1.本发明涉及机械超精密加工技术领域,具体为一种铝合金压铸变速箱阀套超精密加工工艺。
背景技术:
2.汽车变速箱里的阀套和阀芯是属于超高精密零部件,在机加工中会产生肉眼无法识别细微的毛刺,会导致变速箱阀套、阀芯卡滞无法正常工作,给汽车行驶带来安全隐患;现有的去毛刺工艺,如用碳化硅毛刷、高压油冲洗和磨泥流等都无法完全去除毛刺,用碳化硅毛刷刷毛刺带来的弊端是毛刷损耗快、破坏零部件的表面粗糙度,且效率低下、工作强度高;高压油冲洗及磨泥流工艺的工艺难度大,且不利于环保要求。
技术实现要素:
3.本发明的目的在于提供一种铝合金压铸变速箱阀套超精密加工工艺,以解决上述背景技术中提出的问题。
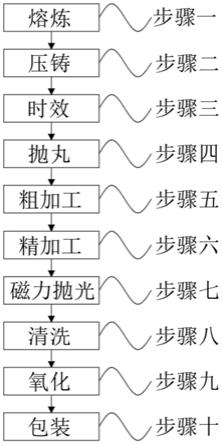
4.为实现上述目的,本发明提供如下技术方案:一种铝合金压铸变速箱阀套超精密加工工艺,包括以下步骤:步骤一,熔炼;步骤二,压铸;步骤三,时效;步骤四,抛丸;步骤五,粗加工;步骤六,精加工;步骤七,磁力抛光;步骤八,清洗;步骤九,氧化;步骤十,包装;
5.其中在上述步骤一中,先将熔化炉进行预热,到达预定温度后开始投料,先加小块回炉料垫底,然后加入大块铝锭,对于易烧损元素加入后直接压入铝液中熔化,并在熔化过程进行搅拌,待熔炼完全后,进行清渣处理,获得半成品铝液,将半成品铝液精炼后进行二次清渣,获得成品铝液;
6.其中在上述步骤二中,将步骤一中所制备的成品铝液转移至压铸机中,压铸成型,获得铸件;
7.其中在上述步骤三中,对步骤二中所制备的铸件进行时效处理,以此消除铸件的内应力,稳定铸件的组织和尺寸,改善铸件的机械性能;
8.其中在上述步骤四中,使用抛丸机对步骤三中时效处理后的铸件进行表面抛丸处理,以此提高铸件表面粗糙度,消除铸件内应力,提高铸件表面耐磨及受压能力;
9.其中在上述步骤五中,根据产品规格参数,对步骤四中抛丸处理后的铸件进行粗加工;
10.其中在上述步骤六中,对步骤五中粗加工后的铸件进行精加工;
11.其中在上述步骤七中,利用磁力抛光设备对步骤六中精加工后的铸件进行磁力抛光,获得半成品零件;
12.其中在上述步骤八中,将步骤七中所得到的半成品零件转移至清洗槽中进行清洗,去除表面污渍;
13.其中在上述步骤九中,将步骤八中清洗干净后的半成品零件作为阳极浸入电解液中,以铅棒作为阴极,通电进行阳极氧化反应,使半成品零件表面生成氧化膜,清洗干净后
得到成品零件;
14.其中在上述步骤十中,将步骤九中所制备的成品零件包装送检。
15.优选的,所述步骤一中,熔炼温度控制在720~760℃。
16.优选的,所述步骤六中,对粗加工后的铸件进行热处理,以此充分释放切削应力和残余热力。
17.优选的,所述步骤七中,磁力抛光有两种方式,第一种是磁性浮动研磨:通过在磁场相互作用下形成磁流体,使磁流体中的非磁性磨料在磁流体的活动和浮动影响作用下,下压向旋转的工件材料,进行充分研磨及抛光,从而不断进步精整加工的质量和效率,该方法可以获得ra≤0.01μm的无变质层加工产品表面,并能研抛表面结构外形设计复杂的工件,其中,磁流体由磁性纳米颗粒、表面不同活性剂和液相载体如水、油组成;第二种是磁磨料的磁磨:将工件置于两个磁极形成的磁场中,在磁力的作用下,磨料沿磁力线整齐排列,形成柔软坚硬的磁力磨具刷,当工件在磁场中旋转并轴向振动时,工件与磨料相对运动,磨料刷磨削工件表面,实现磁力抛光。
18.优选的,所述步骤七中,磁力抛光设备包括机身、控制器、电机、磁铁转盘、托盘、磁性钢针和研磨液,所述机身的内壁上固定连接有电机,电机输出端固定连接有磁铁转盘,磁铁转盘的顶端设置有托盘,且托盘固定连接于机身的顶端外壁上,托盘的内部设置有研磨液,研磨液内分布设置有磁性钢针,托盘的一侧设置有控制器,且控制器固定连接于机身的顶端外壁上。
19.优选的,所述磁力抛光设备的抛光的原理为:首先在托盘内放入研磨液和磁性钢针,然后将工件放入托盘内的研磨液中,经过控制器设置好时间及频率,使电机带动磁铁转盘,使其产生强劲平稳的磁感效应,使工件、磁性钢针和研磨液进行全方位多角度地充分研磨,达到快速除锈、去死角、去除毛刺批锋、除去氧化薄膜及烧结痕迹等功效。
20.与现有技术相比,本发明的有益效果是:
21.1.可实现除毛刺、倒角、抛光、洗净、环保等多重功效;
22.2.适用于金属类、硬质塑料、陶瓷以及硅片等非金属类工件的研磨抛光;
23.3.对于不规则状的零件,孔状、管状以及夹缝等均可抛光,抛光无死角,且研磨后工件绝不变形、绝不损伤表面、绝不影响精度;
24.4.定制时间短,加工速度快捷,操作简单方便;
25.5.可变频率调节,满足各种抛光需求,电压、电流、频率、时间均可监控。
附图说明
26.图1为本发明的工艺流程图;
27.图2为本发明的磁力抛光设备主视剖切结构示意图;
28.图中:1、机身;2、控制器;3、电机;4、磁铁转盘;5、托盘;6、磁性钢针;7、研磨液。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他
实施例,都属于本发明保护的范围。
30.请参阅图1-2,本发明提供的一种实施例:一种铝合金压铸变速箱阀套超精密加工工艺,包括以下步骤:步骤一,熔炼;步骤二,压铸;步骤三,时效;步骤四,抛丸;步骤五,粗加工;步骤六,精加工;步骤七,磁力抛光;步骤八,清洗;步骤九,氧化;步骤十,包装;
31.其中在上述步骤一中,先将熔化炉进行预热,到达预定温度后开始投料,先加小块回炉料垫底,然后加入大块铝锭,对于易烧损元素加入后直接压入铝液中熔化,并在熔化过程进行搅拌,熔炼温度控制在720~760℃,待熔炼完全后,进行清渣处理,获得半成品铝液,将半成品铝液精炼后进行二次清渣,获得成品铝液;
32.其中在上述步骤二中,将步骤一中所制备的成品铝液转移至压铸机中,压铸成型,获得铸件;
33.其中在上述步骤三中,对步骤二中所制备的铸件进行时效处理,以此消除铸件的内应力,稳定铸件的组织和尺寸,改善铸件的机械性能;
34.其中在上述步骤四中,使用抛丸机对步骤三中时效处理后的铸件进行表面抛丸处理,以此提高铸件表面粗糙度,消除铸件内应力,提高铸件表面耐磨及受压能力;
35.其中在上述步骤五中,根据产品规格参数,对步骤四中抛丸处理后的铸件进行粗加工;
36.其中在上述步骤六中,对步骤五中粗加工后的铸件进行热处理,以此充分释放切削应力和残余热力,然后进行精加工;
37.其中在上述步骤七中,利用磁力抛光设备对步骤六中精加工后的铸件进行磁力抛光,获得半成品零件;磁力抛光有两种方式,第一种是磁性浮动研磨:通过在磁场相互作用下形成磁流体,使磁流体中的非磁性磨料在磁流体的活动和浮动影响作用下,下压向旋转的工件材料,进行充分研磨及抛光,从而不断进步精整加工的质量和效率,该方法可以获得ra≤0.01μm的无变质层加工产品表面,并能研抛表面结构外形设计复杂的工件,其中,磁流体由磁性纳米颗粒、表面不同活性剂和液相载体如水、油组成;第二种是磁磨料的磁磨:将工件置于两个磁极形成的磁场中,在磁力的作用下,磨料沿磁力线整齐排列,形成柔软坚硬的磁力磨具刷,当工件在磁场中旋转并轴向振动时,工件与磨料相对运动,磨料刷磨削工件表面,实现磁力抛光;磁力抛光设备包括机身1、控制器2、电机3、磁铁转盘4、托盘5、磁性钢针6和研磨液7,机身1的内壁上固定连接有电机3,电机3输出端固定连接有磁铁转盘4,磁铁转盘4的顶端设置有托盘5,且托盘5固定连接于机身1的顶端外壁上,托盘5的内部设置有研磨液7,研磨液7内分布设置有磁性钢针6,托盘5的一侧设置有控制器2,且控制器2固定连接于机身1的顶端外壁上;磁力抛光设备的抛光的原理为:首先在托盘5内放入研磨液7和磁性钢针6,然后将工件放入托盘5内的研磨液7中,经过控制器2设置好时间及频率,使电机3带动磁铁转盘4,使其产生强劲平稳的磁感效应,使工件、磁性钢针6和研磨液7进行全方位多角度地充分研磨,达到快速除锈、去死角、去除毛刺批锋、除去氧化薄膜及烧结痕迹等功效;
38.其中在上述步骤八中,将步骤七中所得到的半成品零件转移至清洗槽中进行清洗,去除表面污渍;
39.其中在上述步骤九中,将步骤八中清洗干净后的半成品零件作为阳极浸入电解液中,以铅棒作为阴极,通电进行阳极氧化反应,使半成品零件表面生成氧化膜,清洗干净后得到成品零件;
40.其中在上述步骤十中,将步骤九中所制备的成品零件包装送检。
41.基于上述,本发明的优点在于:
42.1.通过不断改变磁场的强度分析可以轻易地进行控制研磨压力;
43.2.由于磁极与工件表面之间有1-4mm的加工间隙,磨刷柔性磨削不仅可以用于圆柱和平面磨削,还可以用于异形表面和自由曲面的磨削;
44.3.在磁极结构方面,通过磁感应强度,可以调节磨削力,过程容易实现自动化;
45.4.磨料沿加工表面不断转动和更换位置,使其具有良好的自铣性;磁性材料被限制在磁极之间,不会污染环境;
46.5.加工效率高;
47.6.铁磁和非铁磁材料均可接地;
48.该方法适用于各种精密加工零件的研磨、抛光,是一种适用范围广的超精密加工方法,如汽车发动机、变速箱电磁阀里的阀芯、阀套,轴承的内外滚道、滑阀、齿轮泵、印刷电子电路板、模具、表壳、叶片等;该方法不但可用于以铁和碳素钢、合金钢等磁性纳米材料设计制造的零件,也适用于普通黄铜、不锈钢和铝合金等非磁性金属结构材料,以及陶瓷、硅片等非金属复合材料。
49.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。