1.本发明涉及硬质合金制备,尤其涉及一种耐腐蚀镍基硬质合金零件的制备方法。
背景技术:
2.硬质合金具有耐磨、耐腐蚀特性,广泛用作机械加工刀具、钻采工具、耐磨零件,但常用的钴作为粘结剂的硬质合金,因钴在酸碱盐环境中容易被腐蚀,造成合金耐磨性下降。因此如何在提高此类零件强度的同时提高此类材料在酸碱盐中的耐腐蚀性成为亟待解决的问题。同时现有的球磨罐在使用时外壁容易被磨损,同时当在进行不同剂量的研磨时需要选用不同型号大小的球磨罐,而就单个球磨罐来说其只能装填最大允许的量,因此给具体应用带来了诸多的问题,并且现有的球磨罐还不方便进行密封,密封效果较差,因此给球磨操作带来一定的影响。
技术实现要素:
3.本发明提供一种耐腐蚀镍基硬质合金零件的制备方法,以解决上述现有技术的不足,耐腐蚀硬质合金材料,用于制备污水处理、食品医药、钻采行业以及航海等具有酸碱盐腐蚀环境下的耐磨零件,其优良的耐磨、耐腐蚀性能,显著提高零件的使用寿命,具有较强的实用性。
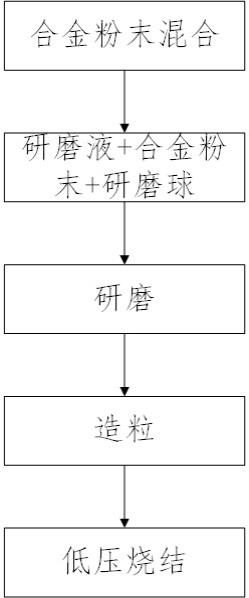
4.为了实现本发明的目的,拟采用以下技术:一种耐腐蚀镍基硬质合金零件的制备方法,包括如下步骤:步骤1,将质量分数为6-15%的ni、质量分数为0.5-2%的cr、质量分数为0.2-2%的cr3c2、质量分数为6-10%的w及质量分数为余量的wc进行混合;步骤2,将步骤1中获得的合金粉末与己烷石蜡及研磨球混合后装入研磨罐内;步骤3,通过球磨机对球磨罐内的合金粉末进行研磨混合;步骤4,通过喷雾干燥的方式进行造粒;步骤5,通过低压烧结的方式获得零件毛坯。
5.进一步地,步骤2中合金粉末与己烷石蜡的固液比为1kg:300ml。
6.进一步地,步骤2中研磨球与合金粉末的重量比为5:1。
7.进一步地,步骤3中球磨时间为48-60小时。
8.进一步地,步骤5中所得零件的硬度为89-92hra。
9.进一步地,步骤5中所得零件的横向断裂强度至少为3000mpa。
10.上述技术方案的优点在于:本发明作为耐腐蚀硬质合金材料,用于制备污水处理、食品医药、钻采行业以及航海等具有酸碱盐腐蚀环境下的耐磨零件,其优良的耐磨、耐腐蚀性能,显著提高零件的使用寿命,具有较强的实用性。
附图说明
11.图1示出了硬质合金制备流程图。
12.图2示出了球磨罐的立体结构图。
13.图3示出了中连构件的立体结构图。
14.图4示出了其中一部分端连构件的立体结构图一。
15.图5示出了其中一部分端连构件的立体结构图二。
16.图6示出了另外一部分端连构件的立体结构图三。
17.图7示出了端封构件的立体结构图一。
18.图8示出了端封构件的立体结构图二。
具体实施方式
19.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
20.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
22.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
23.术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
24.术语“平行”、“垂直”等并不表示要求部件绝对平行或垂直,而是可以稍微倾斜。如“平行”仅仅是指其方向相对“垂直”而言更加平行,并不是表示该结构一定要完全平行,而是可以稍微倾斜。
25.此外,“大致”、“基本”等用语旨在说明相关内容并不是要求绝对的精确,而是可以有一定的偏差。例如:“大致等于”并不仅仅表示绝对的等于,由于实际生产、操作过程中,难以做到绝对的“相等”,一般都存在一定的偏差。因此,除了绝对相等之外,“大致等于”还包括上述的存在一定偏差的情况。以此为例,其他情况下,除非有特别说明,“大致”、“基本”等用语均为与上述类似的含义。
26.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
27.实施例1如图1所示,一种耐腐蚀镍基硬质合金零件的制备方法,包括如下步骤:步骤1,将质量分数为6%的ni、质量分数为0.5%的cr、质量分数为0.2%的cr3c2、质量分数为6%的w进行混合及质量分数为余量的wc进行混合。
28.步骤2,将步骤1中获得的合金粉末与己烷石蜡及研磨球混合后装入研磨罐内,合金粉末与己烷石蜡的固液比为1kg:300ml,研磨球与合金粉末的重量比为5:1。
29.步骤3,通过球磨机对球磨罐内的合金粉末进行研磨混合,球磨时间为48-60小时。
30.步骤4,通过喷雾干燥的方式进行造粒。
31.步骤5,通过低压烧结的方式获得零件毛坯,所得零件的硬度为92hra,所得零件的横向断裂强度至少为3000mpa,密度为14.9 g/cm
³
。
32.实施例2如图1所示,一种耐腐蚀镍基硬质合金零件的制备方法,包括如下步骤:步骤1,将质量分数为10.5%的ni、质量分数为1.25%的cr、质量分数为1.1%的cr3c2、质量分数为8%的w进行混合及质量分数为余量的wc进行混合。
33.步骤2,将步骤1中获得的合金粉末与己烷石蜡及研磨球混合后装入研磨罐内,合金粉末与己烷石蜡的固液比为1kg:300ml,研磨球与合金粉末的重量比为5:1。
34.步骤3,通过球磨机对球磨罐内的合金粉末进行研磨混合,球磨时间为48-60小时。
35.步骤4,通过喷雾干燥的方式进行造粒。
36.步骤5,通过低压烧结的方式获得零件毛坯,零件的硬度为91hra,零件的横向断裂强度至少为3000mpa,密度为14.2 g/cm
³
。
37.实施例3如图1所示,一种耐腐蚀镍基硬质合金零件的制备方法,包括如下步骤:步骤1,将质量分数为15%的ni、质量分数为2%的cr、质量分数为2%的cr3c2、质量分数为10%的w进行混合及质量分数为余量的wc进行混合。
38.步骤2,将步骤1中获得的合金粉末与己烷石蜡及研磨球混合后装入研磨罐内,合金粉末与己烷石蜡的固液比为1kg:300ml,研磨球与合金粉末的重量比为5:1。
39.步骤3,通过球磨机对球磨罐内的合金粉末进行研磨混合,球磨时间为48-60小时。
40.步骤4,通过喷雾干燥的方式进行造粒;步骤5,通过低压烧结的方式获得零件毛坯,所得零件的硬度为89-92hra,所得零件的横向断裂强度至少为3000mpa,密度为13.7g/cm
³
。
41.实施例1-3中所使用的镍充当着粘结剂的作用,在进行烧结的过程中,镍填充在各个硬质颗粒的间隙或者空位中,从而将各个硬质颗粒粘结在一起,从而提高了烧结后整个合金零件的密实程度,并且镍的使用还能提高整个合金零件的抗腐蚀能力,其中铬和钨的加入提高了硬质合金的耐腐蚀性能,同时铬和钨还起到了细化晶粒,提高整个合金零件强度性能的作用,而其中的碳化钨作为硬质相,不容易熔融,因此在烧结的过程中为晶粒生长提供了异质核心降低了晶粒生长时所需的能量,并且在磨损的过程中,碳化钨作为抗磨骨架能够极大地增强整个合金零件的抗磨性能,当然碳化钨的存在也提高了整个合金的硬度。
42.实施例4
如图2所示,本实施例提供了一种球磨罐,作为上述实施例1至实施例3的球磨容器,其包括中连构件1、端连构件2及端封构件3,中连构件1的数量为一个。端连构件2的数量为一对,且分别设于中连构件1的两端。端封构件3的数量为一对,且分别设于端连构件2的另一端,且用于端连构件2端部的密封。本实施例中所涉及到的球磨罐为可分离拆卸式设计,从而方便根据所研磨的量进行调节。
43.如图3所示,中连构件1包括中筒10,中筒10的两端均设有第一法兰11,第一法兰11端部均成形有外环110,外环110的内壁呈圆周阵列地成形有凸块111,第一法兰11的端部均还设有第一密封环112,第一密封环112位于外环110内,第一密封环112内侧壁的截面为弧形结构,第一密封环112外侧壁的截面为平直结构,中筒10的外壁呈圆周阵列地设有多对转动座12,每对转动座12之间均设有转动帽13,每个转动帽13的两端均设有内拉丝杆14,位于同一个转动帽13上的内拉丝杆14的螺纹旋向相反,内拉丝杆14的外侧端均设有内拉座15,内拉座15的外侧端均设有内拉连板16,内拉连板16的外侧端均设有凸形板17,凸形板17上均开设有一对定位孔170。其中,中筒10的长度可根据实际需要进行选择,从而方便进行不同容量球磨罐的拼接操作,从而扩大了应用范围。
44.如图4-图6所示,端连构件2包括边筒20,边筒20的一端成形有第二法兰21,边筒20的另一端成形有第三法兰200,第二法兰21的端部开设有内嵌环槽210,内嵌环槽210的槽底成形有多个等腰梯形槽211,第三法兰200的端部成形有内密封环槽212,第三法兰200的端部还成形有外密封环槽213,内密封环槽212内壁的截面呈弧形结构,内密封环槽212外壁的截面呈平直结构,且第一密封环112穿于内密封环槽212内,外密封环槽213的内壁呈圆周阵列地开设有内凹槽214,凸块111与内凹槽214一一对应,且凸块111穿于与其对应的内凹槽214内,外环110穿于外密封环槽213内,第三法兰200的外壁呈圆周阵列地成形有连接支板22,连接支板22的内壁均开设有限位槽220,限位槽220内均设有一对定位杆221,凸形板17穿于限位槽220内,且定位杆221均穿于定位孔170,第二法兰21的外壁呈圆周阵列地成形有装配钩23,边筒20的外壁呈圆周阵列地设有多个内衬弧板24,内衬弧板24的外壁均开设有弧槽,内衬弧板24上套设有石墨环26,内衬弧板24的两端侧壁均成形有固定凸板25,固定凸板25通过螺钉固定于边筒20上。
45.其中,为了提高边筒20和中筒10之间的密封效果,因此将第一密封环112穿于内密封环槽212内并将外环110穿于外密封环槽213内,其中为了显著地提高边筒20和中筒10之间的密封效果将内密封环槽212内壁的截面设计为弧形结构,内密封环槽212外壁的截面设计为平直结构,并且将第一密封环112内侧壁的截面设计为弧形结构,第一密封环112外侧壁的截面设计为平直结构,其中起到强化密封效果的关键位置为内密封环槽212的内壁与第一密封环112的内壁,首先弧形结构将使得内密封环槽212与第一密封环112的接触面积增大,从而相应地提高密封效果,同时弧形结构配合紧密程度远优于平直面的紧密程度,因此相应的也提高了密封效果。
46.其中,凸块111与内凹槽214的设置当边筒20和中筒10连接完成后,在进行球磨的过程中边筒20和中筒10之间发生相对较小的位移,从而对边筒20和中筒10的密封效果造成影响,并且凸块111与内凹槽214的设置还提高了边筒20和中筒10之间的接触面积,从而也提高了两者的密封效果。
47.其中,当在进行边筒20和中筒10的连接时,将凸形板17嵌入限位槽220内,并且将
定位杆221穿设在定位孔170中,而后通过转动帽13对内拉丝杆14进行转动,当内拉丝杆14在进行转动时,将通过凸形板17带动两个边筒20向中筒10靠近,并最终完成中筒10和边筒20之间的连接操作,通过这种方式方便中筒10和边筒20之间的拆卸和组装操作,同时,其中的定位杆221和定位孔170以及凸形板17和限位槽220的使用,避免在研磨的过程中,边筒20和中筒10之间发生相对活动,从而对两者的密封效果造成影响,也就是说间接的提高了两者之间的密封效果。
48.其中,石墨环26在进行研磨的过程中,能够降低磨损程度,同时在研磨时起着润滑的作用,同时石墨环26设置在内衬弧板24,同时为了提高对石墨环26的限位作用,因此,在内衬弧板24上设置了弧槽。
49.如图7-图8所示,端封构件3包括封盘30,封盘30的内壁成形有密封凸环300,密封凸环300的另一端成形有多个等腰梯形密封环301,密封凸环300穿于内嵌环槽210内,等腰梯形密封环301均穿于等腰梯形槽211内,封盘30的外壁安装有安装板31,安装板31上安装有外拉丝杆32,外拉丝杆32上设有外拉丝套33,外拉丝套33的外侧端设有外拉转动帽330,外拉丝套33外套设有外拉盘34,外拉盘34的外壁成圆周阵列地设有多对连接头35,每对连接头35的外侧端均设有转动销36,转动销36上均设有外拉板37,外拉板37的另一端均设有外拉框38。
50.其中,为了提高封盘30和边筒20之间的密封效果,因此设置了与内嵌环槽210匹配的密封凸环300,并且为了进一步地提高密封效果还设置了与等腰梯形槽211匹配的等腰梯形密封环301。
51.其中,当在进行边筒20的端部密封时,转动外拉板37,并使得外拉框38套设在装配钩23上,接着通过外拉转动帽330进行外拉丝套33的转动,并使得外拉丝杆32带动封盘30沿其轴向向内运动,并最终完成对边筒20的端部封堵作用,这种封堵方式方便操作,且封堵的作用力较为均匀。
52.本实施例在使用时,先根据上述实施例1-3中合金粉末的量、及合金粉末与研磨球的混合比、及合金粉末与己烷石蜡的固液比选择边筒20的长度;接着将凸形板17嵌入限位槽220内,并通过转动内拉丝杆14使得边筒20与中筒10形成密封连接;然后通过其中一个端封构件3对其中一个边筒20的外侧端进行密封;而后将合金粉末及己烷石蜡及研磨球加入至一端通过端封构件3的球磨罐内;接着通过另外一个端封构件3对另外一个边筒20的外侧端进行密封;最后进行合金粉末的研磨混合。
53.以上所述仅为本发明的优选实施例,并不用于限制本发明,显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
