1.本发明属于汽车技术领域,涉及一种车纵梁、加工方法和用途。
背景技术:
2.商用车底盘车架总成是商用车装配基体,是用来支撑、连接车辆各零部件、承受来自车辆内外各种载荷的关键总成,良好的车架总成结构和性能是降低车辆底盘自重、提高车辆可靠性和舒适性的关键因素。其中纵梁作为商用车车架总成的关键零件,在汽车上起到主要承载作用,是制约车架总成质量、成本及可靠性的瓶颈。
3.常规纵梁选材多为热轧钢板或型钢,也有基于整车轻量化考虑而采用挤压铝型材等轻质合金制造。根据车辆承载及使用情况的不同,纵梁板厚通常选用4-12mm,长度一般为2000-12000mm。根据纵向截面尺寸可分为等截面和不等截面纵梁。在具体结构上,车架总成可分为单层梁和多层梁,其中单层梁主要由左右纵梁及若干短加强板组成;多层梁则在左右纵梁内部和/或外部分别增加一层或多层加强衬梁,实现车架总成承载能力提升。在纵梁形状方面,目前常采用槽型。此外,纵梁腹面或翼面设计有大小不一的纵梁孔,用于整车各种零件或总成的安装。
4.传统车架总成采用槽型纵梁 加强衬梁 短加强板方式对车架整体加强,提升车架刚度和承载能力,但同时也增加了车架重量,提升整车成本,不利于节能降重。并且传统槽型纵梁的切口边缘与车架承载受力耦合,导致纵梁的切口边缘质量严重影响车架疲劳承载能力。
5.cn210027586u公开了一种自卸车的轻量化车架,其前部与后部折弯过渡形成变截面结构;主要由前接梁、变截面横梁、中间横梁、平衡悬挂横梁、尾横梁、左右衬梁、左右纵梁构成,左右衬梁分别固定在左右纵梁内侧,前接梁、变截面横梁、中间横梁、平衡悬挂横梁、尾横梁由前向后依次固定在左右衬梁内;变截面横梁安装在左右衬梁折弯部位,其连接部位与左右衬梁外形相匹配。该方案通过在左右纵梁内部增设左右衬梁,并在平衡悬挂横梁处增设短加强版,提升车架的扭转刚度。
6.因此,如何在保证车纵梁承载能力的同时,还具有结构简单和重量轻等特点,成为目前迫切需要解决的技术问题。
技术实现要素:
7.针对现有技术存在的不足,本发明的目的在于提供一种车纵梁、加工方法和用途,通过在车纵梁的翼面上弯折成折弯结构,使车纵梁呈现“近框式”结构,提升纵梁结构刚度及承载能力,进而实现纵梁减重及承载可靠性提升。
8.为达此目的,本发明采用以下技术方案:
9.第一方面,本发明提供了一种车纵梁,所述车纵梁包括腹板,以及位于所述腹板两侧的翼面,至少一个所述翼面远离腹板的一端呈折弯结构,所述折弯结构的弯折方向朝向所述腹板所在的一侧。
10.本发明通过对翼面远离腹板的一端设计呈折弯结构,呈现“近框式”结构,提升纵梁结构刚度及承载能力,进而实现纵梁减重及承载可靠性提升;此外,本技术还可规避传统槽型纵梁的切口边缘与车架承载受力耦合,进而导致纵梁的切口边缘质量降低车架疲劳承载能力的问题;本发明通过对纵梁结构优化进而减薄纵梁板厚实现降重降成本,且无需提升材料强度等级,具有较好成本及轻量化优势。
11.作为本发明的一个优选技术方案,所述折弯结构与翼面的夹角为0~90
°
,例如为0
°
、10
°
、20
°
、30
°
、40
°
、50
°
、60
°
、70
°
、80
°
或90
°
。当所述折弯结构与翼面夹角>90
°
时(即折弯结构弯折朝向远离腹板所在的一侧),折弯结构影响左右纵梁之间的零件安装。
12.优选地,所述折弯结构与翼面的夹角为0
°
或90
°
。需要说明的是,本发明中折弯结构与翼面的夹角为0
°
,即折弯结构弯折后与翼面平行。
13.作为本发明的一个优选技术方案,所述折弯结构的长度为翼面厚度的0~10倍,例如为0倍、1倍、2倍、3倍、4倍、5倍、6倍、7倍、8倍、9倍或10倍。
14.本发明中通过控制折弯结构的长度和翼面厚度,当折弯结构的长度过大时,例如折弯结构的长度为翼面厚度的10倍以上时,会造成折弯结构与腹板距离过近或产生干涉,最终导致折弯结构挤占纵梁内部空间,影响配合零件安装。
15.优选地,所述折弯结构的长度为翼面厚度的0~5倍,例如为0倍、0.5倍、1.0倍、1.5倍、2.0倍、2.5倍、3.0倍、3.5倍、4.0倍、4.5倍或5.0倍。
16.需要说明的是,本发明中折弯结构的长度是不包括折弯处的长度,本发明中翼面由折弯处过渡至折弯结构,为折弯结构的长度即由折弯处伸出部分的长度。
17.作为本发明的一个优选技术方案,所述折弯结构的折弯处的圆角半径为翼面厚度的0.1~20倍,例如为0.1倍、0.5倍、1倍、2倍、3倍、4倍、5倍、6倍、7倍、8倍、9倍、10倍、11倍、12倍、13倍、14倍、15倍、16倍、17倍、18倍、19倍或20倍。
18.优选地,所述折弯结构的折弯处的圆角半径为翼面厚度的0.5~5倍,例如为0.5倍、1.0倍、1.5倍、2.0倍、2.5倍、3.0倍、3.5倍、4.0倍、4.5倍或5.0倍。
19.作为本发明的一个优选技术方案,所述折弯结构呈卷边状。
20.本发明进一步地将折弯结构进行卷边处理后,一方面,提升了纵梁的结构刚度;另一方面,纵梁切口边缘“卷”入卷边内部,可规避传统槽型纵梁的切口边缘与车架承载受力耦合,进而导致纵梁的切口边缘质量降低车架疲劳承载能力的问题。
21.优选地,呈卷边状所述折弯结构的卷边圈数大于等于1,例如为1、2、3、4、5、6、7、8或9,进一步优选为1。
22.作为本发明的一个优选技术方案,呈卷边状所述折弯结构的卷边弯曲半径为翼面厚度的0.1~20倍,例如为0.1倍、0.5倍、1倍、2倍、3倍、4倍、5倍、6倍、7倍、8倍、9倍、10倍、11倍、12倍、13倍、14倍、15倍、16倍、17倍、18倍、19倍或20倍。
23.优选地,所述呈卷边状所述折弯结构的卷边弯曲半径为翼面厚度的0.5~2倍,例如为0.5倍、0.6倍、0.7倍、0.8倍、0.9倍、1.0倍、1.1倍、1.2倍、1.3倍、1.4倍、1.5倍、1.6倍、1.7倍、1.8倍、1.9倍或2.0倍。
24.作为本发明的一个优选技术方案,所述翼面和所述腹板上开设有至少一个纵梁孔。
25.优选地,所述纵梁孔的直径相同或不同。
26.需要说明的是,本发明对纵梁孔的位置和直径不做具体要求和特殊限定,本领域技术人员可根据零件组装要求,合理设置纵梁孔的位置和直径。
27.第二方面,本发明提供了一种如第一方面所述的车纵梁的加工方法,所述加工方法包括:
28.将板材加工形成腹板以及位于腹板两侧的翼面,对翼面远离腹板的一侧进行弯折形成所述的折弯结构,制备得到所述的车纵梁。
29.作为本发明的一个优选技术方案,所述车纵梁的成型方式包括辊压成型和/或冲压成型。
30.需要说明的是,本发明中腹板和翼面的结构可以是通过成型方式由板材加工得到,也可以是一体式型材结构。进一步地,本发明还可以根据纵梁外观要求进行大梁弯折,以适应不同的车架结构。
31.第三方面,本发明提供了一种如第一方面所述的车纵梁的用途,所述车纵梁用于汽车车架。
32.本发明所述的数值范围不仅包括上述例举的点值,还包括没有例举出的上述数值范围之间的任意的点值,限于篇幅及出于简明的考虑,本发明不再穷尽列举所述范围包括的具体点值。
33.与现有技术相比,本发明的有益效果为:
34.本发明通过对翼面远离腹板的一端设计呈折弯结构,呈现“近框式”结构,提升纵梁结构刚度及承载能力,进而实现纵梁减重及承载可靠性提升;此外,本技术还可规避传统槽型纵梁的切口边缘与车架承载受力耦合,进而导致纵梁的切口边缘质量降低车架疲劳承载能力的问题;本发明通过对纵梁结构优化进而减薄纵梁板厚实现降重降成本,且无需提升材料强度等级,具有较好成本及轻量化优势。
附图说明
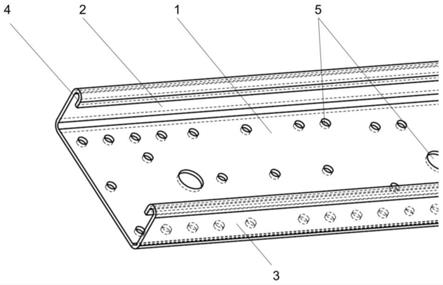
35.图1为本发明一个具体实施方式中提供的车纵梁的结构示意图;
36.图2为本发明实施例1中提供的车纵梁的截面示意图;
37.图3为本发明实施例2中提供的车纵梁的截面示意图;
38.图4为本发明实施例3中提供的车纵梁的截面示意图;
39.图5为本发明实施例4中提供的车纵梁的截面示意图;
40.图6为本发明实施例5中提供的车纵梁的截面示意图;
41.图7为本发明对比例1中提供的车纵梁的截面示意图;
42.图8为本发明一个具体实施方式中提供的车纵梁的一种加工方法;
43.图9为本发明一个具体实施方式中提供的车纵梁的一种加工方法;
44.图10为本发明一个具体实施方式中提供的车纵梁的一种加工方法。
45.其中,1-腹板;2-第一翼面;3-第二翼面;4-折弯结构;5-纵梁孔。
具体实施方式
46.需要理解的是,在本发明的描述中,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为
基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
47.需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“设置”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
48.下面通过具体实施方式来进一步说明本发明的技术方案。
49.在一个具体实施方式中,本发明提供了一种车纵梁,如图1所示,所述车纵梁包括腹板1,以及位于所述腹板1两侧的翼面,至少一个所述翼面远离腹板1的一端呈折弯结构4,所述折弯结构4的弯折方向朝向所述腹板1所在的一侧。
50.本发明通过对翼面远离腹板1的一端设计呈折弯结构4,呈现“近框式”结构,提升纵梁结构刚度及承载能力,进而实现纵梁减重及承载可靠性提升;此外,本技术还可规避传统槽型纵梁的切口边缘与车架承载受力耦合,进而导致纵梁的切口边缘质量降低车架疲劳承载能力的问题;本发明通过对纵梁结构优化进而减薄纵梁板厚实现降重降成本,且无需提升材料强度等级,具有较好成本及轻量化优势。
51.具体地,所述折弯结构4与翼面的夹角为0~90
°
优选为0
°
或90
°
。
52.具体地,所述折弯结构4的长度为翼面厚度的0~10倍,优选为0~5倍。
53.具体地,所述折弯结构4的折弯处的圆角半径为翼面厚度的0.1~20倍,优选为0.5~5倍。
54.具体地,所述折弯结构4呈卷边状。进一步地,呈卷边状所述折弯结构4的卷边圈数大于等于1,优选为1。
55.具体地,呈卷边状所述折弯结构4的卷边弯曲半径为翼面厚度的0.1~20倍,优选为0.5~2倍。
56.具体地,所述翼面和所述腹板1上开设有至少一个纵梁孔5。所述纵梁孔5的直径相同或不同。本领域技术人员可根据零件组装要求,合理设置纵梁孔5的位置和直径。
57.本发明还提供了一种上述的车纵梁的用途,所述车纵梁用于汽车车架,包括但不限于重、中、轻型商用车和/或公共汽车的车架纵梁结构。
58.在另一个具体实施方式中,本发明提供了一种上述的车纵梁的加工方法,所述加工方法包括:
59.将板材加工形成腹板1以及位于腹板1两侧的翼面,对翼面远离腹板1的一侧进行弯折形成所述的折弯结构4,制备得到所述的车纵梁。
60.进一步地,在车纵梁上进行孔加工形成纵梁孔5,例如孔加工的方式包括钻孔、模具冲孔、数控冲孔或等离子切孔,可选地,对车纵梁进行大梁弯折,其中孔加工、大梁弯折和板材成型可根据生产工艺随意调整。
61.其中,所述车纵梁的成型方式包括冲压成型(如图8所示,落料方式包括剪切落料、模具落料或切割落料等)和/或辊压成型(如图9所示,含卷料上料、开卷、校平和切头)。进一步地,车纵梁为型材,无需弯折形成两个翼面,如图10所示,直接将翼面的自由端(即远离腹板1的一端)弯折形成折弯结构4。
62.设计同样的车纵梁承重能力,承重力为170000n,具体车纵梁结构如实施例1-5和对比例1所示。
63.实施例1
64.本实施例提供了一种车纵梁,如图2所示,所述商用车纵梁包括腹板1、第一翼面2、第二翼面3、纵梁孔5和折弯结构4,腹板1、第一翼面2和第二翼面3为同一板材辊压成型,板材的厚度为6mm。
65.第一翼面2和第二翼面3均设置有折弯结构4,折弯结构4的参数如下:折弯结构4与翼面的夹角为0
°
,折弯处的内圆角半径为6mm,折弯结构4的长度为12mm。所用材料为热轧钢500l,车纵梁的重量为180kg。
66.实施例2
67.本实施例提供了一种车纵梁,如图3所示,所述商用车纵梁包括腹板1、第一翼面2、第二翼面3、纵梁孔5和折弯结构4,腹板1、第一翼面2和第二翼面3为同一板材辊压成型,板材的厚度为6mm。
68.第一翼面2和第二翼面3均设置有折弯结构4,折弯结构4的参数如下:折弯结构4与翼面的夹角为90
°
,折弯处的内圆角半径为8.4mm,折弯结构4的长度为10mm。所用材料为热轧钢500l,车纵梁的重量为164kg。
69.实施例3
70.本实施例提供了一种车纵梁,如图4所示,所述商用车纵梁包括腹板1、第一翼面2、第二翼面3、纵梁孔5和折弯结构4,腹板1、第一翼面2和第二翼面3为同一板材辊压成型,板材的厚度为6.5mm。
71.第一翼面2和第二翼面3均设置有折弯结构4,折弯结构4的参数如下:折弯结构4与翼面的夹角为90
°
,折弯处的内圆角半径为6.5mm,折弯结构4的长度为0mm。所用材料为热轧钢500l,车纵梁的重量为175kg。
72.实施例4
73.本实施例提供了一种车纵梁,如图5所示,所述商用车纵梁包括腹板1、第一翼面2、第二翼面3、纵梁孔5和折弯结构4,腹板1、第一翼面2和第二翼面3为同一板材辊压成型,板材的厚度为6.5mm。
74.第一翼面2和第二翼面3均设置有折弯结构4,折弯结构4的参数如下:折弯结构4呈卷边状,卷边圈数为1,卷边弯曲半径为6.5mm。所用材料为热轧钢500l,车纵梁的重量为206kg。
75.实施例5
76.本实施例提供了一种车纵梁,如图6所示,所述商用车纵梁包括腹板1、第一翼面2、第二翼面3、纵梁孔5和折弯结构4,腹板1、第一翼面2和第二翼面3为同一板材辊压成型,板材的厚度为6mm。
77.第一翼面2设置有折弯结构4,折弯结构4的参数如下:折弯结构4与翼面的夹角为0°
,折弯处的内圆角半径为3mm,折弯结构4的长度为12mm。所用材料为型钢q500,车纵梁的重量为164kg。
78.对比例1
79.本对比例提供了一种车纵梁,如图7所示,所述商用车纵梁包括腹板1、第一翼面2、第二翼面3和纵梁孔5,腹板1、第一翼面2和第二翼面3为同一板材辊压成型,板材的厚度为8mm,车纵梁的重量为203kg。
80.通过实施例1-5和对比例1在同一承重力下的车纵梁参数对比,可以看出,本发明通过对翼面远离腹板的一端设计呈折弯结构,呈现“近框式”结构,提升纵梁结构刚度及承载能力,进而实现纵梁减重及承载可靠性提升;此外,本技术还可规避传统槽型纵梁的切口边缘与车架承载受力耦合,进而导致纵梁的切口边缘质量降低车架疲劳承载能力的问题;本发明通过对纵梁结构优化进而减薄纵梁板厚实现降重降成本,且无需提升材料强度等级,具有较好成本及轻量化优势。
81.申请人声明,以上所述仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,所属技术领域的技术人员应该明了,任何属于本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,均落在本发明的保护范围和公开范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。