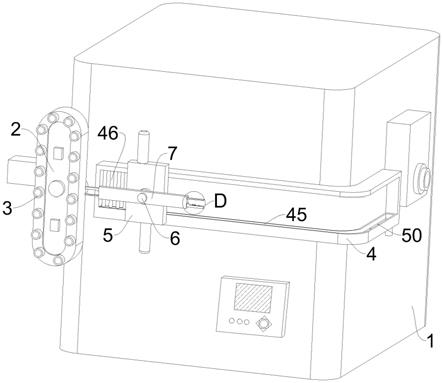
15.图2:搬运机械手立体结构示意图;
16.图3:搬运机械手另一方向立体结构示意图;
17.图4:第一组送料组件结构示意图;
18.图5:间隔块与拨料板安装结构示意图;
19.图6:边料裁切机构结构示意图;
20.图7:冲切模具结构示意图;
21.图8:本发明加工产品结构图。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
23.具体实施例1:请参阅图8,本发明实施例中使用的钢片料带10,在钢片料带10的两侧分别等距设有数个用于输送的定位孔1003,请参阅图1,本发明的一种自动冲切设备,包括工作台1,工作台1上安装有用于输送钢片料带10的传送带2,传送带2的左右两侧分别安装有送料机构用于钢片料带10的动力输送,传送带2从右到左按照加工工序依次设有检测机构5、冲切模具7和边料裁切机构8,冲切模具7上方安装有搬运机械手6。
24.请参阅图4和图5,送料机构包括第一组送料组件3和第二组送料组件4,第一组送
料组件3和第二组送料组件4结构相同且对称安装在传送带2的前后两侧,第一组送料组件3包括第三驱动气缸301、第三驱动板302和送料拨爪303,第三驱动气缸301固定在传送带2上,第三驱动板302与传送带2滑动连接,送料拨爪303安装在第三驱动板302上且在传送带2上方,送料拨爪303包括l型连接板303-1、间隔块303-2和拨料板303-4,l型连接板303-1的一端与第三驱动板302固定连接,间隔块303-2固定在了l型连接板303-1的另一端,间隔块303-2内设有一空腔303-2-1用于安装拨料板303-4,拨料板303-4安装在间隔块303-2内且与间隔块303-2弹性连接,拨料板303-4包括主板303-4-1和锥形板303-4-2,锥形板303-4-2安装在主板303-4-1下方,锥形板303-4-2的尖端穿过间隔块303-2与钢片料带10接触,主板303-4-1的一端通过转轴303-3与间隔块303-2转动连接,主板303-4-1的另一端安装有压缩弹簧303-5,压缩弹簧303-5在间隔块303-2和主板303-4-1之间,在主板303-4-1的另一端设有内凹的定位槽303-4-3用于放置压缩弹簧303-5,在拨料板303-4下方还设有限位板303-6,限位板303-6安装在传送带2上,限位板303-6上设有一长型的限位孔303-6-1,锥形板303-4-2穿过限位孔303-6-1与钢片料带10接触,锥形板303-4-2在限位孔303-6-1内滑动。由于钢片的料带上设有定位孔1003,送料拨爪303上的锥形板303-4-2插入定位孔1003内,在第三驱动板302的驱动下带动钢片料带10进行位移至设定距离,送料拨爪303复位,由于拨料板303-4与间隔块303-2为弹性连接,当拨料板303-4上的锥形板303-4-2脱离定位孔1003位置,随着反向复位的时候顺着钢片料带10表面接触滑行直至下一定位孔1003位置,进行下一轮的拨料输送。
25.请参阅图2和图3,搬运机械手6包括支撑座601、升降驱动组件602、翻转驱动组件603和吸附组件605,支撑座601固定在工作台1上,升降驱动组件602安装在支撑座601上,升降驱动组件602通过连接架604与翻转驱动组件603驱动连接,连接架604与支撑座601滑动连接,翻转驱动组件603安装在连接架604上且与吸附组件605驱动连接,翻转驱动组件603驱动吸附组件605沿着x轴方向进行翻转。
26.升降驱动组件602包括第一驱动气缸602-1和第一驱动板602-2,第一驱动气缸602-1固定在支撑座601上,第一驱动板602-2的一端与第一驱动气缸602-1的驱动轴连接,第一驱动板602-2的另一端与连接架604固定连接。
27.翻转驱动组件603包括第二驱动气缸603-1和第二驱动板603-2,第二驱动气缸603-1安装在连接架604的一侧,第二驱动板603-2的一端与第二驱动气缸603-1的驱动轴连接,第二驱动板603-2与连接架604滑动连接,第二驱动板603-2的下方设有齿条603-3,吸附组件605包括连杆605-1和安装在连杆605-1上的若干个吸嘴605-2,吸嘴605-2与真空发生器连接进行真空吸附,连杆605-1安装在连接架604上,连杆605-1的一端安装有齿轮605-3,齿轮605-3与齿条603-3啮合传动。通过升降驱动组件602驱动连接架604进行上下位移,进而带动吸附组件605上的吸嘴605-2进行上下位移拿取模具内的产品,翻转驱动组件603上的第二驱动气缸603-1带动齿条603-3在连接架604上前后移动,从而驱动齿轮605-3进行旋转运动,带动吸嘴605-2沿着连杆605-1的轴心旋转运动,从而实现吸嘴605-2上的产品上下翻转,将冲切后的钢片移送至其他工位。
28.检测机构5包括检测底座501和安装在检测底座501上方的ccd相机502,检测底座501固定在工作台1上,ccd相机502在传送带2上方对传送带2上的钢片进行拍照检测后,将数据传送至后台管理系统进行统一整理。
29.请参阅图7,冲切模具7包括上模和下模,上模包括上模座701和上模板702,上模板702在上模座701下方,上模板702上设有若干个切刀组用于冲切钢片上的连接条,每个切刀组上对应设有第一通孔701-1,上模板702上设有第二通孔702-1与第一通孔701-1位置相通,下模从上往下包括下模板703和下模座704,下模板703与上模板702合模对应,下模座704下方设有驱动下模座704上下运动的动力组件705,动力组件705采用液压缸或现有的电机与曲轴连杆605-1的驱动方式进行驱动,当钢片料带10穿过在上模板702和下模板703之间,动力组件705驱动下模板703向上运动,将钢片四周的连接条进行切断,搬运机械手6穿过第一通孔701-1和第二通孔702-1拿取模内钢片,完成一次产品冲切。
30.请参阅图6,边料裁切机构8包括切刀固定架802、切刀803和第四驱动气缸801,切刀固定架802安装在传送带2上,第四驱动气缸801固定在切刀固定架802上方,切刀803在第四驱动气缸801下方且与其驱动连接,切刀803在传送带2边缘位置对传送带2上的钢片料带10进行裁断,切刀固定架802的左侧还设有挡板9,挡板9为u型结构将切刀803包围,挡板9与切刀固定架802固定连接,通过边料裁切机构8对冲切完成后的料带进行分段裁剪收集,便于收纳。
31.工作流程:钢片料带10经过送料机构的驱动在传送带2上进行输送,先经过检测机构5进行外部检测记录在控制系统中进行管理,钢片料带10再进入冲切模具7内进行连接条的冲切,冲切完成后经搬运进行手进行吸附拿取移送至其他工位加工。
32.与现有技术相比,本发明提供的一种自动冲切设备,采用自动输送冲切,对钢片料带上的单个钢片进行裁切,裁切完成后的钢片通过搬运机械手转运至其他工位进行后续加工,整个生产过程无需人手操控,提高生产效率。
33.对于本领域技术人员而言,显然本发明不限于前述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是前述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
34.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。