1.本实用新型属于铣削定位装置技术领域,尤其是涉及一种半球状产品铣削定位装置。
背景技术:
2.半球状产品内、外球面旋转轴线不一致,呈一定夹角α。从节约材料的角度考虑,毛坯设计余量较小。为保证设计尺寸及公差要求,制定了先车后铣的加工工艺,其中铣削工序存在以下加工难点:
3.第一,装卡、定位困难。半球状产品主要由三个型面组成:外球面、锥孔及内球面。其中内球面与锥孔为同一轴线,该轴线与外球面轴线呈一定夹角α,外球面与锥孔为配合面,定位精度要求较高。
4.第二,受毛坯尺寸等限制,该半球状产品外球面及锥孔均可直接装卡产品相关部位完成,而内球面加工时,由于外球面无合适的装卡表面,且锥孔位置已定,产品圆周方向不能旋转,以防轴线夹角α尺寸改变。使用虎钳、压板、卡盘等常规装置无法进行产品装卡及定位。
5.第三,要求加工效率高。批量产品加工时,为保证生产进度,铣削加工在保证产品尺寸、位置精度合格的条件下,需实现装卡、定位操作简单、方便,尽可能缩短辅助时间。
6.因此,迫切需要一种结构简单,设计合理的半球状产品铣削定位装置,以适应半球状产品铣削定位的需求,定位操作简单,且提高铣削加工质量和效率。
技术实现要素:
7.本实用新型所要解决的技术问题在于针对上述现有技术中的不足,提供一种半球状产品铣削定位装置,其结构简单,设计合理,以适应半球状产品铣削定位的需求,定位操作简单,且提高铣削加工质量和效率。
8.为解决上述技术问题,本实用新型采用的技术方案是:一种半球状产品铣削定位装置,其特征在于:包括供盛装定半球状产品的第一定位块和插入所述第一定位块中且对定半球状产品底部进行定位的第二定位块;
9.所述第一定位块包括水平基板和设置在所述水平基板上且与所述水平基板一体成型的圆柱筒,所述圆柱筒中设置有供盛装定半球状产品的空腔,所述空腔的内侧壁与所述半球状产品的外侧壁相适应;
10.所述第二定位块上设置有定位凸块,所述定位凸块插入半球状产品的底部锥孔,所述水平基板的底部和第二定位块的底部相齐平。
11.上述的一种半球状产品铣削定位装置,其特征在于:所述水平基板上设置有供第二定位块插入的u形槽,所述半球状产品的底部伸入所述u形槽中,所述u形槽与水平基板的底部、水平基板的顶部和水平基板的一侧面连通;
12.所述圆柱筒靠近所述u形槽的底部设置有与u形槽连通的容纳槽,所述第二定位块
插入所述u形槽中,所述第二定位块的周侧面与u形槽相贴合,所述第二定位块的最高顶面贴合容纳槽的底部。
13.上述的一种半球状产品铣削定位装置,其特征在于:所述水平基板的四角设置有供第一螺栓安装的第一安装孔,所述第二定位块伸出所述圆柱筒的端部设置有供第二螺栓安装的第二安装孔。
14.上述的一种半球状产品铣削定位装置,其特征在于:所述第二定位块包括矩形部和与所述矩形部一体成型的梯形部,所述定位凸块位于梯形部的斜面上,所述第二安装孔位于矩形部中。
15.上述的一种半球状产品铣削定位装置,其特征在于:所述定位凸块为锥台凸块,所述梯形部的斜面和所述半球状产品的底面平行且贴合,所述半球状产品的顶部高于所述圆柱筒的顶部。
16.本实用新型与现有技术相比具有以下优点:
17.1、本实用新型实现半球状产品铣削定位,安装、拆卸方便、快捷,产品球面及锥孔定位准确,适合批量加工。
18.2、本实用新型设置第一定位块,是为了设置有供盛装半球状产品的空腔,所述空腔的内侧壁与所述半球状产品的外侧壁相适应,从而实现半球状产品外球面的定位。
19.3、本实用新型设置第二定位块,第二定位块插入所述第一定位块中,以使第一定位块和第二定位块可拆卸连接,拆装便捷。
20.4、本实用新型第二定位块上设置有定位凸块,通过定位凸块插入半球状产品的底部锥孔,实现半球状产品锥孔的定位,进而便于后续铣削定位要求,定位操作简单,且提高铣削加工质量和效率。
21.综上所述,本实用新型设计结构简单,设计合理,以适应半球状产品铣削定位的需求,定位操作简单,且提高铣削加工质量和效率。
22.下面通过附图和实施例,对本实用新型的技术方案做进一步的详细描述。
附图说明
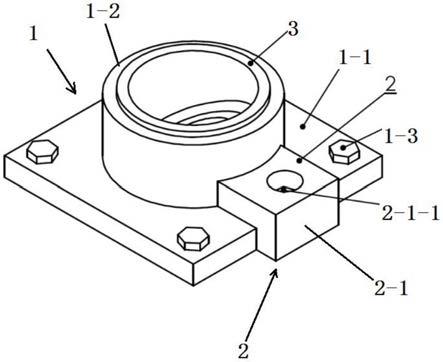
23.图1为本实用新型的结构示意图。
24.图2为本实用新型第一定位块的结构示意图。
25.图3为本实用新型第二定位块的结构示意图。
26.图4为本实用新型定位凸块的位置示意图。
27.附图标记说明:
28.1—第一定位块;
ꢀꢀꢀꢀꢀꢀꢀꢀ
1-1—水平基板;
ꢀꢀꢀꢀꢀꢀꢀꢀ
1-1-1—u形槽;
29.1-1-2—第一安装孔;
ꢀꢀꢀꢀ
1-2—圆柱筒;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1-2-1—容纳槽;
30.1-3—第一螺栓;
ꢀꢀꢀꢀꢀꢀꢀꢀ
2—第二定位块;
ꢀꢀꢀꢀꢀꢀꢀꢀ
2-1—矩形部;
31.2-1-1—第二安装孔;
ꢀꢀꢀꢀ
2-2—梯形部;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-2-1—斜面;
32.2-3—定位凸块;
ꢀꢀꢀꢀꢀꢀꢀꢀ
2-4—第二螺栓;
ꢀꢀꢀꢀꢀꢀꢀꢀ
3—半球状产品。
具体实施方式
33.如图1至图4所示,本实用新型包括供盛装半球状产品3的第一定位块1和插入所述
第一定位块1中且对半球状产品3底部进行定位的第二定位块2;
34.所述第一定位块1包括水平基板1-1和设置在所述水平基板1-1上且与所述水平基板1-1一体成型的圆柱筒1-2,所述圆柱筒1-2中设置有供盛装半球状产品3的空腔,所述空腔的内侧壁与所述半球状产品3的外侧壁相适应;
35.所述第二定位块2上设置有定位凸块2-3,所述定位凸块2-3插入半球状产品3的底部锥孔,所述水平基板1-1的底部和第二定位块2的底部相齐平。
36.本实施例中,所述水平基板1-1上设置有供第二定位块2插入的u形槽1-1-1,所述半球状产品3的底部伸入所述u形槽1-1-1中,所述u形槽1-1-1与水平基板1-1的底部、水平基板1-1的顶部和水平基板1-1的一侧面连通;
37.所述圆柱筒1-2靠近所述u形槽1-1-1的底部设置有与u形槽1-1-1连通的容纳槽1-2-1,所述第二定位块2插入所述u形槽1-1-1中,所述第二定位块2的周侧面与u形槽1-1-1相贴合,所述第二定位块2的最高顶面贴合容纳槽1-2-1的底部。
38.本实施例中,所述水平基板1-1的四角设置有供第一螺栓1-3安装的第一安装孔1-1-2,所述第二定位块2伸出所述圆柱筒1-2的端部设置有供第二螺栓2-4安装的第二安装孔2-1-1。
39.本实施例中,所述第二定位块2包括矩形部2-1和与所述矩形部2-1一体成型的梯形部2-2,所述定位凸块2-3位于梯形部2-2的斜面2-2-1上,所述第二安装孔2-1-1位于矩形部2-1中。
40.本实施例中,所述定位凸块2-3为锥台凸块,所述梯形部2-2的斜面2-2-1和所述半球状产品3的底面平行且贴合,所述半球状产品3的顶部高于所述圆柱筒1-2的顶部。
41.本实施例中,设置第一定位块1,是为了设置有供盛装半球状产品3的空腔,所述空腔的内侧壁与所述半球状产品3的外侧壁相适应,从而实现半球状产品3外球面的定位。
42.本实施例中,设置第二定位块2,第二定位块2插入所述第一定位块1中,以使第一定位块1和第二定位块2可拆卸连接,拆装便捷。
43.本实施例中,设置第二定位块2上设置有定位凸块2-3,通过定位凸块2-3插入半球状产品3的底部锥孔,实现半球状产品3锥孔的定位,进而便于后续铣削定位要求,定位操作简单,且提高铣削加工质量和效率。
44.本实施例中,本实用新型装置可采用普通钢材或非金属材料制作,材料易找,无需热处理,生产成本低。
45.本实用新型具体使用时,将第二定位块2平放在铣床工作台上,并在第二安装孔2-1-1中穿设第二螺栓2-4和铣床t型槽中的t型块固定在铣床工作台上;将第一定位块1从上向下套入第二定位块2,保证第一定位块1的u形槽1-1-1与第二定位块2的侧面配合,且第一定位块1底面与铣床工作台贴合,并用穿过第一安装孔1-1-2的4个第一螺栓1-3和铣床t型槽中的t型块将第一定位块1固定在铣床工作台上;将半球状产品3毛坯放入第一定位块1与第二定位块2的组合装置内,旋转半球状产品3毛坯,使定位凸块2-3插入半球状产品3的底部锥孔中;在半球状产品3毛坯已有上表面用压板、螺栓将其紧固在工作台上;之后可开启半球状产品3内球面的铣削加工,定位操作简单,且提高铣削加工质量和效率。
46.以上所述,仅是本实用新型的较佳实施例,并非对本实用新型作任何限制,凡是根据本实用新型技术实质对以上实施例所作的任何简单修改、变更以及等效结构变化,均仍
属于本实用新型技术方案的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
