1.本实用新型涉及慢走丝机床加工领域,具体涉及一种以零件外圆为定位基准、可直接找正夹具定位尺寸作为加工基准的慢走丝夹具。
背景技术:
2.慢走丝机床加工前需拉直找正零件或夹具从而建立加工坐标系。当零件加工基准为零件外圆时,常规慢走丝夹具设计成筒状,以夹具定位内孔与零件外圆配合进行x、y方向定位,夹具孔内的底面与零件端面接触进行z向定位,形成完全约束。该常规慢走丝夹具因夹具孔内底面的存在而无法穿丝找正定位内孔确定加工坐标系原点,只能另设一个找正内孔,实测找正内孔和定位内孔的相对位置坐标,才能确定零件的准确位置。该方法无法消除实测误差、人工拉直方向误差带来的影响,当零件加工精度较高时,易导致零件加工超差。
技术实现要素:
3.本实用新型目的:
4.本实用新型提供的一种以零件外圆为定位基准、同时又能够直接找正夹具定位内孔的慢走丝夹具。该夹具有效地消除了实测误差、人工拉直方向误差带来的影响,提高了零件的加工精度。
5.本实用新型的技术方案:
6.一种以零件外圆为定位基准的慢走丝夹具,包括底座,定位环,螺母,拉杆,压紧螺钉,压板,所述的定位环为柱状,内部设有与零件外圆相配的定位内孔,所述的内孔内壁圆周面上设置有若干个均布的让位槽,所述的让位槽用于躲避慢走丝机床金属丝,所述的定位环外圆柱面上有至少两个均布的螺纹孔,所述的螺纹孔内设置压紧螺钉,所述的定位环与底座连接;所述的底座上设有通孔,底座的通孔和定位环的定位孔位置相对应,使用时,零件放置在定位环的定位孔中,所述的拉杆为阶梯轴结构,自上而下分别为柱状结构、圆盘、螺纹长轴,拉杆穿入到零件内孔之中,零件上端面与拉杆的圆盘端面接触,拉杆的螺纹长轴穿过压板的通孔,使压板端面与零件下端面接触,将螺母旋入到拉杆的螺纹长轴上,将拉杆、零件、压板压实。
7.进一步,所述的定位环下端设有法兰盘,定位环通过法兰盘与底座连接。
8.进一步,所述的底座上的通孔直径比定位环上的定位孔直径大,确保定位环的定位孔下没有实体。
9.进一步,所述的拉杆为阶梯轴结构,自上而下分别是柱状带网纹结构、直径比定位环定位孔大的圆盘,和下端带有螺纹、可安装在零件内孔中的螺纹长轴。
10.进一步,压板为板状,外轮廓比零件待加工尺寸小,其上设有通孔,通孔直径比拉杆的螺纹长轴直径大,拉杆螺纹长轴穿过压板的通孔,螺母安装在拉杆的螺纹长轴上。
11.进一步,底座的通孔周围设有数个螺纹孔,螺纹孔与定位环法兰盘上通孔的数量相同、位置相对应,使用螺钉和圆柱销将底座和定位环连接在一起。
12.进一步,压紧螺钉自上而下的结构分别为正六边体、螺桩和半球结构,压紧螺钉安装在定位环外圆柱面的螺纹孔上。
13.本实用新型的有益效果:
14.本实用新型提供的一种以零件外圆为定位基准、同时又能够直接找正夹具定位内孔的慢走丝夹具。该夹具有效地消除了实测误差、人工拉直方向误差带来的影响,提高了零件的加工精度。
附图说明
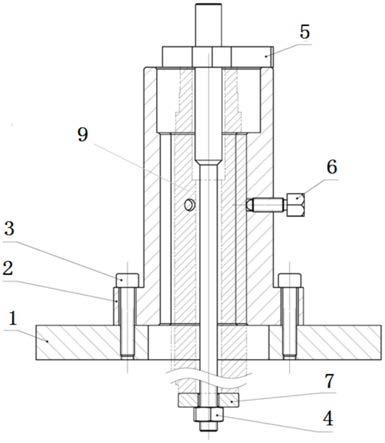
15.图1为本发明的结构剖视图;
16.图2为本发明的结构俯视图;
17.图3为本发明的结构轴测图;
18.其中:1.底座2.定位环3.螺钉4.螺母5.拉杆6.压紧螺钉7.压板8.圆柱销,9.零件,10.让位槽。
具体实施方式
19.如图1-3所示,一种以零件外圆为定位基准的慢走丝夹具,包括底座1,定位环2,螺钉3,螺母4,拉杆5,压紧螺钉6,压板7,圆柱销8,所述的定位环2为柱状,内部设有与零件9外圆相配的定位内孔,所述的内孔内壁圆周面上设置有若干个均布的让位槽10,所述的让位槽10用于躲避慢走丝机床金属丝,所述的定位环2外圆柱面上有至少两个均布的螺纹孔,所述的螺纹孔内设置压紧螺钉6,压紧螺钉6自上而下的结构分别为正六边体、螺桩和半球结构,压紧螺钉6安装在定位环2柱面的螺纹孔上,所述的定位环2下端设有法兰盘,底座1的通孔周围设有数个螺纹孔,螺纹孔与定位环2法兰盘上通孔的数量相同、位置相对应,螺钉3和圆柱销8将底座1和定位环2连接在一起,所述的底座1为板状,其上设有通孔,底座1的通孔和定位环2的定位孔位置相对应,底座1上的通孔直径比定位环2上的定位孔直径大,确保定位环2的定位孔下没有实体,所述的拉杆5为阶梯轴结构,自上而下分别是柱状带网纹结构、直径比定位环2定位孔大的圆盘,和下端带有螺纹、可安装在零件内孔中的螺纹长轴,拉杆5穿入到零件9内孔之中,零件9上端面与拉杆5的圆盘端面接触,压板7的通孔穿到拉杆5底端上,使压板7端面与零件9下端面接触,将螺母4旋入到拉杆5上,确保拉杆5、零件9、压板7压实,压板7为板状,外轮廓比零件9待加工尺寸小,其上设有通孔,通孔直径比拉杆5的螺纹长轴大径大。
20.使用时,首先将拉杆5穿入到零件9内孔之中,零件9上端面与拉杆5圆盘端面接触。将压板7的通孔穿到拉杆5上,使压板7一端端面与零件9下端面接触。将螺母4旋入到拉杆5上,确保拉杆5、零件9、压板7压实。将底座 1、定位环2、螺钉3、圆柱销8、压紧螺钉6安放到慢走丝机床的合适位置,用慢走丝机床的金属丝找正定位环2的定位孔位置,确定加工坐标系原点,同时拉直x或y方向。将拉杆5、零件9、压板7、螺母4一同放入到定位环2 的定位孔中,在重力的作用下拉杆5的端面与定位环2的端面完全接处。同时旋转对称的压紧螺钉压实零件,确保零件无法绕轴向旋转。
21.上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种非实质性的改
进,或未经改进将本实用新型的构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
技术特征:
1.一种以零件外圆为定位基准的慢走丝夹具,其特征在于:包括底座(1),定位环(2),螺母(4),拉杆(5),压紧螺钉(6),压板(7),所述的定位环(2)为柱状,内部设有与零件(9)外圆相配的定位内孔,所述的内孔内壁圆周面上设置有若干个均布的让位槽(10),所述的让位槽(10)用于躲避慢走丝机床金属丝,所述的定位环(2)外圆柱面上有至少两个均布的螺纹孔,所述的螺纹孔内设置压紧螺钉(6),所述的定位环(2)与底座(1)连接;所述的底座(1)上设有通孔,底座(1)的通孔和定位环(2)的定位孔位置相对应,使用时,零件(9)放置在定位环(2)的定位孔中,所述的拉杆(5)为阶梯轴结构,自上而下分别为柱状结构、圆盘、螺纹长轴,拉杆(5)穿入到零件(9)内孔之中,零件(9)上端面与拉杆(5)的圆盘端面接触,拉杆(5)的螺纹长轴穿过压板(7)的通孔,使压板(7)端面与零件(9)下端面接触,将螺母(4)旋入到拉杆(5)的螺纹长轴上,将拉杆(5)、零件(9)、压板(7)压实。2.根据权利要求1所述的一种以零件外圆为定位基准的慢走丝夹具,其特征在于:所述的定位环(2)下端设有法兰盘,定位环(2)通过法兰盘与底座(1)连接。3.根据权利要求1所述的一种以零件外圆为定位基准的慢走丝夹具,其特征在于:所述的底座(1)上的通孔直径比定位环(2)上的定位孔直径大,确保定位环(2)的定位孔下没有实体。4.根据权利要求1所述的一种以零件外圆为定位基准的慢走丝夹具,其特征在于:所述的拉杆(5)为阶梯轴结构,自上而下分别是柱状带网纹结构、直径比定位环(2)定位孔大的圆盘,和下端带有螺纹、可安装在零件(9)内孔中的螺纹长轴。5.根据权利要求1所述的一种以零件外圆为定位基准的慢走丝夹具,其特征在于:压板(7)为板状,外轮廓比零件(9)待加工尺寸小,其上设有通孔,通孔直径比拉杆(5)的螺纹长轴直径大,拉杆(5)螺纹长轴穿过压板(7)的通孔,螺母(4)安装在拉杆(5)的螺纹长轴上。6.根据权利要求1所述的一种以零件外圆为定位基准的慢走丝夹具,其特征在于:底座(1)的通孔周围设有数个螺纹孔,螺纹孔与定位环(2)法兰盘上通孔的数量相同、位置相对应,使用螺钉(3)和圆柱销(8)将底座(1)和定位环(2)连接在一起。7.根据权利要求1所述的一种以零件外圆为定位基准的慢走丝夹具,其特征在于:压紧螺钉(6)自上而下的结构分别为正六边体、螺桩和半球结构,压紧螺钉(6)安装在定位环(2)外圆柱面的螺纹孔上。
技术总结
本实用新型提供一种以零件外圆为定位基准的慢走丝夹具,包括底座,定位环,螺母,拉杆,压紧螺钉,压板,定位环为柱状,内部设有与零件外圆相配的定位内孔,内孔内壁圆周面上设置有若干个均布的让位槽,让位槽用于躲避慢走丝机床金属丝,定位环外圆柱面上有至少两个均布的螺纹孔,螺纹孔内设置压紧螺钉,定位环与底座连接;底座上设有通孔,底座的通孔和定位环的定位孔位置相对应,使用时,零件放置在定位环内孔中,拉杆为阶梯轴结构,自上而下分别柱状结构、圆盘、螺纹长轴,拉杆穿入到零件内孔之中,零件上端面与拉杆的圆盘端面接触,拉杆底端穿过压板的通孔,使压板端面与零件下端面接触,将螺母旋入到拉杆上,将拉杆、零件、压板压实。实。实。
技术研发人员:许妍 辛明明 张宜明 刘仁伟 王立华 刘云朋 王臣
受保护的技术使用者:中国航发哈尔滨东安发动机有限公司
技术研发日:2021.09.27
技术公布日:2022/4/6
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。