1.本实用新型涉及小型卷铁芯制造技术领域,特别涉及一种小型环形铁芯对中切割气隙装置。
背景技术:
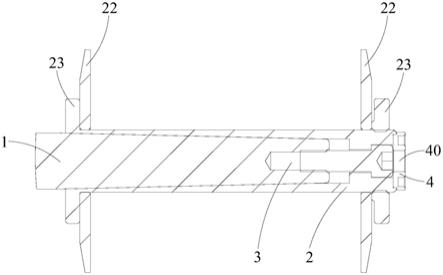
2.用硅钢片卷绕成小型圆环形铁芯在其闭合磁路上开一条气隙的主要作用在于通过气隙的大小去改变磁芯的有效磁导率,带气隙的小型环形铁芯广泛应用于电气控制系统、通讯系统、电力监控系统的电抗器、电流互感器、传感器、高频变压器等电气元件中。在小型环形铁芯对中切割气隙是该电气元件制造工艺过程中的一个中间工艺步骤,在下一步的装配工艺步骤中需要将其装入绝缘护套中,环形铁芯及其气隙须与该绝缘护套匹配套合连接。绝缘护套是根据环形铁芯及其对中切割气隙的外形尺寸设计制造出模具,并通过该模具采用塑料粉末模压而成绝缘护套。所以,规格统一的绝缘护套对该环形铁芯对中切割气隙的对中度有较严格要求,对中度以环形铁芯1圆心o至实际切割的气隙中心线mm’的垂直距离f表示。这里所说的小型环形铁芯的尺寸范围为:外径d=φ20~65mm、内径d=φ12~40mm、高度5~30mm,切割出来的气隙宽度范围为1.2~8mm。后工序所用的绝缘护套要求相对应的环形铁芯对中切割气隙的对中度f=0.3~0.4mm,参见图1所示,图1所示pp’线是环形铁芯1标称气隙中心线,该中心线pp’通过环形铁芯1的圆心o。
技术实现要素:
3.本实用新型要解决的技术问题在于提供一种小型环形铁芯对中切割气隙装置,它能同时对多个同规格的小型环形铁芯进行对中切割气隙,并使该对中切割气隙的对中度等于或小于0.15mm,完全满足后工序对该小型环形铁芯对中切割气隙的对中度要求,本装置结构简单、生产效率高、产品质量优良。
4.本实用新型所提出的技术解决方案是这样的:一种小型环形铁芯对中切割气隙装置,包括砂轮切割片及其砂轮切割机,还设有直线导轨运动机构、切割夹钳和弹性定位切割模;所述弹性定位切割模呈圆柱形,在上顶部设有轴向的切割槽,在左、右两侧分别设有定位端部,所述定位端部前后两侧分别设有相互平行的定位面,在前侧或后侧设有一侧平面,在底部设有一底平面,在所述切割槽底面且位于切割槽中心线上设有n个等间距、竖直的螺孔,所述螺孔与弹性定位件的螺纹筒螺纹连接,所述弹性定位件的弹性前端部位于所述底平面外侧,其中,n=6~12;将n个环形铁芯套排在所述弹性定位切割模上成为弹性定位切割模组件;将弹性定位切割模组件置放在所述切割夹钳的第1挡板和第2挡板之间且弹性定位切割模左右两侧的定位端部分别与第1挡板的第1定位槽和第2挡板的第2定位槽匹配定位连接,第1挡板和第2挡板通过所述切割夹钳的螺杆、螺母、导杆、直线轴承和压紧块将n个环形铁芯压紧;所述切割夹钳通过底座与直线导轨运动机构的两根直线导轨匹配滑动连接,装在机座上的直线导轨运动机构通过由程序控制器控制的伺服电机、滚珠丝杆副、两根直线导轨驱动切割夹钳作直线往复运动;所述砂轮切割片设在所述直线导轨运动机构正前上
方,所述砂轮切割片的中心平面、切割槽的中心线、弹性定位件的中心线、定位端部的中心线、第1定位槽的中心线、第2定位槽的中心线均位于同一垂直平面上。
5.所述弹性定位件由螺纹筒、弹簧、钢珠组成,弹簧置于螺纹筒内,钢珠的大半球体位于螺纹筒开口部内侧且与该开口部匹配活动接触连接,所述钢珠与弹簧一端弹性接触连接。
6.所述弹性定位件中的钢珠的最大伸缩量为1.0mm左右,有效使用伸缩量为0.2~0.8mm之间。
7.所述弹性定位切割模组件中的切割槽两侧槽边与n个环形铁芯内圈上部线接触形成a、b两个支承定位点,n个弹性定位件的钢珠分别与对应的n个环形铁芯内圈最底部弹性点接触,形成弹性定位点c,每个环形铁芯内圈与对应的切割槽槽边和钢珠之间构成a、b、c三点定位接触连接,三角形
△
abc为等腰三角形。
8.所述切割夹钳由框架、压紧块、螺杆、螺母、直线轴承、导杆组成,在框架的前板与压紧板之间设有第1挡板和第2挡板,第1挡板上部中央设有第1定位槽,底部与位于框架底部中央的第3定位槽匹配定位滑动连接,第2挡板上部中央设有第2定位槽,底部与第3定位槽匹配定位滑动连接,通过螺杆、螺母、装有两个直线轴承的压紧块、两根导杆驱动第2挡板往复直线运动。
9.与现有技术相比,本实用新型具有如下有益效果:
10.本实用新型一种小型环形铁芯对中切割气隙装置对一排若干个同时对中切割气隙的小型环形铁芯是采用圆柱形的弹性定位切割模进行支承和对中定位的,如果环形铁芯仅靠切割槽两侧槽边a、b两点支承,由于环形铁芯内圈存在较大公差等因素使环形铁芯内圈与切割模的外径之间存在较大的间隙,而此时环形铁芯是处于悬挂状态,在被夹紧之前可以绕a、b两点自由摆动,在这排环形铁芯放入切割夹钳并被夹紧过程中,每一个环形铁芯所处位置不尽相同,会有一部分环形铁芯内圈偏离切割模外圈较多,切割出来的气隙就成为不合格品。本装置的弹性定位切割模是在切割槽底面中心线上设有n个等间距的竖直的可调节的弹性定位件,与n个环形铁芯内圈最底部对应定位弹性接触连接,此时,即使环形铁芯出现绕切割槽边a、b两点摆动,也会被弹性定位件的钢珠定位回中央,因为钢珠既具有一定的弹力又能自由滚动。此时,环形铁芯的圆心与弹性定位切割模的圆心和弹性定位件的中心线均位于弹性定位切割模的垂直中心线上,环形铁芯被切割出来的气隙的中心线与弹性定位切割模的垂直中心线相重合,即环形铁芯气隙的对中度为零。采用本装置切割环形铁芯气隙所得到的产品全部为合格品。
11.由于本装置结构简单、操作便捷,而且一次可以切割同规格的6~12个环形铁芯气隙,故生产效率高。
附图说明
12.图1是对中切割气隙小型环形铁芯的主视示意图。
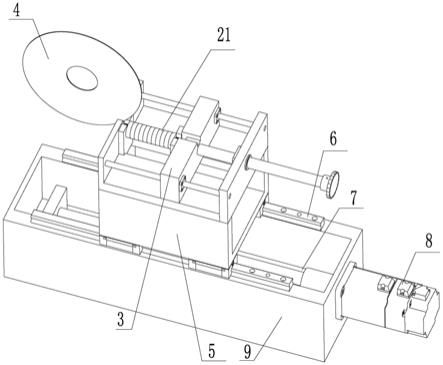
13.图2是本实用新型一种小型环形铁芯对中切割气隙装置的结构示意图。
14.图3是图2所示切割夹钳的结构示意图。
15.图4是图2所示砂轮切割片、弹性定位切割模组件和切割夹钳三者装配结构示意图。
16.图5是图2所示弹性定位切割模组件去掉n个环形铁芯后得到的弹性定位切割模的结构示意图。
17.图6是图5所示弹性定位切割模另一视向的结构示意图。
18.图7是图4所示弹性定位切割模组件的主视示意图。
19.图8是图6所示弹性定位件的结构示意图。
20.图中标记说明:1.环形铁芯;2.弹性定位切割模;2-1.定位端部;2-1-1.定位面;2-2.侧平面;2-3.弹性定位件;2-3-1.螺纹筒;2-3-2.弹簧;2-3-3.钢珠;2-4.底平面;2-5.切割槽;2-6.螺孔;3.切割夹钳;3-1.压紧块;3-2.螺杆;3-3.螺母;3-4.直线轴承;3-5.导杆;3-6.框架;3-6-1.第3定位槽;3-7.第1挡板;3-7-1.第1定位槽;3-8.第2挡板;3-8-1.第2定位槽;4.切割片;5.底座;6.直线导轨;7.滾珠丝杆副;8.伺服电机;9.机座;21.弹性定位切割模组件。
具体实施方式
21.通过下面实施例对本实用新型作进一步详细阐述。
22.参见图1~图8所示,一种小型环形铁芯对中切割气隙装置,包括砂轮切割片4及其砂轮切割机,还设有直线导轨运动机构、切割夹钳3和弹性定位切割模2;所述弹性定位切割模2呈圆柱形,在上顶部设有轴向的切割槽2-5,在左、右两侧分别设有定位端部2-1,所述定位端部2-1前后两侧分别设有相互平行的定位面2-1-1,在前侧或后侧设有一侧平面2-2,在底部设有一底平面2-4,在所述切割槽2-5底面且位于切割槽2-5中心线上设有n个等间距、竖直的螺孔2-6,所述螺孔2-6与弹性定位件2-3的螺纹筒2-3-1螺纹连接,所述弹性定位件2-3的弹性前端部位于所述底平面2-4外侧,其中,n=6~12;将n个环形铁芯1套排在所述弹性定位切割模2上成为弹性定位切割模组件21;将弹性定位切割模组件21置放在所述切割夹钳3的第1挡板3-7和第2挡板3-8之间且弹性定位切割模2左右两侧的定位端部2-1分别与第1挡板3-7的第1定位槽3-7-1和第2挡板3-8的第2定位槽3-8-1匹配定位连接,第1挡板3-7和第2挡板3-8通过所述切割夹钳3的螺杆3-2、螺母3-3、导杆3-5、直线轴承3-4和压紧块3-1将n个环形铁芯1压紧;所述切割夹钳3通过底座5与直线导轨运动机构的两根直线导轨6匹配滑动连接,装在机座9上的直线导轨运动机构通过由程序控制器控制的伺服电机8、滚珠丝杆副7、两根直线导轨6驱动切割夹钳3作直线往复运动;所述砂轮切割片4设在所述直线导轨运动机构正前上方,所述砂轮切割片4的中心平面、切割槽2-5的中心线、弹性定位件2-3的中心线、定位端部2-1的中心线、第1定位槽3-7-1的中心线、第2定位槽3-8-1的中心线均位于同一垂直平面上。
23.所述弹性定位件2-3由螺纹筒2-3-1、弹簧2-3-2、钢珠2-3-3组成,弹簧2-3-2置于螺纹筒2-3-1内,钢珠2-3-3的大半球体位于螺纹筒2-3-1开口部内侧且与该开口部匹配活动接触连接,所述钢珠2-3-3与弹簧2-3-2一端弹性接触连接。
24.所述弹性定位件2-3中的钢珠2-3-3的最大伸缩量为1.0mm左右,有效使用伸缩量为0.2~0.8mm之间。
25.所述弹性定位切割模组件21中的切割槽2-5两侧槽边与n个环形铁芯1内圈上部线接触形成a、b两个支承定位点,n个弹性定位件2-3的钢珠2-3-3分别与对应的n个环形铁芯1内圈最底部弹性点接触,形成弹性定位点c,每个环形铁芯1内圈与对应的切割槽2-5槽边和
钢珠2-3-3之间构成a、b、c三点定位接触连接,三角形
△
abc为等腰三角形。
26.所述切割夹钳3由框架3-6、压紧块3-1、螺杆3-2、螺母3-3、直线轴承3-4、导杆3-5组成,在框架3-6的前板与压紧板3-1之间设有第1挡板3-7和第2挡板3-8,第1挡板3-7上部中央设有第1定位槽3-7-1,底部与位于框架3-6底部中央的第3定位槽3-6-1匹配定位滑动连接,第2挡板3-8上部中央设有第2定位槽3-8-1,底部与第3定位槽3-6-1匹配定位滑动连接,通过螺杆3-2、螺母3-3、装有两个直线轴承3-4的压紧块3-1、两根导杆3-5驱动第2挡板3-8往复直线运动。
27.本实用新型一种小型环形铁芯对中切割气隙装置的结构原理和工作过程是这样的:
28.本装置用于对小型环形铁芯1对中切割出一条气隙以满足其电气性能要求,除此之外,对该气隙的位置尺寸精度,即实际切割的气隙中心线mm’与该环形铁芯1圆心o之间的垂直距离f也提出了比较严格要求,f就是该实际切割出来的气隙的对中度。后工序是带气隙环形铁芯与绝缘护套的装配工序,为了满足装配精度要求,对上面已限定尺寸范围的小型环形铁芯1的气隙对中度要求不超出0.3~0.4mm范围,即f≤0.3~0.4mm。
29.为了解决环形铁芯的支承和对中切割气隙的问题,可以采用圆柱形的切割模,在其上部中央开有一条方形切割槽,在其左右两侧分别设有方形定位端部,将若干个同规格的环形铁芯套排在切割模上,然后用切割夹钳将切割模定位在夹钳上并将若干个环形铁芯夹紧,就可以进行气隙切割了。此时,切割出来的气隙有一部分是超出对中精度要求的,究其原因有如下几点:
①
小型环形铁芯内径d的公差范围为
±
0.3~0.4mm,为使环形铁芯能顺畅套在切割模上,切割模的外径应比环形铁芯最小内径还要小0.2mm,即环形铁芯内圈与切割模外径之间的最大间隙为2
×
(0. 3~0.4) 0.2=0.8~1.0mm;
②
由于环形铁芯是支承在切割模上顶部,切割槽两侧槽边就是其支承点,所以,切割模外径与环形铁芯内圈之间的最大间隙发生在其下部两侧,相当于环形铁芯内圈绕槽边两支承点摆动,其最大摆幅在下部,按一半折算,此时环形铁芯的圆心最大偏离切割模的圆心0.4~0.5mm,即该环形铁芯气隙的对中度为0.4~0.5mm;
③
切割模套入一排同规格的环形铁芯后就送到夹钳定位并夹紧该排环形铁芯,但在夹紧前,这排环形铁芯是处于活动悬挂状态,环形铁芯可以绕槽边支点自由摆动,处于一种随机状态,所以当被夹紧后会有一部分环形铁芯处于较大至最大摆幅范围,切割出来的气隙对中度会有一部分大于0.3~0.4mm。基于上述三个主要原因,本装置的切割模在切割槽2-5的槽底部中心线位置开有n个等距的垂直螺孔2-6,每个螺孔2-6螺纹连接有一个弹性定位件2-3,该弹性定位件2-3的弹性前端部即钢珠2-3-3一部分伸出底平面2-4外侧,构成弹性定位切割模2。每个弹性定位件2-3的中心线均与弹性定位切割模2的中心线相交于圆心o。当n个环形铁芯1套入弹性定位切割模2后n个弹性定位件2-3的钢珠2-3-3分别弹性撑紧对应的环形铁芯1内圈最底部,此时,环形铁芯1内圈上部与切割槽2-5两槽边接触连接形成a、b两点支承定位点,环形铁芯1内圈最底部与钢珠2-3-3接触连接形成支撑定位点c,环形铁芯1不能绕a、b两点摆动,而且,
△
abc为等腰三角形,环形铁芯1的中心线和弹性定位切割模2的中心线分别与
△
abc中线相交于o点和o’点,这样,就确保在此状态下该环形铁芯所切割出的气隙的中心线与
△
abc的中线重合,该气隙的对中度f=0,同时,此状态能一直保持至该排环形铁芯1被切割夹钳3夹紧固定后。考虑到零件制造公差、装配误差等因素会产生0.05~0.1mm的对中误差,所以,采用本装置对上述规格范围的小型环形铁芯
对中切割气隙的对中度f≤0.15mm。此外,在弹性定位切割模2设一侧平面2-2从而留出一空间是用于容留环形铁芯卷绕完后所留的片头。
30.工作时,将需要对中切割气隙的小型环形铁芯1套入弹性定位切割模2中,然后再放入切割夹钳3的第1挡板3-7与第2挡板3-8之间,与此同时,弹性定位切割模2左右两侧的定位端部2-1通过其定位面2-1-1分别与第1定位槽3-7-1和第2定位槽3-8-1定位接触连接,旋动螺杆3-2,通过螺母3-3、两根导杆3-5及直线轴承3-4、压紧块3-1驱动第2挡板3-8夹紧一排小型环形铁芯1。砂轮切割机的砂轮切割片4设在切割夹钳3正前上方的位置,砂轮切割片4的中心平面、第1定位槽3-7-1的中心线、第2定位槽3-8-1的中心线、切割槽2-5的中心线都位于同一垂直平面上。切割夹钳3固定在底座5上,底座5与两根直线导轨6匹配滑动连接,机座9上设有两根直线导轨6、伺服电机8和设于伺服电机8输出轴与底座5之间的滚珠丝杆副7,由程序控制器控制的伺服电机8通过滚珠丝杆副7、两根直线导轨6驱动底座5作前后往复直线运动,实现砂轮切割片4对一排小型环形铁芯1进行对中切割气隙。被切割出来的气隙对中度f≤0.15mm。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。