1.本实用新型涉及铆钉夹具技术领域,具体为一种侧面上铆钉夹具。
背景技术:
2.机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置,又称卡具。从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。例如焊接夹具、检验夹具、装配夹具、机床夹具等。其中机床夹具最为常见,常简称为夹具。在机床上加工工件时,为使工件的表面能达到图纸规定的尺寸、几何形状以及与其他表面的相互位置精度等技术要求,加工前必须将工件装好(定位)、夹牢 (夹紧)。夹具通常由定位元件(确定工件在夹具中的正确位置)、夹紧装置、对刀引导元件(确定刀具与工件的相对位置或导引刀具方向)、分度装置(使工件在一次安装中能完成数个工位的加工,有回转分度装置和直线移动分度装置两类)、连接元件以及夹具体(夹具底座)等组成。
3.现有的铆钉夹具在对工件进行上铆钉时,一种夹具只对一种工件进行快速的夹持固定,使用灵活性不佳,同时在对工件进行上铆钉时,不便对模片进行快速和精准的定位,从而影响对工件的加工精度和效率。
技术实现要素:
4.本实用新型提供了一种侧面上铆钉夹具,具备使用灵活、定位快速且精准的优点,以解决现有的铆钉夹具在对工件进行上铆钉时,一种夹具只对一种工件进行快速的夹持固定,使用灵活性不佳,同时在对工件进行上铆钉时,不便对模片进行快速和精准的定位,从而影响对工件的加工精度和效率的问题。
5.为实现使用灵活、定位快速且精准的目的,本实用新型提供如下技术方案:一种侧面上铆钉夹具,包括底座,所述底座上表面活动安装有模体,所述模体底部表面一体成型有安装柱,所述底座表面开设有安装孔,所述安装孔与安装柱相互插接,所述模体表面开设有固定槽,所述固定槽内腔活动安装有工件,所述固定槽内腔底部一体成型有圆形限位座,所述圆形限位座表面一体成型有支撑座,所述支撑座表面一体成型有限位柱。
6.作为本实用新型的一种优选技术方案,所述工件由下模片和上模片组成,所述下模片位于上模片上方。
7.作为本实用新型的一种优选技术方案,所述下模片一端一体成型有一号连接座,所述下模片一端一体成型有二号连接座,所述二号连接座与一号连接座位于一条直线上。
8.作为本实用新型的一种优选技术方案,所述下模片表面开设有一号限位槽,所述一号限位槽与圆形限位座相互配合,所述上模片表面开设有二号限位槽,所述二号限位槽与限位柱相互配合。
9.作为本实用新型的一种优选技术方案,所述模体一侧固定安装有伸缩气缸,所述伸缩气缸的活塞杆一端固定连接有顶杆。
10.作为本实用新型的一种优选技术方案,所述顶杆一端开设有插孔,所述插孔内腔活动插接有销杆,所述固定槽一端开设有导向孔,所述导向孔与顶杆相互插接。
11.与现有技术相比,本实用新型提供了一种om-侧面上铆钉夹具,具备以下有益效果:
12.1、该侧面上铆钉夹具,将下模片放置进固定槽内,并通过圆形限位座与一号限位槽相互卡进,从而可实现对下模片的快速定位,随后将上模片放置在下模片上方,同时限位柱与二号限位槽相互插接,可对上模片进行快速的定位,两者相互配合,可实现的上模片和下模片的快速精准定位,可有效提升对工件的拼装精度,使一号连接座和二号连接座咬合在一起,并使一号连接座和二号连接座内腔的穿孔在一条直线上,上模片呈弧形结构,通过支撑座可对上模片下表面中部起到支撑的作用,将销杆一端插进插孔内,销杆另一端插进导向孔内,通过控制伸缩气缸推动顶杆进行伸缩,从而可使销杆在导向孔的导向配合作用下,使销杆快速被插进一号连接座和二号连接座内腔的穿孔内,实现快速的对工件进行拼装作业,将拼装好的工件从固定槽内取出后,即可进行下组工件的拼装作业,结构简单,操作方便,实现对工件进行高效率的拼装
13.2、该侧面上铆钉夹具,模体底部通过安装柱与底座表面的安装孔相互插接,可实现对模体的快速安装和拆卸,从而方便在使用过程中根据对工件的加工需求选择配套的模体,使用更加的灵活和便捷。
附图说明
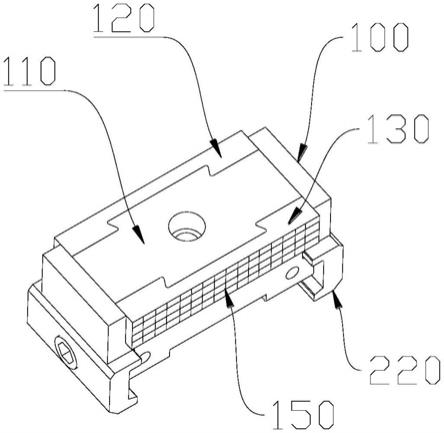
14.图1为本实用新型的整体结构示意图;
15.图2为本实用新型的模体结构示意图;
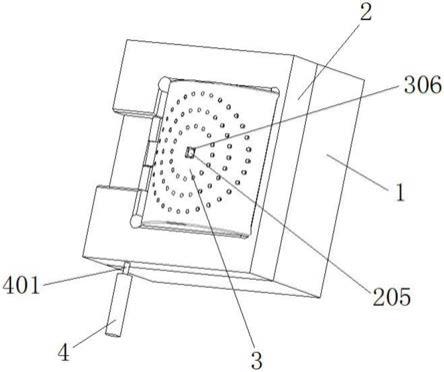
16.图3为本实用新型的底座结构示意图;
17.图4为本实用新型工件结构示意图;
18.图5为本实用新型的顶杆结构示意图。
19.图中:1、底座;101、安装孔;2、模体;201、安装柱;202、固定槽; 203、圆形限位座;204、支撑座;205、限位柱;3、工件;301、下模片;302、一号限位槽;303、一号连接座;304、上模片;305、二号连接座;306、二号限位槽;4、伸缩气缸;401、顶杆;402、插孔;403、销杆;404、导向孔。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.请参阅图1-5,本实用新型公开了一种侧面上铆钉夹具,包括底座1,所述底座1上表面活动安装有模体2,所述模体2底部表面一体成型有安装柱 201,所述底座1表面开设有安装孔101,所述安装孔101与安装柱201相互插接,模体2底部通过安装柱201与底座1表面的安装孔101相互插接,可实现对模体2的快速安装和拆卸,从而方便在使用过程中根据对工件3的加工需求选择配套的模体2,使用更加便捷,所述模体2表面开设有固定槽202,所述
固定槽202内腔活动安装有工件3,通过固定槽202可对工件3进行快速的安装,所述固定槽202内腔底部一体成型有圆形限位座203,所述圆形限位座203表面一体成型有支撑座204,所述支撑座204表面一体成型有限位柱 205,通过圆形限位座203和限位柱205相互配合,可在使用时对下模片301 和上模片304进行快速的定位,且定位更加的精准。
22.具体的,所述工件3由下模片301和上模片304组成,所述下模片301 位于上模片304上方。
23.本实施方案中,下模片301和上模片304组成工件3。
24.具体的,所述下模片301一端一体成型有一号连接座303,所述下模片 301一端一体成型有二号连接座305,所述二号连接座305与一号连接座303 位于一条直线上。
25.本实施方案中,一号连接座303和二号连接座305咬合在一起,并使一号连接座303和二号连接座305内腔的穿孔在一条直线上,从而方便销杆403 进行快速的插接。
26.具体的,所述下模片301表面开设有一号限位槽302,所述一号限位槽 302与圆形限位座203相互配合,所述上模片304表面开设有二号限位槽306,所述二号限位槽306与限位柱205相互配合。
27.本实施方案中,通过圆形限位座203与一号限位槽302相互卡进,从而可实现对下模片301的快速定位,随后将上模片304放置在下模片301上方,同时限位柱205与二号限位槽306相互插接,可对上模片304进行快速的定位,两者相互配合,可实现的上模片304和下模片301的快速精准定位,可有效提升对工件3的拼装精度。
28.具体的,所述模体2一侧固定安装有伸缩气缸4,所述伸缩气缸4的活塞杆一端固定连接有顶杆401。
29.本实施方案中,通过控制伸缩气缸4推动顶杆401进行伸缩,从而可使销杆403在导向孔404的导向配合作用下,使销杆403快速被插进一号连接座303和二号连接座305内腔的穿孔内,实现快速的对工件3进行拼装作业。
30.具体的,所述顶杆401一端开设有插孔402,所述插孔402内腔活动插接有销杆403,所述固定槽202一端开设有导向孔404,所述导向孔404与顶杆 401相互插接。
31.本实施方案中,顶杆401一端可通过插孔402对销杆403进行固定,同时导向孔404可对销杆403起到导向的作用。
32.本实用新型的工作原理及使用流程:在使用时,模体2底部通过安装柱 201与底座1表面的安装孔101相互插接,可实现对模体2的快速安装和拆卸,从而方便在使用过程中根据对工件3的加工需求选择配套的模体2,使用更加便捷,工件3由下模片301和上模片304拼接而成,首先将下模片301 放置进固定槽202内,并通过圆形限位座203与一号限位槽302相互卡进,从而可实现对下模片301的快速定位,随后将上模片304放置在下模片301 上方,同时限位柱205与二号限位槽306相互插接,可对上模片304进行快速的定位,两者相互配合,可实现的上模片304和下模片301的快速精准定位,可有效提升对工件3的拼装精度,使一号连接座303和二号连接座305 咬合在一起,并使一号连接座303和二号连接座305内腔的穿孔在一条直线上,上模片304呈弧形结构,通过支撑座204可对上模片304下表面中部起到支撑的作用,将销杆403一端插进插孔402内,销杆403另一端插进导向孔404内,通过控制伸缩气缸4推动顶杆401进行伸缩,从而可使销杆403 在导向孔404的导向配合作用下,使销杆403快速被插进一号连接座303和二号连接座305内腔的穿孔内,实现快速的对工件3进行拼
装作业,将拼装好的工件3从固定槽202内取出后,即可进行下组工件3的拼装作业,结构简单,操作方便,可实现对工件3进行高效率的拼装。
33.综上所述,该侧面上铆钉夹具,通过设置模体2、安装柱201、固定槽202、圆形限位座203、支撑座204和限位柱205,以解决现有的铆钉夹具在对工件 3进行上铆钉时,一种夹具只对一种工件3进行快速的夹持固定,使用灵活性不佳,同时在对工件3进行上铆钉时,不便对模片进行快速和精准的定位,从而影响对工件3的加工精度和效率。
34.需要说明的是,在本文中,诸如术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
35.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。