低残余应力冷成型高强钢s700mc及其生产方法
技术领域
1.本发明属于冶金技术领域,具体涉及一种低残余应力冷成型高强钢s700mc及其生产方法。
背景技术:
2.冷成型高强钢s700mc主要用于商用车以及工程机械零部件如重型车辆纵梁、起重机吊臂等制造;主要加工成型方式为机械剪切、火焰切割、等离子切割、水下切割、焊接成型、折弯成型等方式。由于产品强度高,常规热轧态钢卷及钢板交货后使用过程中容易出现切割变形,如镰刀弯、l翘、c翘、弓背等缺陷,导致后续成型、焊接、组装困难。以热处理横切板状态交货,虽能提高产品加工性能,但由于采用单张板或者捆包回火,对目前需求旺盛的薄规格s700mc而言存在生产效率低、表面氧化铁皮严重、交货周期长等弊端;对钢厂而言也存在生产工序长,成本高等问题。本发明通过合理的成分设计以及轧制工艺设计,同时通过热轧卷缓冷以及钢卷罩退工艺降低热轧态s700mc的残余应力,实现产品高效生产,高质量交付。
3.在本发明之前 ,国内有关工程机械用钢钢板的生产发明专利较多。公开号cn104264052a的专利申请公开了一种工程机械用钢板及其生产方法,其钢板的化学成分质量百分含量为:c:0.050~0.09%、si:0.05~0.30%、mn:1.50~2.00%、p≤0.025%、s≤0.005%、nb:0~0.070%、ti:0.08~0.150%,mo:0.10~0.30%,als:0.015~0.060%,ca:00010~0.0030,n≤0.0060%,余量为fe。该发明专利中为保证钢板平直度要求,钢板经过开平和横切生产后,需要在热处理线进行550-650℃中单张钢板高温回火热处理;生产效率低,交货周期长。
4.公开号cn103305767a专利公开了一种屈服强度≥750mpa工程机械用钢及其生产方法,其钢板的化学成分质量百分含量为:c:0.06~0.09%、mn:1.50~2.00%、si:0.25~0.50%、nb:0.04~0.06%、ti:0.005~0.018%、p≤0.020%、s≤0.010%、cr:0.25~0.35%、b:0.0008~0.0020%、ca:0001~0.005%;该专利所生产产品通过层流4段冷却,采用在线淬火工艺低温≤200℃卷取得到金相组织为贝氏体+马氏体组织的工程机械用钢。由于组织为马贝双相组织,产品存在板型矫正困难、低温冲击韧性能差、以及焊缝软化及钢板炸裂等风险。
技术实现要素:
5.本发明目的在于提供一种低残余应力冷成型高强钢s700mc及其生产方法,提供的高强钢通卷性能稳定,开平后钢板平整度良好,冷弯性能良好。
6.为达到上述目的,本发明提供的技术方案为:一种低残余应力冷成型高强钢s700mc,其化学成分组成及其质量百分含量为c:0.060~0.080%、si:0.10~0.20%、mn:1.70~2.00%、p≤0.015%、s≤0.004%、nb:0.045~0.065%、ti:0.120~0.150%、b:0.0008-0.0015%、als:0.015~0.045%、n≤0.005%,余量为fe
和允许范围内杂质。
7.高强钢中各主要化学成分的作用以及限定在上述范围的理由如下:碳:碳是对钢的性能影响最大的元素,是一种廉价的固溶强化元素。碳含量增加,钢材强度不断提高,但同时会降低了钢板的韧性及焊接性,当碳含量在0.08-0.16%时将会进入包晶区,增加铸坯裂纹敏感性同时增加漏钢率。因此,考虑以上两方面影响,本发明中c含量控制在0.060~0.080%。
8.硅:硅是钢中的有益元素,在炼钢过程中可以作为脱氧剂使用,本发明主要利用硅的脱氧作用,过高的si含量容易造成热轧钢板表面产生复合硅酸盐类尖晶石,难以去除导致表面红锈。因此,其含量范围控制0.10~0.20%左右。
9.锰:锰能够通过固溶强化及相变强化有效提高钢材的性能,但过高的锰会产生偏析,影响产品的低温韧性;含量过低则达不到固溶强化的作用,因此锰含量控制在1.7~2.0%。
10.磷和硫:磷和硫是钢中的夹杂元素,磷元素容易导致产品偏析,易于偏聚在晶界处,降低钢的塑性和韧性,因此需要控制在较低水平,p≤0.015%;硫容易与锰形成塑性较好的mns夹杂,长条状的mns降低钢板的横向拉伸性能,因此,为了保证钢板良好的力学性能,需要将其控制在0.004%以内。
11.铝:铝是为了脱氧而添加的,当铝含量不足0.01%时,不能发挥其效果;另一方面,由于添加多量的铝容易形成氧化铝团块,同时会导致焊缝软化,所以,本发明钢中铝含量控制在0.015%~0.045%。
12.铌:铌降低奥氏体向铁素体的转变温度,能在热机械加工中抑制奥氏体再结晶,控轧后显著地细化晶粒,同时轧制过程中,应变诱导析出的碳氮化铌伴有一定的强化作用。综合钢板力学性能及成本等方面的考虑,将其含量限定在0.045~0.065%范围。
13.钛:钛作为热轧高强钢中最重要的析出强化元素,一方面铸坯凝固过程中液析的tin颗粒可有效阻止在加热及焊接过程中的晶粒长大,同时在轧制及卷取过程包括缓冷过程中析出纳米级的tic将大幅提高钢材的强度。通过大量的试验表明,将钛含量控制在0.12~0.15%能最大限度发挥其析出强化功能。
14.硼:硼是本发明中的重要元素,从b的添加量来说,b含量大于5ppm时,其淬透性的作用较为明显,但过多的b会与氮形成脆性的bn析出物,降低晶界强度,显著降低钢板的低温韧性,因此,将其控制在5~15ppm可获得较好的强韧性效果。
15.氮:氮元素与钛元素的亲合力很强,为了避免氮与钛结合形成大尺寸金属夹杂物,将其限定在0.005%以下。
16.本发明还提供了低残余应力冷成型高强钢s700mc的生产方法,包括连铸、铸坯加热、轧制、层流冷却、卷取、入库缓冷、钢卷罩退工序。
17.本发明所述连铸工序,连铸采用动态轻压下,加大凝固末端压下量,根据拉速确定末端位置手动调节末端压下量,在普通轻压下量增大2.0-2.4mm,分4个段,每个段增加0.5-0.6mm,以改善铸坯中心质量。
18.本发明所述加热工序采用铸坯直装生产工艺,铸坯入炉温度控制在650-720℃,铸坯加热温度为1250-1280℃,加热时间为200-250min。
19.本发明所述轧制工序,粗轧采用r1 r2双机架3 5道次,粗轧末道次压下率22~
25%,粗轧出口温度1025-1075℃粗轧阶段压缩比为75-84%;精轧开轧温度为960-1040℃,避开1050-1080℃部分再结晶区轧制,精轧终轧温度控制在840~880℃。
20.本发明所述层流冷却工序,冷却水温控制在26~30℃,冷却速度控制在30~45℃/s。
21.本发明所述卷取工序,针对不同的厚度规格采取不同的冷却模式及卷取温度,具体如下:当热轧成品厚度≤5.0mm时,头部1/2冷却,卷取温度控制在610-630℃;5.0mm<当热轧成品厚度≤10.0mm时,头部3/4冷却,卷取温度控制在590-610℃;10.0mm<当热轧成品厚度≤12.0mm时,头部集中冷却,卷取温度控制在570-590℃。
22.本发明所述入库缓冷工序,带钢卷取后及时吊装至缓冷坑缓冷,入坑温度550-580℃,缓冷时间24-36h,冷却速率15-20℃/h,出坑温度≤60℃。
23.本发明所述钢卷罩退工序,罩退温度为250~350℃,其中加热时间为8.0~9.5小时,冷却时间为7.5~8.5小时,总时间为15.5~18小时,当罩退炉温度低于70℃时将钢卷吊出。
24.生产过程中各参数的设定依据如下:加热温度:为了控制原始奥氏体晶粒尺寸以及微合金二相粒子的充分回溶,加热温度控制在1250~1280℃。
25.粗轧温度:本发明之所以控制粗轧结束温度在1025~1075℃,是因为如果粗轧结束温度低于1025℃,则无法保证精轧终轧温度命中率,同时增大轧制负荷,能耗增加;如高于1075℃,表面生成较多较厚氧化铁皮不易去除,影响钢材的表面质量。考虑轧制稳定性以及表面质量、能耗等方面要求,根据不同的厚度范围控制在1025~1075℃。
26.终轧温度:本发明之所以控制终轧温度在840~880℃,是因为如果精轧终轧温度低于800℃,则会在两相区内进行轧制,造成混晶等缺陷,另一方面,过低的终轧温度会造成薄规格产品轧制力剧增,精轧机组后机架电流超负荷以及尾部轧破等风险;如果终轧温度高于900℃,则钢材的原始奥氏体晶粒会过于粗大,降低钢材的强度以及韧性;因此将终轧温度目标值根据不同的厚度范围控制在840~880℃。
27.层冷速度:本发明之所以控制前段冷却速度在30~45℃/s,是为了保证在钢材的再结晶晶粒还未开始长大时及时进行快速冷却,避免粗大组织的产生,同时由于微量b的加入,增加了淬透性,保证了钢材芯部不发生混晶现象,获得厚度方向均匀细小的金相组织,保证材料具备良好的冷成形性能。
28.卷取温度:因为卷取温度是影响tic析出强化效果的关键参数,当温度高于630℃会使铁素体晶粒长大,当温度低于570℃,tic析出效果被抑制,钢板强度可能不满足标准要求,因此,为确保性能的均匀稳定性,将卷取温度目标值根据不同的厚度控制为570~630℃。
29.罩退温度:根据钢种特性设定,温度为中低温罩退回火温度250~350℃,其中加热时间为8.0~9.5小时,冷却时间为7.5~8.5小时,总时间为15.5~18小时,当罩退炉温度低于70℃时将钢卷吊出。
30.本发明设计思路:
本发明主要针对目前广泛存在的冷成型热轧高强钢s700mc加工成型过程中,由于残余应力大导致加工成型不良的问题,对钢材轧制生产过程及冷却过程进行优化,同时采取了低温罩退生产工艺极大释放了带钢残余应力,生产的产品通卷带钢强度稳定,开平板不平度优良,钢板成材率及加工成型性能得到大幅提升。
31.采用上述技术方案所产生的有益效果在于:1、本发明成分设计上采用低成本的低碳高锰以及少量的铌加高钛复合强化的机理,依靠nb、ti合金的细晶强化以及tic二相粒子的析出强化,生产屈服强度≥700mpa的冷成型高强钢。2、通过对不同厚度带钢进行不同模式的层流冷却,极大降低了由于冷却速率过快导致产品内应力的的问题。3、通过钢卷缓冷及罩退工艺解决了带钢通卷强度波动大以及残余应力大的问题,极大提高了产品的成材率。
附图说明
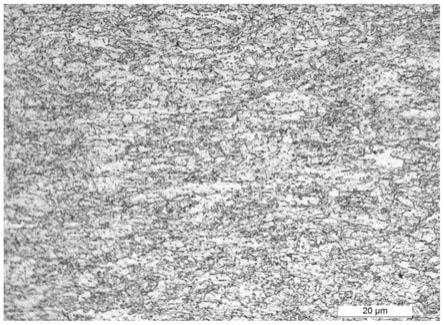
32.图1为实施例1冷成型高强钢s700mc钢卷横向厚度1/2位置显微组织图;图2为实施例2冷成型高强钢s700mc钢卷横向厚度1/2位置显微组织图;图3为实施例3冷成型高强钢s700mc钢卷横向厚度1/2位置显微组织图;图4为实施例4冷成型高强钢s700mc钢卷横向厚度1/2位置显微组织图;图5为实施例5冷成型高强钢s700mc钢卷横向厚度1/2位置显微组织图;图6为实施例6冷成型高强钢s700mc钢卷横向厚度1/2位置显微组织图;图7为实施例7冷成型高强钢s700mc钢卷横向厚度1/2位置显微组织图;图8为实施例8冷成型高强钢s700mc钢卷横向厚度1/2位置显微组织图。
具体实施方式
33.下面结合附图和具体实施例对本发明做进一步详细的说明。
34.本发明各实施例按照以下步骤生产:经常规冶炼后浇铸成坯,铸坯化学成分及其质量百分含量为:c:0.060~0.080%,si:0.10~0.20%,mn:1.70~2.00%,p≤0.015%,s≤0.004%,nb:0.045~0.065%,ti:0.120~0.150%,b:0.0008-0.0015%,als:0.015~0.045%,n≤0.005%,余量为fe和允许范围内杂质。
35.连铸采用动态轻压下,加大凝固末端压下量,根据拉速确定末端位置手动调节末端压下量,在普通轻压下量增大2.0-2.4mm,分4个段,每个段增加0.5-0.6mm。
36.对铸坯加热,采用铸坯直装生产工艺,铸坯入炉温度控制在650~720℃,铸坯加热温度为1250~1280℃,加热时间控制在200~250min;进行r1 r2两道次粗轧,分别轧3 5道粗轧,控制粗轧结束温度在1025~1075℃,累计压下量在75%~84%;进行精轧f1-f7道次精轧,精轧开轧温度为960-1040℃,终轧温度为840~880℃,累计压下量不低于79%;进行层流冷却,冷却水温控制在26~30℃,带钢冷却速度控制在30~45℃/s;进行卷取,按照热轧成品厚度采取不同的冷却模式及卷取温度,具体如下:当热轧成品厚度≤5.0mm时,头部1/2冷却,卷取温度控制在610-630℃;5.0mm<当热轧成品厚度≤10.0mm时,头部3/4冷却,卷取温度控制在590-610℃;10.0mm<当热轧成品厚度≤12.0mm时,头部集中冷却,卷取温度控制在570-590
℃。
37.带钢卷取后及时吊装至缓冷坑缓冷,入坑温度550-580℃,缓冷时间24-36h,冷却速率15-20℃/h,出坑温度≤60℃。
38.钢卷罩退,加热时间为8.0~9.5小时,冷却时间为7.5~8.5小时,总时间为15.5~18小时,当罩退炉温度低于70℃时将钢卷吊出。
39.各实施例钢板成分及主要工艺参数见表1-表4;各实施例生产的钢板力学性能见表5,其横向厚度1/2位置显微组织见图1-图8表1各实施例钢板化学成分及其质量百分含量(wt%)表2 各实施例中加热、粗轧工序参数表3 各实施例中精轧、冷却、卷取工序参数
表4 各实施例中缓冷及罩退工序参数表5 各项实施例钢板力学性能检验结果从表5中可分析出,本发明钢卷通过罩退工艺生产,产品性能稳定性良好,通卷屈服强度差15-25mpa,抗拉强度差25-45mpa,带钢不平度稳定控制在1-3mm/m,低温冲击性能良好,极大满足了吊臂用钢对钢材成型性能的要求。
40.从图1-图8可看出,按照本发明生产钢卷产品微观金相组织由贝氏体、铁素体及点
状的碳化物为主,组织均匀晶粒间均为小角度晶界,具有良好的冷加工及抗裂性能。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。