1.本发明涉及铝制品加工设备技术领域,更具体地说,本发明涉及一种铝制品生产用挤压成型设备。
背景技术:
2.铝制品是采用铝合金为主要原料加工而成的生活用品、工业用品的统称,纯铝很软,强度不大,有着良好的延展性,可拉成细丝和轧成箔片,大量用于制造电线、电缆、无线电工业以及包装业,且在进行铝制品的生产中,常需要使用挤压成型设备进行铝制品的成型操作。
3.中国专利授权公告号cn105834292b,公告日2018年04月17日,本发明公开一种铝制品折弯成型工艺,与现有技术相比,其铝制品的折弯是通过滑块对移动座的推移使折弯杆带动铝制品一同呈一定角度偏转,进行实现铝制品的一次折弯成型,折弯步骤简便,避免传统采用冲压成型方式需进行多次冲压才实现铝制品的折弯成型而造成成型步骤繁琐的问题。
4.中国专利授权公告号cn111069385b,公告日2021年07月27日,本发明公开了一种便于取料的数控加工铝制品挤压成型装置,涉及铝制品挤压技术领域,包括安装板,所述加压机的顶部外表面焊接安装有支撑柱,所述支撑柱的顶部外表面焊接安装有安装板,该便于取料的数控加工铝制品挤压成型装置,能够更有效地对下模具起到定位作用,并且能够更有效地对铝制品起到缓冲保护作用。
5.上述现有技术方案中以及市面上常见的挤压成型设备,在进行铝板材的上下料时常还需采用手动的方式上下料,进而导致铝制品的加工效率较低,同时导致人力的浪费,且公告号cn105834292b的专利对于铝制品的加工为固定的弯折角度和形状,进而导致设备的使用价值较低,且公开号cn111069385b专利提出的缓冲结构较为复杂,不方便进行使用,同时增加设备的制造成本,因此需要提出一种铝制品生产用挤压成型设备。
技术实现要素:
6.为了克服现有技术的上述缺陷,本发明的实施例提供一种铝制品生产用挤压成型设备,通过升降结构和上料结构的设置,方便将铝板材进行自动上料处理,同时通过电动推杆、旋转卡块和转条的设置方便将下料板翻转进行铝制品的自动下料,进而避免人工进行铝板材的上下料,从而提高铝制品的生产加工效率,同时避免人力的浪费,进而解决上述背景技术中提出的问题。
7.为实现上述目的,本发明提供如下技术方案:一种铝制品生产用挤压成型设备,包括固定架板,所述固定架板的内部固定安装有液压缸,且液压缸的底部固定连接有挤压头,所述挤压头的底部固定安装有用于将铝板进行挤压成型的上模具,且上模具的底部对应设置有底座盒,所述底座盒的顶部一侧固定安装有合页,且底座盒通过合页转动连接有下料板,所述下料板的顶部固定安装有下模具;
8.所述下料板的底部固定连接有旋转卡块,且旋转卡块通过转柱转动连接有转条,所述旋转卡块的底部固定安装有用于推动下料板进行下料的电动推杆;
9.所述固定架板的一侧设置有升降结构,且升降结构的一次侧安装有用于将铝板进行上料的上料结构,所述上料结构包括固定盒,且固定盒的内部固定安装有微型电机,所述微型电机的转轴一端固定连接有旋转板,且旋转板的一侧固定连接有卡柱,所述卡柱的外部移动设置有限位环,且限位环的一侧固定连接有用于推拉的伸缩方杆,所述伸缩方杆的一侧固定安装有用于将铝板进行固定上料的固定结构,所述限位环的一侧固定安装有侧杆,且侧杆的外壁移动设置有用于限位的侧环板。
10.在一个优选地实施方式中,所述固定架板的底部与底座盒的一侧固定连接,且液压缸固定安装在固定架板的顶部内侧,所述液压缸的伸缩杆底端与挤压头的顶部固定连接,且挤压头的底部对称安装有限位柱,所述上模具通过螺栓与挤压头的底部固定安装。
11.在一个优选地实施方式中,所述下料板通过合页与底座盒转动连接,且旋转卡块固定安装在下料板的底部,所述旋转卡块转动安装在转条的两侧,且下料板通过旋转卡块和转条与电动推杆转动连接,所述电动推杆固定安装在底座盒的内部。
12.在一个优选地实施方式中,所述下料板的顶部对称安装有限位结构,且限位结构的位置对应限位柱的位置设置,所述限位结构包括卡筒,且卡筒的内底壁固定连接有挤压弹簧,所述挤压弹簧的顶端固定连接有挤压板,且挤压板通过挤压弹簧与卡筒弹性连接。
13.在一个优选地实施方式中,所述底座盒的一侧固定安装有喷雾头,且喷雾头通过水管固定连接有水泵,所述水泵通过水管固定连接有水箱,且水箱固定安装在底座盒的一侧,所述水箱的顶部固定内壁固定连接有进水管,且水箱通过水泵和水管与喷雾头相通设置。
14.在一个优选地实施方式中,所述底座盒的一侧设置有支撑板,且支撑板的顶部固定安装有限位卡板,两个所述限位卡板分别设置在铝板的相对角,且限位卡板的内壁与铝板的直角外壁相贴合设置。
15.在一个优选地实施方式中,所述升降结构包括支撑盒,且支撑盒的内部固定安装有驱动电机,所述驱动电机的转轴顶端固定连接有螺纹杆,且螺纹杆的外壁螺纹连接有移动板,所述移动板的内壁移动设置有固定杆,且固定杆对称设置在移动板的内部,所述移动板的底端固定安装在支撑盒的顶部,且螺纹杆的底端与支撑盒的内壁转动连接,所述移动板的一侧与固定盒的一侧固定连接。
16.在一个优选地实施方式中,所述微型电机固定安装在固定盒的内部,且微型电机的转轴与旋转板固定连接,且旋转板转动设置在固定盒内部,所述旋转板通过卡柱移动设置在限位环内部,且伸缩方杆固定安装在限位环的一侧中部,所述伸缩方杆的一侧外部和侧杆外部同样设置有侧环板。
17.在一个优选地实施方式中,所述侧杆对称安装在限位环的一侧,且侧杆移动设置在侧环板内部,所述侧环板固定安装在固定盒内壁。
18.在一个优选地实施方式中,所述固定结构包括固定片,且固定片的内壁固定安装有吸盘,所述吸盘对称安装在固定片的内部,所述吸盘的顶端固定连接有分管,且分管的一侧内壁固定连接有连接管,所述连接管的一端固定连接有抽气泵,所述吸盘通过分管和连接管与抽气泵固定连接,且抽气泵固定安装在升降结构的底部一侧。
19.本发明的技术效果和优点:
20.通过升降结构和上料结构的设置,方便将铝板材进行自动上料处理,同时通过电动推杆、旋转卡块和转条的设置方便将下料板翻转进行铝制品的自动下料,进而避免人工进行铝板材的上下料,从而提高铝制品的生产加工效率,同时避免人力的浪费;
21.由于上模具和挤压头之间通过螺栓安装,且下模具和下料板之间通过螺栓安装,进而方便根据生产加工需求更换上模具和下模具,从而满足多种铝制品的成型处理,进而增加挤压设备的使用价值;
22.通过限位卡板对放置的铝板材进行限位,从而方便将放置位置固定的铝板材通过上料结构进行上料,从而将铝板材放置在指定加工位置,避免铝板材放置位置偏移,进而保证铝型材加工的精度;
23.通过限位柱和限位结构的设置,增加挤压头和上模具的缓冲结构,进而避免上模具和下模具产生碰撞磨损,同时方便对上模具和下模具进行限位,保证挤压位置固定,同时缓冲限位结构较为简单,从而满足使用的同时避免设备制造成本的增加;
24.通过喷雾头、水泵和水箱的设置,在放置铝板材之前通过喷水的方式将下模具的顶部湿润,从而铝板材挤压完成后,避免铝板材与模具粘连,进而方便铝制品的脱模及下料。
附图说明
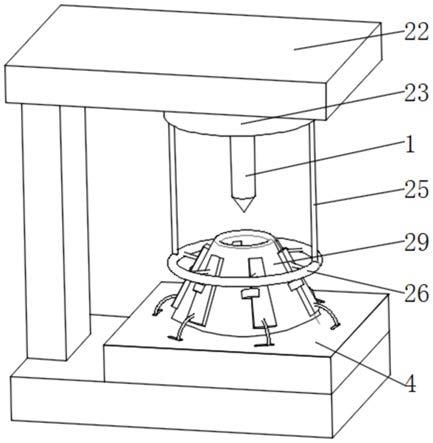
25.图1为本发明的整体结构示意图;
26.图2为本发明限位卡板和支撑板的位置结构示意图;
27.图3为本发明固定结构的连接结构示意图;
28.图4为本发明升降结构的连接结构示意图;
29.图5为本发明上料结构的内部结构示意图;
30.图6为本发明底座盒的内部结构示意图;
31.图7为本发明喷雾头和水泵的位置结构示意图;
32.图8为本发明限位结构的拆分结构示意图。
33.附图标记为:1、固定架板;2、液压缸;3、挤压头;4、上模具;5、限位柱;6、底座盒;7、合页;8、下料板;9、下模具;10、限位结构;101、卡筒;102、挤压弹簧;103、挤压板;11、喷雾头;12、水泵;13、水箱;14、旋转卡块;15、转条;16、电动推杆;17、支撑板;18、限位卡板;19、升降结构;191、支撑盒;192、驱动电机;193、螺纹杆;194、移动板;195、固定杆;20、上料结构;201、固定盒;202、微型电机;203、旋转板;204、卡柱;205、限位环;206、伸缩方杆;207、固定结构;2071、固定片;2072、吸盘;2073、分管;2074、连接管;2075、抽气泵;208、侧杆;209、侧环板。
具体实施方式
34.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
35.根据图1、图2和图8所示的一种铝制品生产用挤压成型设备,包括固定架板1,固定架板1的内部固定安装有液压缸2,且液压缸2的底部固定连接有挤压头3,挤压头3的底部固定安装有用于将铝板进行挤压成型的上模具4,且上模具4的底部对应设置有底座盒6,底座盒6的顶部一侧固定安装有合页7,且底座盒6通过合页7转动连接有下料板8,下料板8的顶部固定安装有下模具9;
36.固定架板1的底部与底座盒6的一侧固定连接,且液压缸2固定安装在固定架板1的顶部内侧,液压缸2的伸缩杆底端与挤压头3的顶部固定连接,且挤压头3的底部对称安装有限位柱5,上模具4通过螺栓与挤压头3的底部固定安装;
37.下料板8的顶部对称安装有限位结构10,且限位结构10的位置对应限位柱5的位置设置,限位结构10包括卡筒101,且卡筒101的内底壁固定连接有挤压弹簧102,挤压弹簧102的顶端固定连接有挤压板103,且挤压板103通过挤压弹簧102与卡筒101弹性连接。
38.实施方式具体为:通过上料结构20和升降结构19将铝板材放置在下模具9的顶部后,液压缸2的伸缩杆将挤压头3向下推动,进而将上模具4向下模具9挤压,从而将铝板材挤压在上模具4和下模具9之间,然后将铝板材挤压成型,且下模具9向下移动后进入卡筒101内部,从而将挤压板103向下挤压,且挤压弹簧102向下收缩,从而将挤压头3和上模具4向下的挤压力进行缓冲,同时下模具9进入限位结构10内部对挤压头3和上模具4的移动位置进行限位,且由于挤压头3和上模具4通过螺栓安装,下模具9和下料板8通过螺栓安装,进而方便根据所制铝制品进行模具更换,从而方便不同铝制品的生产加工,且液压缸2的型号为mob-400。
39.根据图1、图2、图6和图7所示的一种铝制品生产用挤压成型设备,下料板8的底部固定连接有旋转卡块14,且旋转卡块14通过转柱转动连接有转条15,旋转卡块14的底部固定安装有用于推动下料板8进行下料的电动推杆16;
40.底座盒6的一侧固定安装有喷雾头11,且喷雾头11通过水管固定连接有水泵12,水泵12通过水管固定连接有水箱13,且水箱13固定安装在底座盒6的一侧,水箱13的顶部固定内壁固定连接有进水管,且水箱13通过水泵12和水管与喷雾头11相通设置;
41.底座盒6的一侧设置有支撑板17,且支撑板17的顶部固定安装有限位卡板18,两个限位卡板18分别设置在铝板的相对角,且限位卡板18的内壁与铝板的直角外壁相贴合设置;
42.下料板8通过合页7与底座盒6转动连接,且旋转卡块14固定安装在下料板8的底部,旋转卡块14转动安装在转条15的两侧,且下料板8通过旋转卡块14和转条15与电动推杆16转动连接,电动推杆16固定安装在底座盒6的内部。
43.实施方式具体为:在放置铝板材之前,水泵12通过水管将水箱13内部的水抽出,然后通过水管将水输送至喷雾头11喷出,将下模具9的顶部喷湿,进而在铝板材进行挤压成型后,由于水的湿润,铝制品与下模具9之间不会出现粘连,然后电动推杆16将旋转卡块14和转条15向上推动,进而将旋转卡块14通过旋转柱在转条15的两端进行旋转,从而将下料板8推动,且下料板8通过合页7与底座盒6形成转动,从而将下料板8抬起,将成型的铝制品掀起下料,且下料板8的旋转角度为六十度,且由于旋转卡块14和转条15的设置方便将下料板8和电动推杆16之间形成旋转角度,进而方便下料板8地抬起。
44.根据图1和图3-5所示的一种铝制品生产用挤压成型设备,固定架板1的一侧设置
有升降结构19,且升降结构19的一次侧安装有用于将铝板进行上料的上料结构20,上料结构20包括固定盒201,且固定盒201的内部固定安装有微型电机202,微型电机202的转轴一端固定连接有旋转板203,且旋转板203的一侧固定连接有卡柱204,卡柱204的外部移动设置有限位环205,且限位环205的一侧固定连接有用于推拉的伸缩方杆206,伸缩方杆206的一侧固定安装有用于将铝板进行固定上料的固定结构207,限位环205的一侧固定安装有侧杆208,且侧杆208的外壁移动设置有用于限位的侧环板209;
45.升降结构19包括支撑盒191,且支撑盒191的内部固定安装有驱动电机192,驱动电机192的转轴顶端固定连接有螺纹杆193,且螺纹杆193的外壁螺纹连接有移动板194,移动板194的内壁移动设置有固定杆195,且固定杆195对称设置在移动板194的内部,移动板194的底端固定安装在支撑盒191的顶部,且螺纹杆193的底端与支撑盒191的内壁转动连接,移动板194的一侧与固定盒201的一侧固定连接;
46.微型电机202固定安装在固定盒201的内部,且微型电机202的转轴与旋转板203固定连接,且旋转板203转动设置在固定盒201内部,旋转板203通过卡柱204移动设置在限位环205内部,且伸缩方杆206固定安装在限位环205的一侧中部,伸缩方杆206的一侧外部和侧杆208外部同样设置有侧环板209;
47.侧杆208对称安装在限位环205的一侧,且侧杆208移动设置在侧环板209内部,侧环板209固定安装在固定盒201内壁;
48.固定结构207包括固定片2071,且固定片2071的内壁固定安装有吸盘2072,吸盘2072对称安装在固定片2071的内部,吸盘2072的顶端固定连接有分管2073,且分管2073的一侧内壁固定连接有连接管2074,连接管2074的一端固定连接有抽气泵2075,吸盘2072通过分管2073和连接管2074与抽气泵2075固定连接,且抽气泵2075固定安装在升降结构19的底部一侧。
49.实施方式具体为:在进行铝板材的上料时,首先将铝板材放置在限位卡板18内部,进而对板材的位置进行定位,从而在上料时固定板材的上料位置,吸盘2072贴合在限位卡板18内部的铝板材顶部时,抽气泵2075通过连接管2074和分管2073将吸盘2072产生吸力,从而将铝板材进行吸附,然后驱动电机192带动螺纹杆193进行旋转,从而将移动板194在螺纹杆193和固定杆195的外部移动,从而将上料结构20向上移动,从而将铝板材抬起,然后固定盒201内部的微型电机202将旋转板203带动旋转,且当旋转板203从固定盒201的左侧旋转至右侧时,参考图5,进而将卡柱204在限位环205内部移动,然后将限位环205推动至固定盒201的右侧,且伸缩方杆206在右侧的侧环板209内部移动,同时侧杆208在左侧的侧环板209的内部移动,进而方便对其进行限位,从而将固定结构207带动向上模具4的底部移动,然后将固定的铝板材移动至上模具4和下模具9之间,然后驱动电机192反向转动,将上料结构20向下移动,进而将铝板材贴合在下模具9的顶部,然后抽气泵2075停止工作,进而吸盘2072的吸力消失,从而将铝板材放置在下模具9的顶部,然后通过旋转板203的继续旋转将限位环205带动伸缩方杆206和固定结构207向左侧移动,进而将固定结构207复位至待加工板材的顶部,然后重复上述动作,且微型电机202的型号为mydjjga25-370。
50.本发明工作原理:水泵12通过水管将水箱13内部的水抽出,然后通过水管将水输送至喷雾头11喷出,将下模具9的顶部喷湿,进而在铝板材进行挤压成型后,由于水的湿润,铝制品与下模具9之间不会出现粘连,首先将铝板材放置在限位卡板18内部,进而对板材的
位置进行定位,吸盘2072贴合在待加工铝板材顶部时,抽气泵2075通过连接管2074和分管2073将吸盘2072产生吸力,从而将铝板材进行吸附,然后提供给升降结构19内部结构的使用将上料结构20向上移动,从而将铝板材抬起,然后微型电机202将旋转板203带动旋转,使得卡柱204在限位环205内部移动,进而将限位环205带动伸缩方杆206和固定结构207向上模具4的底部移动,将固定的铝板材移动至上模具4和下模具9之间,再通过升降结构19的使用将上料结构20向下移动,进而将铝板材贴合在下模具9的顶部,然后抽气泵2075停止工作,使得铝板材放置在下模具9的顶部,然后通过旋转板203的继续旋转将限位环205带动伸缩方杆206和固定结构207向外移动复位,然后液压缸2将挤压头3和上模具4向下模具9推动,从而将铝板材挤压在上模具4和下模具9之间,然后将铝板材挤压成型,且下模具9向下移动后进入限位结构10内部对挤压头3和上模具4的移动位置进行限位,同时缓冲挤压头3和上模具4的挤压力,铝板材成型后挤压头3和上模具4向上移动,然后电动推杆16将旋转卡块14和转条15向上推动,进而将下料板8通过合页7与底座盒6形成转动使得下料板8被抬起将成型的铝制品进行下料。
51.最后应说明的几点是:首先,在本技术的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变,则相对位置关系可能发生改变;
52.其次:本发明公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本发明同一实施例及不同实施例可以相互组合;
53.最后:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。