1.本实用新型属于机械制造领域,尤其涉及工件孔径气密防错装置。
背景技术:
2.目前,对于机加工行业生产的产品,有很多需要加工装配用的孔径。为了保证工件容易装配,对工件上孔径的尺寸要求比较严格;由于工件上孔径的尺寸公差值相对较小,这就导致了在加工时,工件孔径加工的尺寸值不易控制;且由于没有工件孔径加工的尺寸值的防错装置,因此,不方便对其进行100%检验,若有尺寸超差工件流出,不仅会导致无法装配的质量风险,造成客户抱怨,而且,还给公司和客户造成经济损失。
技术实现要素:
3.本实用新型目的在于提供一种工件孔径气密防错装置,以解决对工件孔径加工的尺寸超差进行100%检验的技术问题。
4.为实现上述目的,本实用新型的工件孔径气密防错装置的具体技术方案如下:
5.一种工件孔径气密防错装置,包括:工作桌、安装在工作桌上的气密防错支架,设置在气密防错支架上的用于检测工件孔径的数个气密防错测头,安装在气密防错测头上的密封圈、设置在气密防错测头进气端的气管接头,安装在气管接头上的第一号气管,安装在第一号气管一端上的气密盒,安装在气密盒另一端的第二号气管,第二号气管与气源相连;其中,
6.工作桌上设有一组立工装,组立工装上安装有一工件;该工作桌前端安装有电源开关盒,电源开关盒上安装有准备、启动、暂停的按钮;且电源开关盒是通过电源线与电气箱连接,电气箱通过信号线与组立工装连接;
7.气密防错测头设置在组立工装的气密支架上,供对工件孔径检测。
8.进一步,所述工作桌由数层横面和立面组成,其整体为
┙
结构。
9.进一步,所述气密防错支架为
┚
形结构,其横面固定在组立工装的上面;在气密防错支架的竖面上设有供气密防错测头穿过的孔。
10.进一步,所述气密盒为长方形盒体,气密盒内设有报警器,气密盒的外部安装有电源线和信号线,气密盒上的电源线和信号线与电气箱连接;该气密盒固定在工作桌上立面位置,且电器箱固定在工作桌后侧上方位置。
11.进一步,所述气密防错测头为柱状结构,其前端有一通孔,通孔的中间设有一沉孔,且通孔与位于中间的沉孔相垂直;该气密防错测头的前端还设有一切槽。
12.进一步,所述密封圈安装在切槽内。
13.进一步,所述气密防错测头固定在气密防错支架的通孔中,气密防错支架固定在位于组立工装底端的平板上。
14.进一步,所述气密盒上设置有工件孔径尺寸上限和下限时的气体流量值,当工件孔径尺寸值超出上限或下限时,气密盒会报警,此时,启动电源开关盒上的启动按钮时,工
件的组立工装不启动,令对需要组立的工件孔径尺寸进行防错检测。
15.进一步,所述电气箱中设有第二报警器,该第二报警器与电源开关盒中的启动按钮相连;当气密盒报警时,与电气箱连接的组立工装收到报警信号,按下电源开关盒的启动按钮时,组立工装不启动。
16.本实用新型的工件孔径气密防错装置具有以下优点:
17.本实用新型不仅能够对工件上已加工的孔径进行全检,避免了尺寸超差工件的流出,提高了工件的加工质量;而且,还能够令孔径加工的尺寸值容易得到控制,避免了尺寸超差的工件无法装配的质量风险,避免了因工件孔径尺寸超差,引起客户抱怨的产生;同时,也避免了给公司和客户带来经济损失。
附图说明
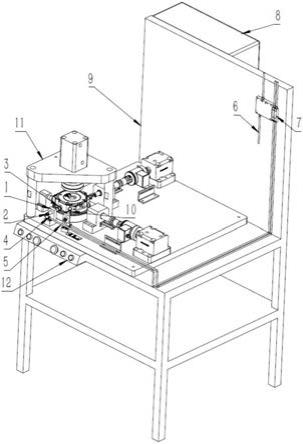
18.图1为本实用新型前视立体结构示意图;
19.图2为本实用新型的气密防错测头立体结构主视示意图;
20.图3为本实用新型图2中的a
‑
a向结构剖视示意图;
21.图4为本实用新型的气密防错测头立体结构立视示意图。
22.图中标记说明:
23.1.气密防错支架,2.气密防错测头,3.密封圈,4.气管接头,5.第一号气管,6.第二号气管,7.气密盒,8.电气箱,9.工作桌,10.工件孔径,11.组立工装,12.电源开关盒。
具体实施方式
24.为了更好地了解本实用新型的目的、结构及功能,下面结合附图,对本实用新型一种工件孔径气密防错装置做进一步详细的描述。
25.如图1
‑
图4所示,本实用新型包括:工作桌9、安装在工作桌9上的气密防错支架1,设置在气密防错支架1上的用于检测工件孔径的数个气密防错测头2,(本实施例实际为2个气密防错测头2,用于检测工件的两个孔径,本案例以1个气密防错测头2为例说明,另一个测头的工作原理与此相同),安装在气密防错测头2上的密封圈3、设置在气密防错测头2进气端的气管接头4,安装在气管接头4上的第一号气管5,安装在第一号气管5一端上的气密盒7,安装在气密盒7另一端的第二号气管6,第二号气管6与气源相连;其中,
26.工作桌9上设有一组立工装11,组立工装11上安装有一工件,组立工装11上设有供对工件孔径10检测的气密防错测头2;工作桌9前端安装有电源开关盒12,电源开关盒12上安装有准备、启动、暂停的按钮;且电源开关盒12是通过电源线与电气箱8连接,电气箱8通过信号线与组立工装11连接。
27.上述工作桌9由数层横面(本实施例为二层)和立面组成,其整体为
┙
结构;
28.上述气密防错支架1为
┚
形结构,其横面固定在组立工装11的上面;在气密防错支架1的竖面上设有供气密防错测头2穿过的孔。
29.上述气密盒7为长方形盒体,气密盒7内设有第一报警器,气密盒7的外部安装有电源线和信号线,气密盒7上的电源线和信号线与电气箱8连接,气密盒7采用螺栓连接方式固定在工作桌9上立面位置,且电器箱8固定在工作桌9后侧上方位置。
30.如图2
‑
图4所示,上述气密防错测头2为柱状结构,其前端有一通孔,通孔的中间设
有一沉孔,且通孔与位于中间的沉孔相垂直;该气密防错测头2的前端还设有一切槽,切槽内安装一密封圈3,后端安装一气管接头4,气密防错测头2通过气管接头4、第一号气管5与气密盒7连接,气密盒7通过第二号气管6外接气源,该气密盒7上通过信号线与电气箱8连接;
31.上述气密防错测头2固定在气密防错支架1的通孔中,气密防错支架1通过两个螺丝固定在位于组立工装11底端的平板上。
32.上述组立工装11上的工件安装到位后,将固定在气密防错支架1上的气密防错测头2,插入到工件上的加工孔径中,外接气源中的气体,通过第二号气管6经过气密盒7,进入到第一号气管5中,再通过气管接头4进入气密防错测头2,经过气密防错测头2前端的通孔进入加工孔径中,气密防错测头2上的密封圈3,将加工孔径前端密封,进入加工孔径中的气体,从加工孔径后端流出后,气体流量的多少,从气密盒7上显示出来。
33.上述气密盒7上设置工件孔径尺寸上限和下限时的气体流量值,当工件孔径尺寸值超出上限或下限时,气密盒7会报警,此时,启动电源开关盒12上的启动按钮时,工件的组立工装11不启动,使工件孔径气密防错装置对需要组立的工件孔径尺寸起到防错的作用。
34.上述电气箱8中设有第二报警器,该第二报警器与电源开关盒12中的启动按钮相连;当气密盒7报警时,与电气箱8连接的组立工装收到报警信号,按下电源开关盒12中的启动按钮时,组立工装11不启动。
35.本工件孔径气密防错装置使用实例中,有两个工件孔径需要检测,此处依照一个孔径为例描述说明,另一个工作原理和各部件作用与描述说明中的内容相同,此处不再另加说明。
36.本实用新型的工作原理:
37.使用时,将固定在气密防错支架1上的气密防错测头2,插入工件的孔径中,由于气密防错测头2前端安装有密封圈3,气密防错测头2前端通孔中流出的气体,从工件孔径中单向流出后,气体的流量从气密盒7上显示出来,当工件孔径尺寸值超出公差时,流出气体的流量超出气密盒7设定的气体流量值,气密盒7会报警,电气箱8收到工件孔径尺寸不合格报警信号,启动电源开关盒12上的启动按钮时,工件的组立工装11不启动,无法执行组立动作,使工件孔径气密防错装置对需要组立的工件孔径尺寸起到防错的效果,对超出尺寸公差的工件进行隔离检查处理;如果工件孔径尺寸值在标准要求公差范围内,流出气体的流量在气密盒7设定的气体流量内,气密盒7不会报警,电气箱8收到工件孔径尺寸合格信号,启动电源开关盒12上的启动按钮后,工件上的组立工装11对工件执行组立动作,工件组立完成后,将工件转下工序。
38.上述组立工装、工件、气密盒、密封圈、气管、气管接头、电气箱、报警器以及内部电子元件为现有技术,未作说明的技术为现有技术,故不再赘述。
39.可以理解,本实用新型是通过一些实施例进行描述的,本领域技术人员知悉的,在不脱离本实用新型的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。另外,在本实用新型的教导下,可以对这些特征和实施例进行修改以适应具体的情况及材料而不会脱离本实用新型的精神和范围。因此,本实用新型不受此处所公开的具体实施例的限制,所有落入本技术的权利要求范围内的实施例都属于本实用新型所保护的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。