1.本发明涉及于弹簧加工技术领域,尤其涉及一种扭转弹簧成型设备以及使用方法。
背景技术:
2.扭转弹簧属于螺旋弹簧,扭转弹簧可以存储和释放角能量或者通过绕簧体中轴旋转力臂以静态固定某一装置。扭转弹簧的端部被固定到其他组件,当其他组件绕着弹簧中心旋转时,该弹簧将它们拉回初始位置,产生扭矩或旋转力。
3.公开号为cn209062050u的发明创造公开了一种圆截面扭转弹簧成型装置,其包括:送料装置,围绕送料装置设置有卷制导向装置和切刀装置,所述送料装置的下方设置有接料框;所述送料装置包括有芯轴,所述芯轴的中心设置有出料口;所述卷制导向装置包括有卷制导向块;所述切刀装置包括有连接块和设置在连接块末端的刀头,所述连接块上还固定连接喷气嘴,所述喷气嘴连接有空压机,所述喷气嘴朝向刀头方向。
4.现有的扭转弹簧成型设备无法良好地加工扭转弹簧两侧的弯折段,使得扭转弹簧整体的质量不佳。
技术实现要素:
5.有鉴于此,有必要提供一种扭转弹簧成型设备以及使用方法,用以解决扭转弹簧两侧弯折段不易加工的问题。
6.本发明提供一种扭转弹簧成型设备,包括:可旋转的送料组件以及能够相对送料组件运动的弯折组件、卷制导向组件和切断组件,所述弯折组件、卷制导向组件以及切断组件环绕所述送料组件设置;
7.所述送料组件包括可转动的芯轴,所述芯轴的中心设有弹簧钢丝的出料口;
8.所述弯折组件包括弯折单元,所述弯折单元包括转动件以及与转动件可拆卸式连接的夹持件,所述转动件能够绕自身的轴线转动,所述夹持件能够夹持并转动弯折弹簧钢丝;
9.所述卷制导向组件包括用于卷制弹簧钢丝的导向块;
10.所述切断组件包括用于切断弹簧钢丝的切断刀。
11.进一步的,所述弯折单元还包括第一直线驱动件,所述第一直线驱动件套设于所述转动件的外部,所述第一直线驱动件内部设有用于驱动所述转动件转动的伺服电机,所述转动件相对所述芯轴的一端设有安装槽,所述夹持件嵌设于所述安装槽中,所述转动件的外壁上设有用于固定所述夹持件的旋接件。
12.进一步的,所述夹持件包括插接块以及与插接块固定连接的两夹持柱,所述插接块远离所述夹持柱的一端与所述安装槽插接,两所述夹持柱相对间隔设置,两所述夹持柱之间的间隔大于弹簧钢丝的直径。
13.进一步的,所述夹持柱的高度大于所述弹簧钢丝的直径,所述夹持柱的外围面圆
滑设置。
14.进一步的,所述弯折组件还包括感应单元,所述感应单元包括第二直线驱动件、与第二直线驱动件连接的感应支架以及设置于感应支架上的感应器,所述感应器能够感应所述感应支架与扭转弹簧的触碰,以确保扭转弹簧卷曲预定的长度。
15.进一步的,所述卷制导向组件还包括第三直线驱动件以及与第三直线驱动件可拆卸式连接的卷制导向件,所述导向块设置于所述卷制导向件靠近所述芯轴的一端。
16.进一步的,所述切断刀设置于所述芯轴与所述转动件之间,在所述芯轴的轴线方向上,所述切断刀与所述芯轴端部的距离小于所述转动件与所述芯轴端部的距离。
17.进一步的,所述切断组件还包括第四直线驱动件,所述切断刀的一端与所述第四直线驱动件可拆卸式连接,所述切断刀的另一端设有楔形的切割刃。
18.进一步的,所述送料组件还包括基座,所述芯轴与所述基座转动连接,所述基座内部设有与所述芯轴转动连接的伺服电机。
19.一种扭转弹簧成型设备的使用方法,包括以下步骤:
20.s1:所述芯轴从所述出料口送出一段弹簧钢丝后停止送料,所述转动件在所述第一直线驱动件的作用下伸出,所述夹持件的两所述夹持柱夹持住弹簧钢丝,所述转动件带动所述夹持件扭转,弯折弹簧钢丝成型一个弯折部和两个弯折段;
21.s2:所述转动件在所述第一直线驱动件的作用下缩回,重复s1步骤,形成第二个弯折部和另一个弯折段;
22.s3:所述转动件在所述第一直线驱动件的作用下缩回,所述芯轴带动弹簧钢丝旋转一个角度,所述第三直线驱动件驱动所述导向件下移并与弹簧钢丝抵接;接下来,所述芯轴匀速往外送料,卷制弹簧钢丝成型扭转弹簧本体;
23.s4:所述第二直线驱动件驱动所述感应支架相对所述芯轴移动到预定位置,所述芯轴低速往外送料,待扭转弹簧的弯折段与所述感应支架接触并触发所述感应器,所述芯轴停止往外送料,所述第二直线驱动件驱动所述感应支架缩回;
24.s5:所述芯轴带动弹簧钢丝旋转一个角度,重复s1步骤形成一个弯折部以及两个弯折段;
25.s6:所述转动件在所述第一直线驱动件的作用下缩回,所述第四直线驱动件驱动所述切断刀相对所述芯轴移动,所述切割刃切入弹簧钢丝中,所述芯轴带动弹簧钢丝旋转一周,弹簧钢丝被切断,扭转弹簧整体成型。
26.与现有技术相比,本发明具有的有益效果为:
27.本发明的一种扭转弹簧成型设备以及使用方法,设置了可以转动的芯轴以及可以转动的夹持件,夹持件在夹持弹簧钢丝后的转动能够对弹簧钢丝进行弯折,形成所需的弯折段,芯轴可以带动弹簧钢丝转动,形成弯折段之间的偏折角度。加工工序少,生产效率高,生产得到的扭转弹簧的表面光环,产品质量高。
附图说明
28.此处所说明的附图用来提供对本发明的进一步理解,构成本技术的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
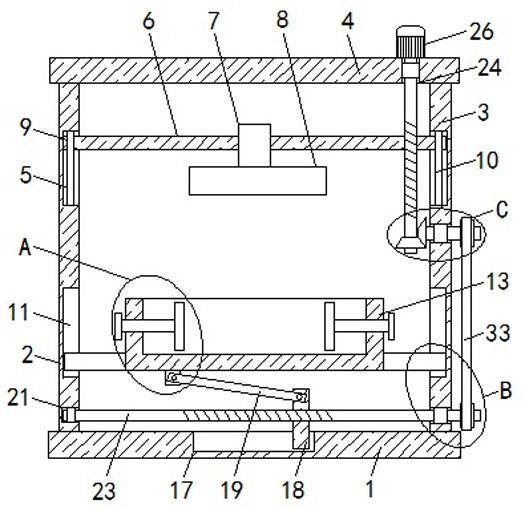
29.图1为本发明提供的一种扭转弹簧成型设备的整体结构示意图;
30.图2是本发明中弯折单元拆开的结构示意图;
31.图3是本发明中感应单元的结构示意图;
32.图4是本发明中切断刀的结构示意图;
33.图5是本发明中扭转弹簧的结构示意图;
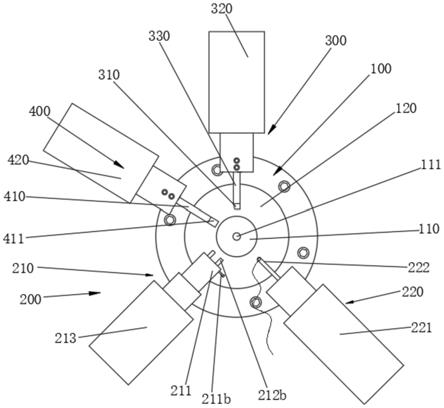
34.图中,送料组件100、芯轴110、出料口111、基座120、弯折组件200、弯折单元210、转动件211、安装槽211a、旋接件211b、夹持件212、插接块212a、夹持柱212b、第一直线驱动件213、感应单元220、第二直线驱动件221、感应支架222、感应器223、卷制导向组件300、导向块310、第三直线驱动件320、卷制导向件330、切断组件400、切断刀410、切割刃411、第四直线驱动件420。
具体实施方式
35.下面结合附图来具体描述本发明的优选实施例,其中,附图构成本技术一部分,并与本发明的实施例一起用于阐释本发明的原理,并非用于限定本发明的范围。
36.请参阅图1至图4,本实施例中的一种扭转弹簧成型设备,包括:可旋转的送料组件100以及能够向送料组件100运动的弯折组件200、卷制导向组件300和切断组件400,弯折组件200、卷制导向组件300以及切断组件400环绕送料组件100设置。送料组件100、弯折组件200、卷制导向组件300和切断组件400均与成型设备的机架连接,弯折组件200、卷制导向组件300和切断组件400设置于同一平面内且相对送料组件100垂直设置,在直线驱动件的作用下,弯折组件200、卷制导向组件300和切断组件400均能相对送料组件100运动,对送料组件100中的弹簧钢丝进行操作。送料组件100包括可转动的芯轴110,芯轴110的中心设有弹簧钢丝的出料口111,芯轴110能够带动弹簧钢丝转动。弯折组件200包括弯折单元210,弯折单元210包括转动件211以及与转动件211可拆卸式连接的夹持件212,转动件211既可以在直线驱动件的作用下相对芯轴110移动,转动件211还可以绕自身的轴线转动,位于转动件211上的夹持件212可以夹持弹簧钢丝,当转动件211带动夹持件212转动时,夹持件212能够转动弯折弹簧钢丝,得到扭转弹簧两端的弯折段。卷制导向组件300包括用于卷制弹簧钢丝的导向块310,导向块310抵压弹簧钢丝,驱动弹簧钢丝移动,形成扭转弹簧的主体。切断组件400包括用于切断弹簧钢丝的切断刀410,切断刀410切断成型的扭转弹簧的端部,使得扭转弹簧与弹簧钢丝脱离,方便对下一个扭转弹簧进行加工。
37.请参阅图1和图2,弯折单元210还包括第一直线驱动件213,第一直线驱动件213套设于转动件211的外部,第一直线驱动件213的固定部与机架固定连接,第一直线驱动件213的移动部套设在转动件211的外部,转动件211具体为圆柱状,在第一直线驱动件213内部设有可以精确控制转动速度和角度的伺服电机,伺服电机的输出端与转动件211连接,伺服电机能够带动转动件211转动,转动件211相对芯轴110的一端设有安装槽211a,安装槽211a具体为矩形槽,夹持件212嵌设于安装槽211a中,在转动件211的外壁上设有用于固定夹持件212的旋接件211b,旋接件211b具体为紧固螺栓,在转动件211的外壁上设有螺孔,螺孔连通安装槽211a,紧固螺栓与螺孔旋接,紧固螺栓能够抵紧夹持件212,完成对夹持件212的固定。当夹持件212发生磨损或者损坏时,可以非常方便地更换新的夹持件212,降低设备的维护维修成本。
38.需要说明的是:本技术中的直线驱动件包括第一直线驱动件213、第二直线驱动件
221、第三直线驱动件320以及第四直线驱动件420均可以为气缸、液压缸,电动推杆或者带电机的滚珠丝杠推动结构,凡是能够驱动零部件直线移动的机构均包括在直线驱动件的限定范围内。
39.作为进一步的实施方式,夹持件212包括插接块212a以及与插接块212a固定连接的两夹持柱212b,插接块212a具体为与安装槽211a相适配的矩形块,插接块212a远离夹持柱212b的一端与安装槽211a插接,两夹持柱212b相对间隔设置,弹簧钢丝嵌设在两夹持柱212b之间的间隔中。为了方便夹持柱212b对弹簧钢丝的夹持和弯折,夹持柱212b设置于插接块212a的中部,两夹持柱212b之间的间隔大于弹簧钢丝的直径,夹持柱212b的高度大于弹簧钢丝的直径,弹簧钢丝不易从两夹持柱212b间脱离。夹持柱212b的外围面圆滑设置,在弹簧钢丝与夹持柱212b抵接且相对移动时,能够减少弹簧钢丝与夹持柱212b之间的摩擦,既可以降低夹持柱212b的磨损,还可以提高弹簧钢丝表面的光滑度。
40.请参阅图3,弯折组件200还包括感应单元220,感应单元220包括第二直线驱动件221、与第二直线驱动件221连接的感应支架222以及设置于感应支架222上的感应器223,第二直线驱动件221的固定部分与机架固定连接,第二直线驱动件221的移动部分与感应支架222连接。感应器223为行程开关,行程开关与感应支架222连接,当扭转弹簧被卷制到设定长度时,扭转弹簧一端的弯折段与感应支架222碰撞,触发感应器223,使得芯轴110停止出料,保扭转弹簧卷曲预定的长度。
41.请参阅图1,卷制导向组件300还包括第三直线驱动件320以及与第三直线驱动件320可拆卸式连接的卷制导向件330,导向块310设置于卷制导向件330靠近芯轴110的一端。第三直线驱动件320的固定部分与机架固定连接,第三直线驱动件320的活动部份与卷制导向件330通过螺栓连接。第三直线驱动件320能够驱动卷制导向件330向芯轴110方向运动,当导向块310与弹簧钢丝抵接时,驱动弹簧钢丝沿切向和轴线运动,形成扭转弹簧的主体。经过长时间的使用后,导向块310被磨损,可以通过更换卷制导向件330的方式,恢复设备的功能。
42.请参阅图1和图4,切断刀410设置于芯轴110与转动件211之间,在芯轴110的轴线方向上,切断刀410与芯轴110端部的距离小于转动件211与芯轴110端部的距离。切断刀410能够从弹簧钢丝靠近芯轴110的一端切断弹簧钢丝,避免对弯折段的过度切割。作为进一步的实施方式,切断组件400还包括第四直线驱动件420,第四直线驱动件420的固定部分与机架固定连接,第四直线驱动件420的活动部与切断刀410通过螺栓连接。切断刀410的另一端设有楔形的切割刃411,切割刃411正对出料口111设置,切割刃411可以需要时切断弹簧钢丝,便于对下一个扭转弹簧的加工。
43.送料组件100还包括基座120,基座120与机架固定连接,在基座120中设有连接孔,芯轴110与基座120中的连接孔转动连接,基座120内部设有与芯轴110转动连接的伺服电机,伺服电机的输出端与芯轴110转动连接,伺服电机能够控制芯轴110转动的速度与角度,便于对扭转弹簧半成品的精准控制,使扭转弹簧的弯折段之间获得设定的角度。
44.请参阅图1和图5,本实施例中的一种扭转弹簧成型设备的使用方法,包括以下步骤;
45.s1:芯轴110从出料口111送出一段弹簧钢丝后停止送料,转动件211在第一直线驱动件213的作用下伸出,夹持件212的两夹持柱212b夹持住弹簧钢丝,转动件211带动夹持件
212扭转,弯折弹簧钢丝成型一个弯折部和两个弯折段。
46.s2:转动件211在第一直线驱动件213的作用下缩回,重复s1步骤,形成第二个弯折部和另一个弯折段,第三弯折段与扭转弹簧本体连接。
47.s3:转动件211在第一直线驱动件213的作用下缩回,芯轴110带动弹簧钢丝旋转一个角度,使得扭转弹簧主体与对应一侧的弯折段偏折成预设的角度。第三直线驱动件320驱动导向件下移并与弹簧钢丝抵接,接下来,芯轴110匀速往外送料,卷制弹簧钢丝成型扭转弹簧本体。
48.s4:第二直线驱动件221驱动感应支架222相对芯轴110移动到预定位置,芯轴110低速往外送料,待扭转弹簧的第二个弯折段与感应支架222接触并触发感应器223,芯轴110停止往外送料,第二直线驱动件221驱动感应支架222缩回。
49.s5:芯轴110带动弹簧钢丝旋转一个角度,驱使与扭转弹簧本体直接相连的两个弯折段达到预定的夹角,重复s1步骤形成第三个弯折部以及两个弯折段。
50.s6:转动件211在第一直线驱动件213的作用下缩回,第四直线驱动件420驱动切断刀410相对芯轴110移动,切割刃411切入弹簧钢丝中,芯轴110带动弹簧钢丝旋转一周,弹簧钢丝被切断,扭转弹簧整体成型。
51.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。