1.本发明涉及电子贴装技术领域,尤其涉及一种吸嘴成型工艺。
背景技术:
2.贴片机是电子元件贴装常用的设备,随着技术的不断发展,贴片机所用的吸嘴先后经历铝合金、不锈钢和陶瓷等材质替代凸起、凹状或者夹式金属吸嘴,但是现有中的吸嘴还是不能满足电子产品迭代升级的需要,越来越多的电子元件给现有的吸嘴增加了使用难度,现有的吸嘴在加工过程中很容易出现偏移或者裂缝等情况,这就无法保证对电子元件进行精准的贴装。
3.为了解决背景技术中存在的不足,所以本发明公开了一种吸嘴成型工艺来制备新的吸嘴。
技术实现要素:
4.发明目的:为了解决背景技术中存在的不足,所以本发明公开了一种吸嘴成型工艺。
5.技术方案:一种吸嘴成型工艺,至少包括以下内容,
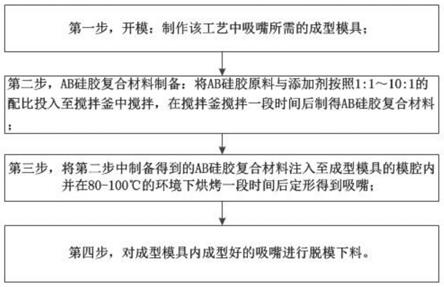
6.第一步,开模:制作该工艺中吸嘴所需的成型模具;
7.第二步,ab硅胶复合材料制备:将ab硅胶原料与添加剂按照1:1~10:1的配比投入至搅拌釜中搅拌,在搅拌釜搅拌一段时间后制得ab硅胶复合材料;
8.第三步,将第二步中制备得到的ab硅胶复合材料注入至成型模具的模腔内并在80-100℃的环境下烘烤一段时间后定形得到吸嘴;
9.第四步,对成型模具内成型好的吸嘴进行脱模下料。
10.作为本发明的一种优选方式,所述ab硅胶原料的工作温度在-55~260℃之间。
11.作为本发明的一种优选方式,所述ab硅胶原料的自粘性为2500-8000厘泊。
12.作为本发明的一种优选方式,所述添加剂为铂金催化剂材料。
13.作为本发明的一种优选方式,所述ab硅胶原料与添加剂的配比为5:1。
14.作为本发明的一种优选方式,所述ab硅胶原料与添加剂的搅拌时间为30-50分钟。
15.作为本发明的一种优选方式,第三步中模腔内的吸嘴烘烤温度为85℃。
16.作为本发明的一种优选方式,第三步中模腔内的吸嘴烘烤时间为30分钟。
17.本发明实现以下有益效果:
18.本发明制作成的吸嘴与现有的吸嘴相比,能降低生产成本,能减少磨损带来的损坏,增加了使用寿命,且在使用过程中能精准的粘接金属材质或者塑料材质的精密元器件,具有较高的稳定性以及使用价值。
附图说明
19.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本发明公开的
实施例,并于说明书一起用于解释本公开的原理。
20.图1为本发明公开的工作流程图。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
22.实施例
23.参考图1,一种吸嘴成型工艺,至少包括以下内容,
24.第一步,开模:制作该工艺中吸嘴所需的成型模具;
25.第二步,ab硅胶复合材料制备:将ab硅胶原料与添加剂按照1:1~10:1的配比投入至搅拌釜中搅拌,在搅拌釜搅拌一段时间后制得ab硅胶复合材料;在实施过程中,优选的是,添加剂为铂金催化剂材料;ab硅胶原料与添加剂的搅拌时间为30-50分钟;
26.第三步,将第二步中制备得到的ab硅胶复合材料注入至成型模具的模腔内并在80-100℃的环境下烘烤一段时间后定形得到吸嘴;在实施过程中,优选的是,模腔内的吸嘴烘烤温度为85℃,模腔内的吸嘴烘烤时间为30分钟;
27.第四步,对成型模具内成型好的吸嘴进行脱模下料。
28.在本实施例中,ab硅胶原料的工作温度在-55~260℃之间,这样制作出来的吸嘴能在多种环境下进行工作,具有较强的实用性。
29.在本实施例中,ab硅胶原料的自粘性为2500-8000厘泊,以保证制作出来的吸嘴具有较好的弹性,从而对较为复杂的电器元件进行吸附。
30.在本实施例中,ab硅胶原料与添加剂的配比为5:1,该种配比形成的ab硅胶复合材料制备的吸嘴质量较优,能制作出达到本发明理想的吸嘴。
31.依照上述实施例进行实施,本发明具有以下有益效果:
32.本发明制作成的吸嘴与现有的吸嘴相比,能降低生产成本,能减少磨损带来的损坏,增加了使用寿命,且在使用过程中能精准的粘接金属材质或者塑料材质的精密元器件,具有较高的稳定性以及使用价值。
33.上述实施例只为说明本发明的技术构思及特点,其目的是让熟悉该技术领域的技术人员能够了解本发明的内容并据以实施,并不能以此来限制本发明的保护范围。凡根据本发明精神实质所作出的等同变换或修饰,都应涵盖在本发明的保护范围之内。
技术特征:
1.一种吸嘴成型工艺,其特征在于,至少包括以下内容,第一步,开模:制作该工艺中吸嘴所需的成型模具;第二步,ab硅胶复合材料制备:将ab硅胶原料与添加剂按照1:1~10:1的配比投入至搅拌釜中搅拌,在搅拌釜搅拌一段时间后制得ab硅胶复合材料;第三步,将第二步中制备得到的ab硅胶复合材料注入至成型模具的模腔内并在80-100℃的环境下烘烤一段时间后定形得到吸嘴;第四步,对成型模具内成型好的吸嘴进行脱模下料。2.根据权利要求1所述的一种吸嘴成型工艺,其特征在于,所述ab硅胶原料的工作温度在-55~260℃之间。3.根据权利要求1所述的一种吸嘴成型工艺,其特征在于,所述ab硅胶原料的自粘性为2500-8000厘泊。4.根据权利要求1所述的一种吸嘴成型工艺,其特征在于,所述添加剂为铂金催化剂材料。5.根据权利要求1所述的一种吸嘴成型工艺,其特征在于,所述ab硅胶原料与添加剂的配比为5:1。6.根据权利要求1所述的一种吸嘴成型工艺,其特征在于,所述ab硅胶原料与添加剂的搅拌时间为30-50分钟。7.根据权利要求1所述的一种吸嘴成型工艺,其特征在于,第三步中模腔内的吸嘴烘烤温度为85℃。8.根据权利要求1所述的一种吸嘴成型工艺,其特征在于,第三步中模腔内的吸嘴烘烤时间为30分钟。
技术总结
本发明公开了一种吸嘴成型工艺,至少包括以下内容,第一步,开模:制作该工艺中吸嘴所需的成型模具;第二步,AB硅胶复合材料制备:将AB硅胶原料与添加剂按照1:1~10:1的配比投入至搅拌釜中搅拌,在搅拌釜搅拌一段时间后制得AB硅胶复合材料;第三步,将第二步中制备得到的AB硅胶复合材料注入至成型模具的模腔内并在80-100℃的环境下烘烤一段时间后定形得到吸嘴;第四步,对成型模具内成型好的吸嘴进行脱模下料,本发明制作成的吸嘴与现有的吸嘴相比,能降低生产成本,能减少磨损带来的损坏,增加了使用寿命,且在使用过程中能精准的粘接金属材质或者塑料材质的精密元器件,具有较高的稳定性以及使用价值。稳定性以及使用价值。稳定性以及使用价值。
技术研发人员:张东琴 陈先峰 衡先梅 王岩 陈兵
受保护的技术使用者:隆扬电子(昆山)股份有限公司
技术研发日:2021.12.20
技术公布日:2022/4/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。