用于操作电解池的设备和方法
1.相关申请的交叉引用
2.本专利申请要求2019年8月28日向美国专利商标局提交的名称为“用于维护电解池阳极组件的设备和方法”的美国临时专利申请号no.62/822,722的优先权,其内容通过引用结合于本文中。
技术领域
3.本发明总体上涉及用于操作电解池的系统、设备和方法,例如电解池的阳极或池预热器的维护和更换,更具体地但非排他地,用于更换电解池的稳定的/惰性阳极,例如用于生产金属,例如但不限于铝。
背景技术:
4.铝金属,也称为铝,是通过在多个熔炼池中含有的约750℃至1000℃的熔融电解质中电解氧化铝(也称为氧化铝(iupac))来生产的。在传统的霍尔-赫鲁特工艺中,阳极由碳制成,并在电解反应过程中被消耗掉。3到4周后需要更换阳极。
5.在实验过程中,已经确定当使用惰性阳极代替霍尔-赫鲁特工艺中所需的传统碳阳极时,当前用于维护和更换电解池阳极的系统和工艺是不合适的。
6.此外,使用惰性阳极工作的电解池需要预热,通常使用池预热器。池预热器必须在加热池之前插入池中,然后在将经预热的阳极引入池之前从池中取出。
7.当使用惰性阳极时,本发明至少部分地解决了已确定的缺点。
技术实现要素:
8.根据第一方面,本发明涉及一种用于在电解质池外部维护和运送阳极组件的绝缘设备。阳极组件包括多个竖直惰性阳极。该设备包括:支撑结构,该支撑结构限定内部空间,该支撑结构用于在内部空间中时使阳极组件绝缘;致动器组件,该致动器组件与支撑结构耦接并配置为支撑阳极组件,致动器组件可操作为在绝缘位置与加载-卸载位置之间移动阳极组件:在绝缘位置中,阳极组件位于支撑结构的内部空间中;并且在加载-卸载位置中,阳极组件位于支撑结构外部,用于将阳极组件加载到致动器组件和从致动器组件卸载阳极组件;以及从支撑结构的内表面延伸的热遮蔽组件,用于当阳极组件在内部空间中时使阳极组件绝缘。
9.根据另一方面,本发明涉及一种用于在电解质池外部运送阳极组件的设备。该阳极组件包括多个阳极,优选地,竖直惰性阳极。该设备包括:支撑结构,该支撑结构限定内部空间;致动器组件,该致动器组件与支撑结构耦接并配置为支撑阳极组件,致动器组件可操作为在绝缘位置与加载-卸载位置之间移动阳极组件:在绝缘位置中,阳极组件位于支撑结构的内部空间中;并且在加载-卸载位置中,阳极组件位于支撑结构外部,用于将阳极组件加载到致动器组件或从致动器组件卸载阳极组件;以及由支撑结构支撑的热系统组件,用于在阳极组件位于内部空间中时保持阳极组件的温度。
10.根据优选实施方式,致动器组件还包括用于将阳极组件与致动器组件电隔离的电绝缘系统。
11.根据优选实施方式,支撑结构限定了与内部空间连通的开口底部,该设备还包括:门组件,该门组件可移动地耦接到支撑结构并且可在打开位置和关闭位置之间操作,打开位置允许阳极组件在绝缘位置和加载-卸载位置之间移动,在关闭位置,门组件关闭支撑结构的开口底部。
12.根据优选实施方式,致动器组件包括操纵水平梁,该操纵水平梁被配置为可拆卸地连接到阳极组件并在内部空间内竖直移动阳极组件。
13.根据优选实施方式,致动器组件包括由支撑结构支撑的第一马达和第二马达,每个马达分别耦接到布置在操纵梁的相对纵向端部处的移动元件,操纵梁沿着该纵向端部竖直升高和下降。优选地,移动元件包括由马达驱动的螺纹杆或链条,用于使操纵梁升高或下降。
14.根据优选实施方式,致动器组件包括用于可拆卸地接合并支撑阳极组件的故障安全悬挂装置。优选地,当致动器组件下降到阳极组件上时,故障安全悬挂装置接合到阳极组件的对应操纵销中。
15.根据优选实施方式,热系统包括从支撑结构的内表面延伸出的多个热遮蔽物,用于当阳极组件处于内部空间中时与多个惰性阳极的对应表面接合。
16.根据优选实施方式,热遮蔽物可以包括耐火衬里。
17.根据优选实施方式,设备还包括电加热器模块,用于在阳极组件位于内部空间中时加热惰性阳极。
18.根据优选实施方式,支撑结构被配置为允许阳极组件的上部区通风,以将上部区保持在低于含有多个惰性阳极的下部热区的温度。
19.根据优选实施方式,该设备还包括导向销,该导向销与电解质池的结构对准,以便于将阳极组件可操作地安装到其中。
20.根据优选实施方式,该设备还可包括在导向销和支撑结构之间的第一电隔离元件。
21.根据优选实施方式,致动器组件还包括自动连接组件,该自动连接组件将阳极组件电连接到电解池。优选地,自动连接组件包括气动扳手和同步螺栓系统。
22.根据优选实施方式,该设备还可包括在自动连接组件和支撑结构之间的第二电隔离元件。
23.根据优选实施方式,该设备还可包括位于致动器组件顶部的第三电隔离元件。根据优选实施方式,支撑结构包括位于顶部的附接元件,该附接元件被配置为机械地附接至用于运输或运送该设备的桥式起重机。
24.根据优选实施方式,该设备还可包括用于将该设备与桥式起重机隔离的第四电隔离元件。
25.根据又另一方面,本发明涉及一种将给定温度下的惰性阳极的阳极组件输送到用于生产有色金属的电解池的方法,包括:
26.在给定温度下预热阳极组件的惰性阳极,阳极组件位于电解池外部;
27.将阳极组件输送向电解池,同时保持预热的惰性阳极的给定温度;并且
28.将阳极组件的预热惰性阳极插入电解池的熔融电解质浴中。
29.根据优选实施方式,a)将在位于距电解池一定距离的预处理站中预热阳极组件的惰性阳极。该方法优选地还包括,在b)之前从预处理站移除阳极组件,同时将阳极组件封闭在绝缘运输设备内,该绝缘运输设备被配置为将阳极组件输送至电解池,同时将惰性阳极的给定温度保持在预定容差范围内。
30.根据优选实施方式,从预处理站移除阳极组件并将阳极组件封闭在绝缘运输设备内包括:
31.将绝缘运输设备定位在位于阳极预处理器中的阳极组件上;
32.将致动器组件从绝缘运输设备的内部空间下降到阳极组件;
33.将阳极组件连接到致动器组件;并且
34.将连接有阳极组件的致动器组件从阳极组件预处理器升高到绝缘运输设备的内部空间中。
35.根据优选实施方式,c)将阳极组件的预热惰性阳极插入电解池的熔融电解质浴中包括:
36.将绝缘运输设备定位在电解池上方;
37.将致动器组件和阳极组件从绝缘运输设备下降到电解池中,直到预热的惰性阳极插入熔融电解质浴中;
38.将阳极组件机械地连接到电解池;
39.将阳极组件的惰性阳极电连接到电解池;并且
40.从致动器组件释放阳极组件。
41.根据优选实施方式,将阳极组件下降到浴中包括在将阳极组件下降到电解池中之前,将绝缘运输设备的导向销对准电解池的相应接收孔。
42.根据优选实施方式,将阳极组件的惰性阳极连接到电解池包括将阳极组件的柔性部分机械地栓接到电解池的阳极等电位棒上。
43.根据优选实施方式,将致动器组件耦接到绝缘运输设备的支撑结构,致动器组件包括被配置为支撑阳极组件并竖直移动阳极组件的操纵梁,其中,从绝缘运输设备释放阳极组件包括从操纵梁释放阳极组件,然后该方法还包括:
44.在将阳极组件从操纵梁上释放之后,将操纵梁升高到绝缘运输设备的支撑结构中;并且
45.将绝缘运输设备从电解池中取出。
46.根据优选实施方式,绝缘运输设备包括用于热隔离开口的门组件,阳极组件通过该开口进入和离开绝缘运输设备,该方法还包括:
47.当从阳极预处理站移除阳极组件并将阳极组件封闭在绝缘运输设备中时:
48.将门组件致动到打开位置;
49.将阳极组件升高到绝缘运输设备的内部空间中;和
50.关闭门组件;以及
51.在将阳极组件安装在电解池中时:
52.将门组件致动到打开位置;并且
53.将阳极组件从绝缘运输设备的内部空间下降到电解池中。
54.根据另一方面,本发明涉及一种用于在电解池外部运送废阳极组件或池预热器的设备,池预热器被配置为插入池中使池预热,之后将预热的阳极组件插入到预热的池中,该设备包括:
55.支撑结构,该支撑结构限定内部空间;
56.致动器组件,该致动器组件与支撑结构耦接并被配置为支撑废阳极组件或池预热器,致动器组件可操作为在绝缘位置和加载-卸载位置之间移动池预热器:
57.在绝缘位置中,废阳极组件或池预热器定位支撑结构的内部空间中;并且
58.在加载-卸载位置中,废阳极组件或池预热器位于支撑结构外部,用于将废阳极组件或池预热器加载到致动器组件或从致动器组件卸载废阳极组件或池预热器;以及
59.自动连接系统,该自动连接系统被配置为用于在将池预热器安装到池中时将池预热器电连接到电解池,或将废阳极组件或池预热器与电解池电断开,之后从池预热器中将它们取出。
60.根据优选实施方式,致动器组件还可包括电绝缘系统,用于将池预热器或阳极组件与致动器组件电隔离。
61.根据优选实施方式,致动器组件包括操纵水平梁,该操纵水平梁被配置为可拆卸地连接到阳极组件并且竖直地移动内部空间内的池预热器或阳极组件。优选地,致动器组件包括由支撑结构支撑的第一马达和第二马达,每个马达分别耦接到布置在操纵梁的相对纵向端的移动元件,操纵梁沿着该移动元件竖直升高和下降。优选地,该移动元件包括由马达驱动的螺纹杆或链条,用于使操纵梁升高或下降。
62.根据优选实施方式,致动器组件包括故障安全悬挂装置,用于可拆卸地接合和支撑池预热器或阳极组件。优选地,在致动器组件下降到池预热器或阳极组件上时,该故障安全悬挂装置接合到池预热器或阳极组件的相应操纵销中。
63.根据优选实施方式,该设备还可包括由支撑结构支撑的热遮蔽物,用于在将池预热器或阳极组件从池中取出时,保护支撑结构免受来自池预热器或阳极组件的热辐射。优选地,热遮蔽物包括耐火衬里。
64.根据优选实施方式,支撑结构被配置为允许支撑结构的上部区通风,以将上部区保持在比含有池预热器或阳极组件的阳极的下部热区更低的温度下。
65.根据优选实施方式,该设备还可包括导向销,该导向销与电解池的结构对准,以便于将池预热器或阳极组件安装在其中。
66.根据优选实施方式,自动连接组件包括一对气动扳手和同步螺栓系统。
67.根据优选实施方式,支撑结构包括附接元件,该附接元件被配置为机械地附接到用于运输设备的桥式起重机。
68.根据另一方面,本发明涉及一种用于启动用于生产有色金属的电解池的方法,该电解池被配置为含有n个阳极组件,其中n≥1。该方法包括:
69.a)在池中安装n个池预热器以代替n个阳极组件;
70.b)用n个池预热器对池进行预热,直到池中达到给定温度;
71.c)将熔化的电解质浴与一定量的熔化金属倒入池中;
72.d)使用如本文限定的用于将废阳极组件或池预热器输送到电解池外部的设备移除第一池预热器;
73.e)使用如本文限定的用于将阳极组件输送到电解池外部的设备,或根据如本文限定的将给定温度下的惰性阳极的阳极组件输送至在生产有色金属中使用的电解池的方法,插入被预热的阳极组件代替被移除的池预热器,并且
74.f)重复步骤d)和e)(n-1)次,直到所有的池预热器都被预热的阳极组件代替。
75.根据另一方面,本发明还涉及一种用于在生产有色金属期间更换电解池的废阳极组件的方法,该池包括插入在给定温度下的熔化电解浴中的n个阳极组件,其中n≥1。该方法包括:
76.a)使用如本文限定的用于在电解池外部运送阳极组件或池预热器的设备,从池中移除废阳极组件;
77.b)在步骤a)之后,立即使用如本文限定的用于在电解池外部运送阳极组件的设备,或根据如本文限定的用于将给定温度下的惰性阳极的阳极组件运送到电解池的方法,插入在给定温度下预热的新阳极组件;
78.其中,在池生产有色金属的同时进行步骤a)和b),并且
79.其中,对要更换的池的每个废阳极组件重复步骤a)和b)。
80.根据优选实施方式,有色金属是铝,并且n个阳极组件包括多个惰性阳极。
81.根据优选实施方式,惰性阳极是竖直惰性阳极。
82.本发明可与惰性阳极电池和阳极组件构造兼容,并解决了热冲击问题。有利地,当将惰性阳极引入热电解浴中时,中转箱的绝热允许保持阳极温度均匀性并防止热冲击。
附图说明
83.本发明的进一步特征和示例性优点将从以下结合附图的详细描述变得显而易见,其中:
84.图1是根据优选实施方式的阳极组件的示意图;
85.图2示出了根据优选实施方式的阳极组件从预处理站(a)到电解池(c)的转移(b);
86.图3是根据优选实施方式的中转箱的示意性打开视图,其中(a)操纵梁处于其绝缘位置,和(b)操纵梁处于其加载-卸载位置;
87.图4是根据优选实施方式的处于其绝缘位置的中转箱的示意图,显示了(a)在热遮蔽组件后面的阳极组件,和(b)固定在中转箱内的操纵梁上的阳极组件;
88.图5是根据优选实施方式的中转箱的示意图,示出了:(a)处于其加载-卸载位置的中转箱,其中阳极组件位于热遮蔽组件下方,和(b)门组件处于打开位置的其侧视图;
89.图6是根据优选实施方式的中转箱的示意图,其中操纵梁处于其被绝缘的位置,并显示了用于上下移动操纵梁、夹紧/释放阳极组件和紧固电气连接的不同机构;
90.图6b示出了根据优选实施方式的中转箱的电隔离元件的不同位置;
91.图7示出了根据优选实施方式的中转箱或设备与电解池的自动连接的细节;
92.图8示出了根据优选实施方式,在视图(a)至(c)中将经预热的阳极组件从预处理站加载到中转箱以及视图(d)将阳极组件从中转箱卸载到电解池的不同步骤;
93.图9示出了根据优选实施方式的中转箱和预处理站的不同视图:当阳极组件装入中转箱时,前视图(a)和侧视图(b),和起重机抬起中转箱时,前视图(c);
94.图10示出了根据优选实施方式的将阳极组件从中转箱卸载到电解池中:侧视图
(a)和前视图(b);
95.图11示出了根据优选实施方式,一旦阳极组件被加载到电解池中,移除中转箱:侧视图(a)和前视图(b);
96.图12是示出根据优选实施方式的用于将给定温度下的惰性阳极的阳极组件输送到用于生产有色金属的电解池的方法的流程图;
97.图13是示出根据第一优选实施方式的方法的流程图;
98.图14是示出根据第二优选实施方式的方法的流程图;
99.图15是示出根据第三优选实施方式的方法的流程图;
100.图16是示出根据第四优选实施方式的方法的流程图;
101.图17是根据优选实施方式的池预热器(cp)的示意图;
102.图18示出了根据优选实施方式的废阳极组件(saa)从电解池(左)向维护用运输车(chariot)(右)的转移;
103.图19示出了根据优选实施方式的池预热器(cp)从电解池(左)向运输车(右)的转移;
104.图20是根据优选实施方式的用于在电解池外部运送阳极组件或池预热器的设备(本文也称为cplb)的示意性打开视图,其中(左)操纵梁处于其被绝缘的位置,并且(右)操纵梁处于其加载-卸载位置;
105.图21是根据优选实施方式的cplb处于其绝缘位置的示意图,其中cp固定在cplb内部的操纵梁上;
106.图22是根据优选实施方式的cplb处于其绝缘位置的示意图,其中saa固定在cplb内部的操纵梁上;
107.图23是根据优选实施方式的cplb的示意图,显示了:(左)cplb处于其加载-卸载位置,saa附接到操纵梁,和(右)其侧视图;
108.图24是根据优选实施方式的cplb的示意图,显示了:(左)cplb处于其加载-卸载位置,cp附接到操纵梁,和(右)其侧视图;
109.图25是根据优选实施方式的cplb的示意性打开视图,其中操纵梁处于其绝缘位置,支撑saa;
110.图26是根据优选实施方式的cplb的示意性打开视图,其中操纵梁处于其绝缘位置,支撑cp;
111.图27是根据优选实施方式的在电解池上支撑cp的cplb的示意性打开视图,其中(a)和(b)显示了cplb与电解池的一对自动连接的细节;
112.图28是根据优选实施方式的在电解池上支撑saa的cplb的示意性打开视图,其中(a)cplb与电解池的一个自动连接的细节;
113.图29示出了根据优选实施方式的使cplb接近含有cp的运输车上方的第一步,(左)前视图,(右)侧视图;
114.图30示出了根据优选实施方式的将cplb连接到运输车中cp的第二步,(左)前视图,(右)侧视图;
115.图31示出了根据优选实施方式的将cplb和cp从运输车上升起的第三步,(左)前视图,(右)侧视图;
116.图32示出了根据优选实施方式的将从位于电解池上方的cplb降下cp的第四步,(左)前视图,(右)侧视图;
117.图33示出了根据优选实施方式的一旦电解池被cp加热,从电解池移除cp的第一步,其中cplb位于含有cp的电解池上方,(左)前视图,(右)侧视图;
118.图34示出了根据优选实施方式的从被加热的电解池移除cp的第二步,其中cplb的操纵梁在与cp连接之前被下降,(左)前视图,(右)侧视图;
119.图35示出了根据优选实施方式的从电解池升高cplb和cp的第三步,(左)前视图,(右)侧视图;
120.图36示出了根据优选实施方式的从位于运输车上方的cplb降下并卸载cp的第四步,(左)前视图,(右)侧视图;
121.图37示出了根据优选实施方式的从电解池中去除saa的第一步,其中cplb位于含有saa的电解池上方,(左)前视图,(右)侧视图;
122.图38示出了根据优选实施方式的从电解池中去除saa的第二步,其中与saa连接之前下降cplb的操纵梁在,(左)前视图,(右)侧视图;
123.图39示出了根据优选实施方式的从电解池升高cplb和saa的第三步,(左)前视图,(右)侧视图;
124.图40示出了根据优选实施方式的在将saa下降和卸载到运输车中之前,将含有saa的cplb定位在运输车上方的第四步,(左)前视图,(右)侧视图;
125.图41示出了根据优选实施方式的cplb的电隔离元件的不同位置;
126.图42是示出优选实施方式的用于启动用于生产有色金属的电解池的方法的流程图;以及
127.图43是示出根据优选实施方式的用于在有色金属生产期间更换电解池的废阳极组件的方法的流程图。
具体实施方式
128.中转箱(tb):
129.碳阳极可以抵抗在将冷阳极引入到热熔融电解质中时发生的热冲击,因此无需采取特殊的预防措施来预热或避免新阳极和电解浴之间的温差。
130.惰性阳极通常由对热冲击敏感的稳定复合材料制成。由于使用稳定复合阳极开发新的或改进的熔炼工艺,需要新的系统、设备和方法来维护和更换熔炼池的阳极组件。
131.在惰性阳极工艺中,阳极由复合材料制成。如图1和2所示,阳极组件10包括水平梁12,包括柔性阳极组件11,单个阳极14的组件悬挂在柔性阳极组件11上。阳极组件10通常由桥式起重机30(如图8-11所示)搬运,以典型地横向于电解池40定位(如图10-11所示)。
132.如图2所示,阳极组件(aa)10首先被放置在阳极预处理站20中,其中aa优选地被均匀地预热到接近电解池40的熔融电解质浴42的温度的预定温度。阳极组件10从阳极预处理站20到池40的后续运输优选以保持惰性阳极14的温度和温度均匀性的方式进行。优选地,当惰性阳极被浸入电解质浴中时,阳极组件(aa)中的惰性阳极的温度与浴温度相比正或负25℃(预定容差范围)。中转箱内的温度损失低于每小时10℃。为此目的,已经开发了一种新的设备100,用于在将阳极组件的惰性阳极插入电解池的熔融电解质浴之前,在保持经预热
的惰性阳极的温度的同时来运送惰性阳极的阳极组件。
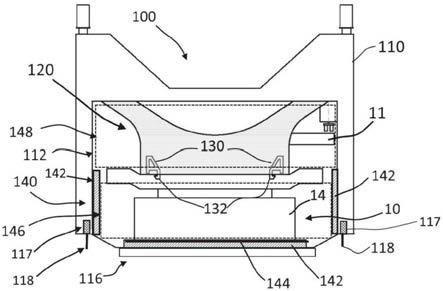
133.如图3至图7所公开和图示的,设备100在本文中也以“中转箱”或tb命名,首先包括通常由组装的金属板元件制成的支撑结构110。设备100限定了内部空间112,该内部空间112被配置为容纳阳极组件10。
134.如图3-8所示,中转箱100包括致动器组件120,其与支撑结构110耦接并且包括被配置为支撑阳极组件10的操纵梁122。致动器组件120可操作以使操纵梁122相对于支撑结构在绝缘位置和加载-卸载位置之间移动,绝缘位置(图3的(a)-图4的(a))用于将阳极组件10保持在支撑结构的内部空间112内,加载-卸载位置在内部空间112外部用于将阳极组件加载和卸载到操纵梁122上(图3的(b)-图4的(b))。
135.如图5的(b)更好地示出,支撑结构110包括与内部空间112连通的开口底部114,以及门组件116(图5的(b)),该门组件116可操作地耦接到支撑结构110以在打开位置和关闭位置之间移动,从而允许阳极组件10移动进出中转箱100。当阳极组件10在中转箱100内时,门组件116关闭支撑结构110的开口底部114。
136.支撑结构110被配置为在操纵梁122从绝缘位置移动到加载-卸载位置移动到打开状态(参见图5),并在操纵梁122从加载-卸载位置移动到绝缘位置时移动到闭合状态(见图6)。
137.在传统的霍尔-赫鲁特电池中,阳极组件通常包括竖直阀杆,其插入碳阳极中并由桥式起重机操纵,该桥式起重机将新阳极定位倚靠在电池阳极框架上(以池的纵轴为中心)并通过由起重机启动的连接器将阳极连接到框架(机械和电气连接)。阳极组件的横向定位是通过将阀杆插入两个用螺栓固定在阳极框架上的导轨之间来实现的。竖直定位是通过移动悬挂阳极组件的桥式起重机的阳极桅杆来实现的。新阳极组件的竖直定位对于池的性能至关重要,因为阳极和阴极活性面是水平的。
138.在惰性阳极电池的情况下,必须理解的是,在纵向竖直方向(z轴)和横向(x和y轴)上需要高定位精度,以确保正确的阳极/阴极距离,因为阳极和阴极活性面是竖直的。竖直定位通常通过桥式起重机30的吊升机械的运动来实现,中转箱100悬挂在桥式起重机30上。电连接通常通过将阳极组件柔性件11栓接到纵向于池的阳极等电位棒上来实现。如图3至图6所示,致动器组件120允许在绝缘位置和加载-卸载位置之间移动操纵梁122(z轴),同时防止阳极组件的水平倾斜。致动器组件120可以包括第一马达124和第二马达126,其各自分别耦接到相应的螺纹杆125-127,该螺纹杆125-127布置在操纵梁122的相对纵向端部,该梁沿螺纹杆125-127(图3的(a)-图4的(a))升高和下降。两个提升马达124-126优选地被耦接,以便允许以完全水平的方式使阳极组件下降,并确保阳极组件10的水平梁12可以自由地接合其定位销。
139.如图6所示,操纵梁122可以包括至少一个故障安全悬挂装置130,用于固定至和支撑阳极组件。在将操纵梁下降到阳极组件上时,故障安全悬挂装置130接合到阳极组件的相应操作销132中。故障安全装置优选地是半自动故障安全装置,其在下降到阳极组件上时接合到阳极组件操纵销中,从而降低阳极组件掉落通过的风险。故障安全装置130仅在阳极组件搁置在电解池40的上部结构44上时才能脱离。
140.如图4至6所示,设备100还可包括从支撑结构110的内表面延伸出的热遮蔽组件140,用于面对阳极组件的惰性阳极,并且当阳极组件在内部空间112中时,可操作地绝缘在
多个侧面上的阳极组件10。热遮蔽组件140可以包括多个热面板142,其竖直地和水平地布置在支撑结构内,用于当阳极组件10处于内部空间112中时与惰性阳极14的相应竖直表面接合。例如,热遮蔽组件可以包括耐火衬里144。此外,热遮蔽组件可配备有加热器系统,例如电加热器,用于在阳极组件位于内部空间中时加热或维持经预热的惰性阳极的温度。
141.图6显示了由热遮蔽物140的热面板142和也配备有热衬里144的底门116包围的阳极组件10的惰性阳极14。支撑结构110然后限定包括惰性阳极14的低热区146,并且其中在将设备100向池运送期间保持惰性阳极14的温度(见图2或9)。绝缘结构100还被配置为允许位于阳极组件10和下部热区144上方的内部空间112内的上部冷区148通风,以将上部冷区148保持在低于热区的温度。例如,当下部热区内部的温度为约900℃时,上部冷区的温度可为约150℃。
142.图6b示出了中转箱100的电隔离元件151-154的不同位置。特别地,第一电隔离元件151可以定位在支撑结构110和导向销118之间,第二电隔离元件152位于致动器组件120的顶部,第三电隔离元件153位于自动连接组件134和支撑结构110之间,以及最后还有第四电隔离元件154用于隔离中转箱100与起重机,例如,与位于箱顶部的操作钩160协作。该第四元件154也可以是主支撑桥或起重机30的一部分。
143.如图6-8所示,为了保证阳极组件与池40的竖直(z轴)和横向(x,y轴)对准,设备100可以还包括导向销118,其对准到电解池40的上部结构的匹配孔口119,允许如此精确地定位到池上。导向销118可以使用移动系统117移动,以易于将销插入其相应的匹配孔口119。如图8的(a)所示,销118还被配置为对准或插入预处理器20的匹配孔口22中。
144.如图7所示,致动器组件120可以还包括自动连接组件134,以将阳极组件10电连接到电解池40。优选地,电连接是高强度(hi)连接。自动连接组件134可以包括气动扳手、同步螺栓系统和高安培连接器。
145.如图8所示,设备100且更具体地支撑结构110,被配置为机械地附接到桥式起重机30以进行运输。
146.根据另一方面,本发明涉及一种用于将给定温度下的惰性阳极的阳极组件输送到用于生产有色金属(例如但不限于铝)的电解池的方法。可参考图2和8至11的附图和图12至16的流程图。
147.如图2和12所示,方法1000通常包括步骤:
148.1100:在给定温度下预热阳极组件10的惰性阳极14,阳极组件10位于电解池40外部;
149.1200:将阳极组件10朝电解池运输,同时保持经预热的惰性阳极的给定温度;和
150.1300:将阳极组件的经预热的惰性阳极插入电解池的熔融电解质浴中。
151.如图8或13所示,预热阳极组件的惰性阳极1100的步骤a)在预处理器20内进行,该预处理器也称为预处理站,位于距电解池一定距离处(图8a),1110。预处理器被配置为接收阳极组件(图8a)并在给定或预定温度下加热惰性阳极,该温度应接近惰性阳极将被插入的电解池40的熔融电解质浴42的温度。为了在向池40的运输过程中保持惰性阳极的温度,该方法然后优选地在步骤b)之前还包括1120,在将阳极组件封闭在绝缘运输设备100内部的同时从阳极组件预处理器20取出阳极组件步骤,绝缘运输设备100被配置为将阳极组件朝电解池运送,同时保持惰性阳极的给定温度恒定或几乎恒定。
152.根据图8和图14所示的优选实施方式,从阳极组件预处理器取出阳极组件并将阳极组件封闭在绝缘运输设备中的步骤1120可以包括步骤:
153.1121:将绝缘运输设备100定位在位于阳极预处理器20中的阳极组件10上(参见图8的(a)),例如使用具有固定到中转箱的电缆的起重机30;
154.1122:将操纵梁122从绝缘运输设备的内部空间112下降到阳极组件(见图8的(b));
155.1223:将阳极组件连接到操纵梁;和
156.1224:将连接有阳极组件的操纵梁从阳极组件预处理器20升高到绝缘运输设备的内部空间中(图8的(c))。
157.根据如图9和15所示的优选实施方式,在保持经预热的惰性阳极的给定温度的同时将阳极组件10朝电解池40运输的步骤1200可以包括步骤:
158.1210:使用起重机提升运输设备,并且
159.1220:在保持运输箱内惰性阳极14的温度的同时,可控地将起重机30移向电解池(图9和10),例如由于热遮蔽物或本文描述的用于保持温度恒定的其它装置。
160.根据图8、10和16所示的优选实施方式,将阳极组件的经预热的惰性阳极插入电解池的熔融电解质浴中的步骤1300包括:
161.1310:将绝缘运输设备定位在电解池上方(见图8的(c)或10的(a));
162.1320:将阳极组件10从绝缘运输设备下降到电解池中,直到经预热的惰性阳极14被插入到熔融电解质浴中(图8的(d)或10的(b));
163.1330:将阳极组件10机械地连接到电解池;
164.1340:将阳极组件10的惰性阳极14电连接到电解池;和
165.1350:从绝缘运输设备释放阳极组件。
166.根据优选实施方式,将阳极组件下降到池的生产锅或浴中的步骤可以包括将绝缘运输设备的导向销对准电解池的相应接收孔,同时将阳极组件下降到导向销对准的电解池中的步骤。
167.根据优选实施方式,将阳极组件的惰性阳极电连接到电解池的步骤可以包括将阳极组件的柔性部分气动栓接到电解池的阳极等电位棒上。
168.如本文所述,绝缘运输设备包括支撑结构和与其耦接的致动器组件,该致动器组件包括被配置为支撑阳极组件并竖直移动阳极组件的操纵梁。因此,从绝缘运输设备释放阳极组件的步骤可以包括从操纵梁释放阳极组件的步骤。然后,该方法还可包括在从操纵梁释放阳极组件之后,将操纵梁升高到绝缘运输设备的支撑结构中;和将绝缘运输设备从电解池中取出。
169.如本文,绝缘运输设备100包括用于密封开口114的门组件116,阳极组件通过该开口114进入和离开绝缘运输设备。然后,该方法还可包括:
170.在从阳极预处理器中取出阳极组件并将阳极组件封闭在绝缘运输设备中时:
171.(i)将门组件移动到打开位置;
172.(ii)将阳极组件升高到绝缘运输设备的内部空间中;和
173.(iii)关闭门组件;以及
174.在将阳极组件安装在电解池上时:
175.(i)将门组件移动到打开位置;以及
176.(ii)将阳极组件从绝缘运输设备的内部空间下降到电解池中。
177.如图11所示,一旦阳极组件已被卸载到电解池40,则箱体由起重机30升起以返回预处理站20,从而加载后续阳极组件。
178.池预热器提升梁或cplb:
179.如上所述,使用惰性阳极工作的电解池需要预热,通常使用池预热器,本文也称为cp。池预热器必须插入池的罐中以预热池,该池通常含有待熔化的干电解质,然后在将经预热的阳极引入池之前从池中取出。此外,即使惰性阳极不必像消耗性碳阳极那样频繁地从池中取出,也必须不时取出废阳极组件(saa)进行维护,并立即更换为新的经预热的阳极组件(aa)。因此,申请人开发了一种名为“池预热器提升梁”或cplb的设备,与本文所公开的中转箱类似,用于将cp安全且准确地插入池中,一旦池被预热,就从池中取出该cp。cplb还可用于在使用中转箱(tb)将新的经预热的阳极组件插入池之前,从池中取出废阳极组件(saa)。
180.图17是同样由申请人开发的池预热器(cp)的示意图。池预热器200可以包括至少一个电加热器210,该电加热器210包括通过母线220供电的至少一个电阻。cp 200被配置为安装在电解池中代替相应的阳极组件,用于在将相应的阳极组件安装到池中之前对池进行预热。如本文稍后所述,母线220可包括用于将cplb连接到cp并运输cp的连接元件234。该cp的示例在申请人于2020年5月1日向美国专利局提交的临时申请ussn:63/018,680中公开,其内容通过引用并入本文。在不脱离本发明范围的情况下,可以使用任何其它种类的池预热器。
181.图18示出了废阳极组件(saa)50从电解池40(左)移动到维护用建筑物60(右)外部的运输用战国,其中saa电连接到池的等电位(符号( )和(-))。
182.图19示出了从电解池40(左)向运输车60(右)的池预热器200(cp)的转移。一旦池被加热到电解反应所需的温度,池的启动需要移除cp。cp连接到池等电位的上游(符号( ))和池等电位的下游(符号(-))。移除后,将cp放置在运输车上,以便在建筑物外运输。池中的cp立即更换为新的阳极组件,例如通过使用如本文所述的中转箱100。
183.图20是根据优选实施方式的cplb 300的示意性打开视图。设备300包括支撑结构310,限定内部空间312;致动器组件320与支撑结构310耦接并且被配置为支撑阳极组件或池预热器。如图20所示,致动器组件320可操作以在绝缘位置(左图)和加载-卸载位置(图20,右图)之间竖直移动,在绝缘位置中,池预热器或废阳极组件将定位在支撑结构310的内部空间312中,分别如图21和22所示;以及在加载-卸载位置中,阳极组件或池预热器将位于支撑结构外部,用于将阳极组件或池预热器加载到致动器组件或从致动器组件卸载阳极组件或池预热器。
184.根据优选实施方式,cplb的致动器组件320包括操纵水平梁322,其被配置为可拆卸地连接到阳极组件并在内部空间内竖直移动池预热器或阳极组件。致动器组件320可以包括由支撑结构310支撑的第一马达324和第二马达326,每个马达分别耦接到移动元件325,该移动元件325布置在操纵梁322的相对纵向端部,操纵梁沿着该纵向端部竖直升高和下降。优选地,对于每个马达324、326,移动元件325可以包括由马达启动的螺纹杆或链条,用于使操纵梁322升高或下降。
185.如图25和26所示,致动器组件还可包括故障安全悬挂装置330,用于可拆卸地接合并支撑池预热器(图26)或阳极组件(图25)。用于cplb的故障安全悬挂装置330可以与本文所述的中转箱的故障安全悬挂装置130相同。在致动器组件下降到池预热器或阳极组件上时,故障安全悬挂装置330接合到池预热器200或(废)阳极组件50的相应操纵销332中。
186.图23是根据优选实施方式的cplb 300的示意图,显示cplb处于其加载-卸载位置,其中saa 50附接到致动器组件320的操纵梁322(左图为前视图,且右图是侧视图)。图24是根据优选实施方式的cplb 300的示意图,显示cplb 300处于其加载-卸载位置,其中cp 200附接到操纵梁(左图是前视图,且右图是侧视图)。图25是根据优选实施方式的cplb 300的示意性打开图,其中操纵梁322处于其绝缘位置,支撑saa50,而图26是根据优选实施方式的cplb 300的示意性打开图,其中操纵梁322处于其绝缘位置,支撑cp 200。
187.如图25和26所示,设备或cplb 300还可包括由支撑结构310支撑的热遮蔽物340,用于在从池中取出池预热器或废阳极组件时,保护支撑结构免受来自池预热器或废阳极组件的热辐射。热遮蔽物可以包括耐火衬里。可以使用如上文所述的用于中转箱100的热遮蔽物。
188.如图25至图28所示,cplb 300还包括自动连接系统334,其被配置为当池预热器安装到池中时将池预热器200电连接到电解池40,或者在从池预热器中取出之前将池预热器与电解池电断开。如图25-27所示,cplb 300可以具有两个相对的自动连接系统334,用于将cp 200电连接到池40。图27是在电解池上支撑cp 200的cplb 300的示意性打开视图,其中(a)和(b)显示了根据优选实施方式的cplb与电解池的一对自动连接件334的细节。当cplb 300用于移除和运输saa时,仅使用自动连接系统334之一(参见图26),或者cplb仅具有一个自动连接系统334,如图28所示。图28是在电解池上支撑saa的cplb的示意性打开视图,其中(a)根据优选实施方式的cplb与电解池的一个自动连接的细节。
189.如图25所示,支撑结构被配置为允许支撑结构312的上部区313通风,以将上部区保持在比含有池预热器或阳极组件的废阳极的下部热区更低的温度。例如,梁322上方的上部区313可以打开,允许上部区313自然通风。
190.使用cplb的方法
191.图29至32示出了使用cplb 300运送cp 200并将其安装在池中的不同步骤,左图显示前视图且右图显示侧视图。图29示出了使cplb 300接近含有cp的运输车60上的第一步。图30示出了将cplb 300连接到运输车60中的cp 200的第二步。图31示出了在将cplb 300和cp 200运送到待预热的池40之前,从运输车60升起cplb 300和cp 200的第三步。图32示出了一旦cplb已经定位在池40上方,将cp从cplb下降到电解池40中的第四步。在上面的第二步中,由于导向销318(图3),将cplb精确地放置在池上(图32)。电连接是通过cplb和自动连接系统334之间的交互以及与两个电动吊舱协作来完成的。如图32所示,可以使用cplb将多个cp 200放置在同一电解池中。
192.图33至36示出了一旦每个cp已经加热池后,使用cplb 300从池中取出并运送一个或多个cp 200的不同步骤,左图显示前视图且右图显示侧视图。图33示出一旦池已被cp加热,从电解池40移除cp 200的第一步。cplb 300在导向销318的帮助下被精确地定位在含有cp的电解池上方。如图34所示,梁322向下移动直到用故障安全悬挂装置330抓住并锁定cp。使用自动连接系统334将两个电动吊舱从cp断开。图35示出了从电解池中升高cplb和cp的
第三步。图36示出了将cp从位于运输车上方的cplb下降和卸载的第四步,以便进一步运输和维护。
193.图37至40示出了使用cplb 300从池40中移除废阳极组件(saa)的不同步骤,左图显示前视图且右图显示侧视图。图37示出了第一步,期间使用导向销318将cplb 300精确定位在含有saa的电解池40上方。图38示出了从电解池中取出saa的第二步,其中将cplb 300的操纵梁322下降,然后抓住和锁定saa,如上面针对cp所述。如上文针对cp所述,saa与池电断开。图39示出了从电解池40中升起cplb 300和saa 50的第三步。最后,图40示出了将含有saa 50的cplb 300定位在运输车60上方的第四步,然后将saa下降并卸载到运输车中以进行进一步运输和维护。
194.图41示出了根据优选实施方式的cplb的电隔离元件的不同位置。对于本文所述的中转箱100,电隔离元件351-354可以位于cplb 300的不同位置。具体地:第一电隔离元件351可以插入在支撑结构310和导向销318之间,第二电隔离元件352可以插入在致动器组件320的顶部,第三电隔离元件353可以插入在自动连接组件334和支撑结构310之间,并且可以插入第四电隔离元件354以将中转箱100与起重机隔离,例如与cplb顶部的操作钩360协作。该第四元件354也可以是主支撑桥或起重机30的一部分(参见例如图40)。第五电隔离元件355可以插入在操纵梁322的底面,以避免在操纵梁322的连接或断开过程中cp的加热电阻的任何电接触或短路。
195.组合使用中转箱(tb)和池预热器提升梁(cplb)以维护电解池。
196.图42是示出根据优选实施方式的方法的流程图,用于启动和维护用于生产有色金属的电解池,该电解池被配置为含有n个阳极组件,其中n≥1。通常,池可以含有多达17个阳极组件。
197.方法2000包括:
198.a)2100:在池中安装n个池预热器以代替n个阳极组件;
199.b)2200:用n个池预热器预热池直到池中达到给定温度;
200.c)2300:将熔化的电解浴和任选的一部分熔化的金属倒入池中;
201.d)2400:使用如本文限定的用于在电解池外部运送阳极组件或池预热器的设备或cplb移除第一池预热器;
202.e)2500:使用如本文限定的用于在电解池外部运送阳极组件的设备或tb,或根据如本文限定的用于将在给定温度下的惰性阳极的阳极组件运送到用于生产有色金属的电解池的方法,插入经预热的阳极组件以代替移除的池预热器,以及
203.f)2600:重复步骤d)2400和e)2500(n-1)次,直到所有的池预热器都被预热的阳极组件代替。
204.图43是用于示出根据优选实施方式的方法的流程图,用于在生产有色金属期间更换电解池的废阳极组件,该池包括n个插入在给定温度下熔化的电解浴中的阳极组件,其中n≥1。通常,当电解质浴包括用于制造铝的氧化铝时的给定温度为750℃至1000℃,例如约850℃。
205.方法3000包括:
206.a)3100:使用如本文所限定的用于在电解池外部运送阳极组件或池预热器的设备或cplb从池中移除废阳极组件;
207.b)3200:在步骤a)之后,使用如本文限定的用于在电解池外部运送阳极组件的设备或中转箱,或根据如本文限定的用于将在给定温度下的惰性阳极的阳极组件输送到用于生产有色金属的电解池的方法,立即插入在给定温度下预热的新阳极组件代替移除的废阳极组件;
208.其中,在池正生产有色金属的同时进行步骤a)和b),并且
209.其中,对于池的要更换的每个废阳极组件重复步骤a)和b)。
210.根据方法2000-3000的优选实施方式,有色金属为铝,并且n个阳极组件包括多个惰性阳极。更优选地,惰性阳极是竖直惰性阳极。
211.有利地,转移设备或中转箱(tb)的热支撑允许在将惰性阳极引入热电解池时保持阳极温度均匀性并防止热冲击。
212.由于池和阳极组件的不同构造,用于传统霍尔-赫鲁特工艺的现有解决方案不适用于惰性阳极工艺。此外,其没有回答与防止阳极上热冲击相关的限制。本发明与惰性阳极电池和阳极组件构造兼容,并解决了热冲击问题。
213.此外,根据本发明的tb和cplb有利地结合使用以操作电解池,用于使用池预热器启动池,并准确插入经预热的阳极组件代替池-预热器,同时保持池和经加热的阳极组件的温度,避免这样的热冲击。根据本发明的tb和cplb有利地结合使用以用新的经预热的阳极组件替换废阳极组件,同时保持池的其它阳极组件生产有色金属。tb允许池中阳极组件的快速和准确的机械和电气连接,与消耗性阳极(例如碳阳极)相比,当惰性或析氧阳极长时间使用时,这是一项重要要求。cplb允许在池中快速精确地安装池预热器,并且还允许快速安全地移除池预热器或废阳极组件。
214.本发明的描述是为了说明目的而提出的,但并不旨在穷举或限制于所公开的实施方式。许多修改和变化对于本领域普通技术人员将是显而易见的。选择实施方式是为了解释本发明的原理及其实际应用,并使本领域其它普通技术人员能够理解本发明,以便实施具有可能适合于其它预期用途的各种修改的各种实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。