1.本发明涉及焊接技术领域,具体涉及一种用于超薄铝合金对接焊的脉冲焊接方法。
背景技术:
2.铝合金具有高塑性、高比强度、良好的耐腐蚀性能等特点,广泛应用于航空航天、铁路运输、汽车和化学工程等工业生产领域。与钢铁材料相比,铝合金导热系数大、弹性模量低以及热膨胀系数大,在焊接过程中容易产生较大的变形,降低结构的制造精度。
3.铝合金薄板焊接难度较大,容易产生烧穿及残余变形等缺陷,为了有效地控制和减小焊接变形,选用合理的焊接方式十分关键。目前焊接铝合金薄板通常采用激光焊、电子束焊或搅拌摩擦焊,然而这些焊接方法的设备投资较大,焊接成本较高。
4.因此,如何有效地控制和减小焊接变形,并且降低成本,亟待解决。
技术实现要素:
5.为解决铝合金薄板焊接时容易产生变形且焊接设备成本高的技术问题,本技术的第一个目的在于提出一种用于超薄铝合金对接焊的脉冲焊接方法,采用脉冲电弧焊工艺,使得一个脉冲周期中,基值电流阶段中焊枪的行程≤单个焊缝的长度,使得第一次焊接形成的焊缝是间断的,第二次焊接时对第一次焊接时未焊部分进行补充焊接,以此形成完整的焊缝,减少焊接变形,焊缝美观无缺陷,成本低,使得铝合金薄板无残余变形,焊接强度高。
6.本技术的第二个目的在于提出一种铝合金薄板,其根据上述的脉冲焊接方法焊接而成,无残余变形,焊接强度高,由于焊接成本低,容易实现批量生产。
7.为了达到上述第一个目的,本技术提出一种用于超薄铝合金对接焊的脉冲焊接方法,其包括以下步骤:
8.s1.采用脉冲电弧焊工艺,调整各工艺参数,使得一个脉冲周期中,基值电流阶段中焊枪的行程≤单个焊缝的长度;
9.s2.控制焊枪前进,对材料进行焊接,形成间断焊缝;
10.s3.使峰值电流阶段时焊枪作用于所述间断焊缝的未焊部位,控制焊枪移动,对材料再次进行焊接,形成完整焊缝。
11.作为一种用于超薄铝合金对接焊的脉冲焊接方法可选的实现方式,s1中各工艺参数满足其中,k为占空比,v为焊枪移动的速度,f为脉冲频率,l为单个熔宽。k相当于峰值电流阶段在一个脉冲周期中所占的比例,(1-k)相当于基值电流阶段在一个脉冲周期中所占的比例,相当于焊枪1在一个脉冲周期中所移动的距离,在峰值电流阶段时,焊枪1移动过程中材料熔融形成熔池,熔池冷却形成焊缝,单个焊缝的长度即为
峰值电流中焊枪1的行程与单个熔池的宽,因此,可以明白,的意义为,一个脉冲周期中,基值电流阶段中焊枪1的行程≤峰值电流中焊枪1的行程与单个熔池的宽的和。
12.作为一种用于超薄铝合金对接焊的脉冲焊接方法可选的实现方式,所述超薄铝合金为0.3mm~0.5mm的铝合金薄板。
13.作为一种用于超薄铝合金对接焊的脉冲焊接方法可选的实现方式,焊接时,施加引弧板用于引弧和/或熄弧,避免引弧和熄弧时烧穿工件。
14.作为一种用于超薄铝合金对接焊的脉冲焊接方法可选的实现方式,所述脉冲电弧焊包括脉冲氩弧焊。脉冲氩弧焊是用脉冲电流进行氩弧焊接的一种焊接方式,容易控制焊接热输入量,既能焊透又不会焊穿,尤其适用于薄板焊接,并且相对于激光焊、电子束焊和搅拌摩擦焊,设备投资成本低,降低焊接成本。
15.为了达到上述第二个目的,本技术还提出一种超薄铝合金,其采用上述任意所述的脉冲焊接方法制成。无残余变形,焊接强度高,由于焊接成本低,容易实现批量生产。
附图说明
16.此处所说明的附图用来提供对本发明的进一步理解,构成本发明的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
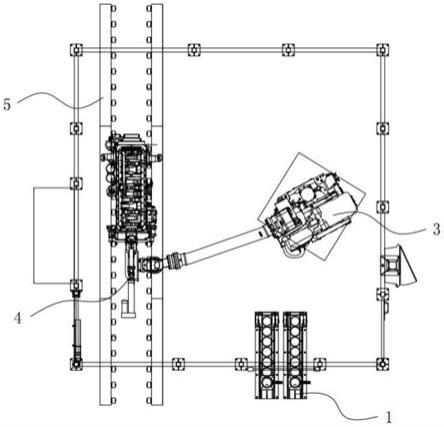
17.图1是一种用于超薄铝合金对接焊的脉冲焊接方法的一种实施例的焊接方法示意图。
18.附图标记说明:
19.1.焊枪;2.第一次焊接的焊缝;3.第二次焊接的焊缝;4.引弧板。
具体实施方式
20.为了对本发明的技术特征、目的和效果有更加清楚的理解,现对照附图说明本发明的具体实施方式,在各图中相同的标号表示结构相同或结构相似但功能相同的部件。
21.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用其他不同于在此描述的其他方式来实施,因此,本发明的保护范围并不受下面公开的具体实施例的限制。
22.本技术的超薄铝合金可以包括厚度为0.3mm~0.5mm的铝合金薄板,本领域技术人员应当理解,本方案还可以适用于其它厚度的铝合金薄板,上述厚度范围并不能对本技术造成不当限制。
23.参照图1,本技术提出一种用于超薄铝合金对接焊的脉冲焊接方法,其包括以下步骤:
24.s1.采用脉冲电弧焊工艺,调整各工艺参数,使得一个脉冲周期中,基值电流阶段中焊枪1的行程≤单个焊缝的长度;
25.作为一种可选的实施例,各工艺参数可以满足其中,k为占空比,v为焊枪1移动的速度,f为脉冲频率,l为单个熔宽。本领域技术人员可以明白,k相
当于峰值电流阶段在一个脉冲周期中所占的比例,(1-k)相当于基值电流阶段在一个脉冲周期中所占的比例,相当于焊枪1在一个脉冲周期中所移动的距离,在峰值电流阶段时,焊枪1移动过程中材料熔融形成熔池,熔池冷却形成焊缝,单个焊缝的长度即为峰值电流中焊枪1的行程与单个熔池的宽,因此,可以明白,的意义为,一个脉冲周期中,基值电流阶段中焊枪1的行程≤峰值电流中焊枪1的行程与单个熔池的宽的和。由此,通过上述工艺参数的调整,能够实现基值电流阶段中焊枪1的行程≤单次焊缝的长度,调试过程简单,容易实现。
26.选用厚度为0.3mm~0.5mm的6061铝合金薄板时,可以采用低频脉冲钨极氩弧焊接工艺,脉冲频率为2hz,占空比为45%,峰值电流为24a~32a,基值电流为3a~6a,焊接速度为10mm/s。上述选用的参数范围仅为举例说明,不能构成对本技术的不当限制。
27.s2.控制焊枪1前进,对材料进行焊接,形成间断焊缝。焊枪1移动过程中,由于脉冲电弧焊中焊接电流的波形是间断、不连续、电流大小变化的,因此,每次焊接都是断续焊接,形成的焊缝是间断的。本技术中每次焊接形成的焊缝满足一个脉冲周期中未焊部分长度≤单个焊缝的长度。参照图1,焊枪1前进,形成的第一次焊接的焊缝2是间断的。
28.s3.使峰值电流阶段时焊枪1作用于间断焊缝的未焊部位,控制焊枪1移动,对材料再次进行焊接,形成完整焊缝。第二次焊接时需要使峰值电流阶段时焊枪1作用于第一次焊接时的未焊部分,由于一个脉冲周期中单个焊缝的长度≥未焊部分长度,可以保证第二次焊接形成的焊缝可以补焊第一次焊接的未焊部分,以此通过两次焊接,可以完成焊接,形成完整的焊缝。参照图1,焊枪1返回,形成的第二次焊接的焊缝3是间断的,与第一次焊接的焊缝2连接形成完整的焊缝。
29.通过上述步骤可以实现分两次焊接得到完整的焊缝,有效地降低了铝合金薄板的焊接变形,焊接美观,强度高,可以使用于多种场合的薄板焊接,尤其适用于超薄铝合金凹型槽边框的对接焊。
30.本领域技术人员应当明白,本技术中第一次焊接和第二次焊接时焊枪1两次移动的方向可以为相反的,也可以为相同的。优选的,参照图1,两次焊接中焊枪1的移动方向相反,可以缩短焊枪1的位移,提高焊接效率。
31.作为一种用于超薄铝合金对接焊的脉冲焊接方法可选的实施例,焊接时,可以施加引弧板4用于引弧和熄弧,避免引弧和熄弧时烧穿工件。
32.作为一种用于超薄铝合金对接焊的脉冲焊接方法可选的实施例,脉冲电弧焊包括脉冲氩弧焊。脉冲氩弧焊是用脉冲电流进行氩弧焊接的一种焊接方式,容易控制焊接热输入量,既能焊透又不会焊穿,尤其适用于薄板焊接,并且相对于激光焊、电子束焊和搅拌摩擦焊,设备投资成本低,降低焊接成本。
33.本技术还提出一种超薄铝合金,其采用上述任意的脉冲焊接方法制成,无残余变形,焊接强度高,由于焊接成本低,容易实现批量生产。
34.本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。尤其,对于系统实施例而言,由于其基本相似于方法实施例,所以描述的比较简单,相关之处参见方法实施例
的部分说明即可。
35.以上仅为本发明的实施例而已,并不用于限制本发明。对于本领域技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本发明的权利要求范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。