1.本实用新型涉及超声波加工技术领域,特别是涉及一种超声波刀柄、超声波加工装置及超声波加工设备。
背景技术:
2.在加工作业的过程中导入高频的振动加工机制,不仅可改善切削加工面的表面粗糙度和提高加工精度,更可降低切削阻力,增加刀具的寿命,因而逐渐地被广泛应用。超声波加工设备就是其中的一种应用。
3.目前,由于超声波刀柄在工作过程中需要产生一定的振幅,刀柄本体上需要安装有用于安装超声波无线接收装置的接收架,由于将超声波刀柄安装到超声波主轴后,接收架与超声波主轴上用于安装超声波无线发射装置的发射架相对且间隔距离较小,且现有的超声波刀柄的卡刀槽一般设置在接收架的后端,因此,换刀夹具夹取在卡刀槽的位置进行换刀的过程中会与发射架产生干涉,无法实现自动换刀。
4.因此,现有技术一般通过手动换刀或设置非全环的发射架,非全环的发射架能够在换刀夹具的换刀干涉位置留出空间以便进行自动换刀,但非全环的发射架安装的超声波无线发射装置的稳定性以及使超声波刀柄产生的振幅较低,无法满足部分应用场景。
技术实现要素:
5.本技术的一个目的在于提供一种能够实现自动化换刀、适应全环结构的发射架以满足更多加工应用场景的超声波刀柄、超声波加工装置及超声波加工设备。
6.本技术的目的是通过如下技术方案实现的:
7.一种超声波刀柄,包括:
8.刀柄本体,其具有用于配合插设于超声波主轴的后端部,所述刀柄本体的外周开设有卡刀槽、用于与换刀卡爪周向定位的卡爪定位槽和向所述后端部方向敞开用于与超声波主轴周向定位的主轴定位槽;以及
9.接收架,其套设固定于所述刀柄本体外周,所述主轴定位槽和卡刀槽分别设于所述接收架轴向的两侧;
10.其中,所述卡刀槽的前端和/或后端设有所述卡爪定位槽,所述卡爪定位槽设于所述接收架的前端。
11.本技术的一些实施例中,所述主轴定位槽具有定位前侧壁,所述定位前侧壁设于所述接收架的后端面的后端或与所述接收架的后端面平齐。
12.本技术的一些实施例中,所述主轴定位槽具有相对设置并用于与超声波主轴周向定位的第一侧壁和第二侧壁。
13.本技术的一些实施例中,所述第一侧壁、定位前侧壁和第二侧壁依次圆滑过渡连接。
14.本技术的一些实施例中,所述定位前侧壁为向所述刀柄本体前端方向凸起的圆弧
侧壁。
15.本技术的一些实施例中,所述卡刀槽环设于所述刀柄本体外周。
16.本技术的一些实施例中,所述卡刀槽具有相对设置的卡刀前侧壁和卡刀后侧壁,所述卡刀前侧壁和卡刀后侧壁均向偏离所述卡刀槽的方向倾斜设置。
17.本技术的一些实施例中,所述卡爪定位槽贯穿所述卡刀前侧壁或卡刀后侧壁与所述卡刀槽连通。
18.本技术的一些实施例中,所述刀柄本体的外周开设有连通槽,所述主轴定位槽通过所述连通槽与所述卡爪定位槽连通。
19.本技术的一些实施例中,所述刀柄本体径向的两端分别对称布置有所述卡爪定位槽和主轴定位槽。
20.本技术的一些实施例中,所述刀柄本体包括主轴定位部,所述主轴定位部的外周开设有所述主轴定位槽,所述主轴定位部的半径为r,所述主轴定位槽沿主轴定位部径向方向开口的周向两端沿主轴定位部的外周形成的弧长为c,0.3≤c/r≤0.8,所述主轴定位槽沿所述主轴定位部径向方向的最大槽深为h,0.2≤h/r≤0.33。
21.本技术的一些实施例中,0.5≤c/h≤2.7,其中,4.5≤h≤20。
22.本实用新型还提供了一种超声波加工装置,包括超声波主轴和上述的超声波刀柄,所述超声波主轴包括:
23.主轴壳体;
24.旋转轴,其可转动的穿设于所述主轴壳体内,所述旋转轴的前端设有定位部和用于所述后端部插装的安装孔;
25.发射架,其设于所述主轴壳体的前端并环绕所述旋转轴设置;
26.其中,所述后端部插装于所述安装孔内时,所述定位部插设于所述主轴定位槽,所述主轴定位槽位于所述发射架的内侧,所述接收架与所述发射架相对设置。
27.本技术的一些实施例中,所述超声波主轴还包括前端盖,所述主轴壳体具有第一气道,所述前端盖设于所述主轴壳体的前端并环绕所述旋转轴设置,所述前端盖的内侧与所述旋转轴的外侧之间设有气腔,且所述前端盖具有连通所述第一气道与所述气腔的第二气道;
28.其中,所述发射架的内侧与所述刀柄本体的外侧之间形成与所述气腔连通的第一间隙,所述发射架的前端与所述接收架的后端之间形成与所述第一间隙连通的第二间隙。
29.本技术的一些实施例中,所述发射架的内侧与所述旋转轴的外侧之间形成第三间隙,所述气腔、第三间隙和第一间隙依次连通。
30.本技术的一些实施例中,所述气腔内设有环绕所述旋转轴设置的通气环,所述通气环的内侧与所述旋转轴的外侧之间形成与所述第一间隙连通的过气间隙,所述通气环开设有连通所述第二气道与所述过气间隙的通气孔。
31.本技术的一些实施例中,所述前端盖的内侧开设有第一环形槽,所述通气环的内侧开设有第二环形槽,所述第二气道、第一环形槽、通气孔、第二环形槽和过气间隙依次连通。
32.本技术的一些实施例中,所述通气孔的数量为多个并沿所述通气环的圆周方向均匀布置。
33.本技术的一些实施例中,所述旋转轴包括轴本体和定位环,所述定位环套设固定于所述轴本体外周,所述定位环的前端设有凸出所述轴本体前端面的所述定位部。
34.本实用新型还提供了一种超声波加工设备,其特征在于,包括换刀夹具和上述的超声波加工设备,所述换刀夹具包括摆臂以及连接于所述摆臂一端的换刀卡爪,所述换刀卡爪具有用于容纳所述超声波刀柄的卡槽,且所述换刀卡爪设有凸出所述卡槽内侧壁的定位块;
35.其中,所述超声波刀柄卡设于所述卡槽内时,所述定位块插设于所述卡爪定位槽,所述换刀夹具带动所述超声波刀柄移动到超声波主轴下方并将所述后端部插设于所述安装孔,且所述定位部插设于所述主轴定位槽内。
36.本技术一些实施例中,换刀卡爪包括相对布置的第一边爪和第二边爪,所述第一边爪和第二边爪之间形成所述卡槽,且所述第一边爪和第二边爪均具有弹性部,所述超声波刀柄容纳于所述卡槽内时,所述弹性部嵌入所述卡刀槽并将所述超声波刀柄压紧于卡槽内。
37.本技术一些实施例中,所述弹性部具有与所述卡刀槽的内壁抵顶的弹性端,所述弹性端呈球面状。
38.本实用新型基于上述的主轴结构,所具有的技术效果在于:
39.在换刀过程中,换刀夹具夹持位于接收架前端的卡刀槽内,并通过卡爪定位槽与换刀夹具实现周向定位,通过夹持超声波刀柄在超声波主轴的下方向上移动,从而将后端部插入到超声波主轴中,使主轴定位槽与超声波主轴配合实现周向定位,并且,夹持于接收架前端的换刀夹具不会与超声波主轴产生干涉,从而实现超声波刀柄的自动换刀的同时,能够提高换刀的可靠性;
40.另外,由于换刀夹具在换刀过程中不会与超声波主轴产生干涉,本技术提供的一种超声波加工装置中的超声波主轴,能够设置环绕旋转轴设置的全环结构的发射架,以安装全环结构的超声波无线发射装置,使超声波加工设备具有更稳定的输出功率以及产生更大的振幅,满足更多不同的加工场景需求;
41.进而,本技术提供一种超声波加工设备,能够实现自动换刀,并通过主轴定位槽和卡爪定位槽分别于超声波主轴和换刀夹具实现周向定位,保证装配的可靠性。
附图说明
42.以下结合附图和优选实施例来对本技术进行进一步详细描述,但是本领域技术人员将领会的是,这些附图仅是出于解释优选实施例的目的而绘制的,并且因此不应当作为本技术范围的限制。此外,除非特别指出,附图仅是意在概念性地表示所描述对象的组成或构造并可能包含夸张性显示,并且附图也并非一定按比例绘制。
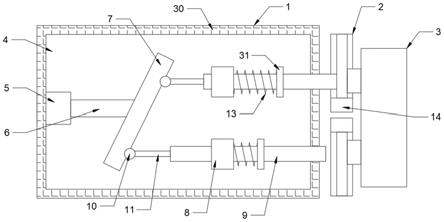
43.图1是本技术的超声波加工设备的一个实施例的立体视图;
44.图2是图1所示实施例不包括主轴壳体的横截面视图;
45.图3是图2所示实施例中a处的放大视图。
46.图4是图1所示实施例中刀柄本体与换刀夹具配合的立体剖视图;
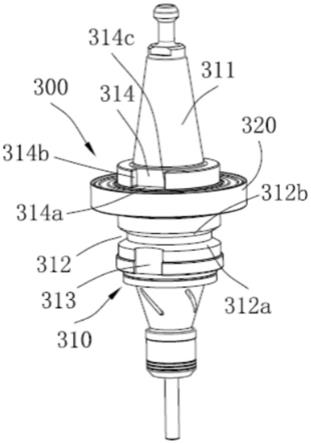
47.图5是图1所示实施例中超声波刀柄的立体视图;
48.图6是图1所示实施例中换刀夹具的立体视图;
49.图7是图1中所示实施例中前端盖的立体视图;
50.图8是图1中所示实施例中通气环的立体视图;
51.图9是图1中所示实施例中定位环的立体视图;
52.图10是本技术的刀柄本体另一实施例的立体视图;
53.图11是本技术的刀柄本体另一实施例的立体视图;
54.图12是本技术的刀柄本体另一实施例的立体视图;
55.图13是图1所示实施例中刀柄本体的俯视图。
56.图中:
57.100、超声波主轴,110、主轴壳体,111、第一气道,120、旋转轴,121、定位部,122、安装孔,123、轴本体,124、定位环,130、发射架,140、前端盖,141、第二气道,142、第一环形槽,150、第一间隙,160、第二间隙,170、第三间隙,180、通气环,181、通气孔,182、第二环形槽;
58.200、换刀夹具,210、摆臂,220、换刀卡爪,221、第一边爪,222、第二边爪,223、弹性部,224、弹性端,230、卡槽,240、定位块;
59.300、超声波刀柄,310、刀柄本体,311、后端部,312、卡刀槽,312a、卡刀前侧壁,312b、卡刀后侧壁,313、卡爪定位槽,314、主轴定位槽,314a、定位前侧壁,314b、第一侧壁,314c、第二侧壁,315、连通槽,320、接收架,330、主轴定位部。
具体实施方式
60.以下将参考附图来详细描述本技术的优选实施例。本领域中的技术人员将领会的是,这些描述仅为描述性的、示例性的,并且不应当被解释为限定了本技术的保护范围。
61.首先,需要说明的是,在本文中所提到的前端、后端、前侧、后侧、朝前、朝后等方位是相对于各个超声波刀柄的方向来定义的,具体的,超声波刀柄用于加工的一端为前端,相对的,超声波刀柄轴向远离前端的一端为后端,它们是相对的概念。
62.应注意,术语“包括”并不排除其他要素或步骤,并且“一”或“一个”并不排除复数。
63.此外,还应当指出的是,对于本文的实施例中描述或隐含的任意单个技术特征,或在附图中示出或隐含的任意单个技术特征,仍能够在这些技术特征(或其等同物)之间继续进行组合,从而获得未在本文中直接提及的本技术的其他实施例。
64.另外还应当理解的是,本文中采用术语“第一”、“第二”等来描述各种信息,但这些信息不应限于这些术语,这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本技术范围的情况下,“第一”信息也可以被称为“第二”信息,类似的,“第二”信息也可以被称为“第一”信息。
65.应当注意的是,在不同的附图中,相同的参考标号表示相同或大致相同的组件。
66.参考图1,本实用新型的一个实施例提供了一种超声波加工设备,包括超声波刀柄300、超声波主轴100和换刀夹具200。
67.参考图1-图5,其中,超声波刀柄300包括刀柄本体310和接收架320,刀柄本体310具有用于配合插设于超声波主轴100的后端部311,刀柄本体310的外周开设有卡刀槽312、用于与换刀夹具200周向定位的卡爪定位槽313和向后端部311敞开的主轴定位槽314;接收架320套设固定于刀柄本体310外周,主轴定位槽314和卡刀槽312分别设于接收架320轴向的两侧,具体的,主轴定位槽314设于接收架320的后端,卡刀槽312设于接收架320的前端;
其中,卡刀槽312的前端和/或后端设有卡爪定位槽313,卡爪定位槽313设于接收架320的前端。
68.参考图1和图2,本实施例的超声波主轴100包括主轴壳体110、旋转轴120和发射架130,旋转轴120可转动的穿设于主轴壳体110内,旋转轴120的前端设有定位部121和用于后端部311插装的安装孔122,发射架130设于主轴壳体110的前端并环绕旋转轴120设置。
69.参考图4-图6,本实施例的换刀夹具200包括摆臂210以及连接于摆臂210一端的换刀卡爪220,换刀卡爪220具有用于容纳超声波刀柄300的卡槽230,且换刀卡爪220设有凸出卡槽230内侧壁的定位块240,具体的,卡爪定位槽313设置于卡刀槽312的前端和/或后端,定位块240根据卡爪定位槽313的位置,分别可设于换刀卡爪220的上端面和/或下端面,以与卡爪定位槽313配合实现换刀夹具200在取刀时与超声波刀柄300的定位,本实施例中的卡爪定位槽313设置于卡刀槽312的前端,因此,定位块240设于换刀卡爪220的下端面。
70.如此,超声波刀柄300卡设于卡槽230内时,定位块240插设于卡爪定位槽313,实现换刀夹具200与超声波刀柄300的周向定位,然后,换刀夹具200带动超声波刀柄300移动到超声波主轴100下方并将后端部311插设于安装孔122内,且定位部121插设于主轴定位槽314内,实现超声波主轴100与超声波刀柄300的周向定位,此时,主轴定位槽314位于发射架130的内侧,接收架320与发射架130相对设置;在换刀过程中,换刀夹具200夹取在超声波刀柄300的卡刀槽312的位置,卡刀槽312设于接收架320的前端,换刀夹具200移动超声波刀柄300并将超声波刀柄300的后端部311插设于超声波主轴100,此时,换刀夹具200和超声波主轴100分别位于接收架320的两侧,从而避免换刀夹具200换刀过程与超声波主轴100产生干涉,实现超声波刀柄300的自动化安装;
71.另外,由于换刀夹具200在换刀过程不会与超声波主轴100产生干涉,因此,主轴壳体110前端设置的发射架130无需避让换刀夹具200,从而能够设置环绕旋转轴120设置的全环结构的发射架130,以安装全环结构的超声波无线发射装置,使超声波加工设备具有更稳定的输出功率以及产生更大的振幅,满足更多不同的加工需求。
72.参考图5,进一步的,本实施例中的超声波刀柄300设置的主轴定位槽314具有定位前侧壁314a,且定位前侧壁314a设于接收架320的后端面的后端或与接收架320的后端面平齐,如此,避免接收架320在套设固定于刀柄本体310的外周时,接收架320内侧与刀柄本体310的外周之间具有间隙,从而防止在焊接固定接收架320和刀柄本体310时,接收架320在间隙处产生变形,保证接收架320与刀柄本体310的装配质量。
73.参考图10,在其它实施例中,为了提高主轴定位槽314和卡爪定位槽313的加工效率,在刀柄本体310的外周开设连通槽315,主轴定位槽314通过连通槽315与卡爪定位槽313连通,从而在加工过程中,使刀具沿着刀柄本体310的轴向方向移动即可快速加工成型主轴定位槽314和卡爪定位槽313。在另一个实施例中,卡爪定位槽313的前端和/或后端可以是封闭的。
74.在本实施例中,主轴定位槽314具有沿刀柄本体310周向方向相对设置并用于与超声波主轴100周向定位的第一侧壁314b和第二侧壁314c,从而限定定位部121相对刀柄本体310在周向方向的移动,并保证旋转轴120在转动时与刀柄本体310的同步。
75.进一步的,第一侧壁314b、定位前侧壁314a和第二侧壁314c依次圆滑过渡连接,具体地,第一侧壁314b与定位前侧壁314a、第二侧壁314c与定位前侧壁314a通过倒圆角连接,
从而有助于避免灰尘在第一侧壁314b与定位前侧壁314a、第二侧壁314c与定位前侧壁314a的连接处集聚。
76.在另一实施例中,定位前侧壁314a为向刀柄本体310前端方向凸起的圆弧侧壁,定位前侧壁314a与第一侧壁314b和第二侧壁314c圆滑过渡连接,且定位前侧壁314a的直径与第一侧壁314b和第二侧壁314c之间的距离相等,从而在加工主轴定位槽314时,可采用大直径的刀具同时加工成型定位前侧壁314a、第一侧壁314b和第二侧壁314c,无需更换刀具,提高加工效率。
77.进一步的,本实施例中的卡刀槽312环设于刀柄本体310外周,另外,参考图4和图6,换刀卡爪220包括相对布置的第一边爪221和第二边爪222,第一边爪221和第二边爪222之间形成卡槽230,且第一边爪221和第二边爪222均具有弹性部223,在夹取刀柄本体310时,换刀卡爪220沿着刀柄本体310的径向移动,弹性部223沿着环设于刀柄本体310外周的卡刀槽312卡入,并在换刀卡爪220在夹取刀柄本体310时,能够经过卡刀槽312的最大直径处后在弹力作用下将刀柄本体310卡紧在卡槽230内。
78.其中,卡刀槽312具有相对设置的卡刀前侧壁312a和卡刀后侧壁312b,卡刀前侧壁312a和卡刀后侧壁312b均向偏离卡刀槽312的方向倾斜设置,从而起到导向作用,引导弹性部223卡入卡刀槽312内,提高卡刀的精确度和效率;具体的,弹性部223具有与卡刀槽312的内壁抵顶的弹性端224,且弹性端224呈球面状,从而更好的滑入卡刀槽312。
79.进一步的,参考图5,当卡爪定位槽313设于卡刀槽312前端时,卡爪定位槽313贯穿卡刀前侧壁312a与卡刀槽312连通,在本实施例中,卡爪定位槽313开设于卡刀槽312的前端,从而有助于使卡刀槽312靠近接收架320,以使换刀夹具200夹取刀柄本体310的位置更靠近后端部311,从而提高夹取刀柄本体310插装于超声波主轴100过程中的稳定性。
80.参考图11,在其它实施例中,当卡爪定位槽313设于卡刀槽312后端时,卡爪定位槽313贯穿卡刀后侧壁312b;参考图12,当卡刀槽312的前端和后端均设有卡爪定位槽313时,两个卡爪定位槽313分别贯穿卡刀槽312的前端和后端,同时,在加工两个卡爪定位槽313时,可一次性加工成型,卡爪定位槽313的后端面呈弧形面,提高加工效率。
81.为了进一步提高超声波刀柄300与超声波主轴100定位的可靠性,刀柄本体310径向的两端对称布置有主轴定位槽314,另外,为了方便换刀卡爪220从不同方向夹取并通过定位块240与刀柄本体310定位,刀柄本体310径向的两端对称布置有卡爪定位槽313。
82.参考图图1-图3,本实施例中,超声波主轴100还包括前端盖140,主轴壳体110具有第一气道111,前端盖140设于主轴壳体110的前端并环绕旋转轴120设置,前端盖140的内侧与旋转轴120的外侧之间设有气腔,且前端盖140具有连通第一气道111与气腔的第二气道141,其中,发射架130的内侧与刀柄本体310的外侧之间形成与气腔连通的第一间隙150,发射架130的前端与接收架320的后端之间形成与第一间隙150连通的第二间隙160;
83.从而使通入第一气道111内的气体经由第二气道141、气腔和第一间隙150吹向接收架320,再从接收架320与发射架130之间的第二间隙160吹出,用于将接收架320上的粉尘、杂质或液体吹离,以保持第二间隙160的清洁,且不影响发射架130与接收架320上设置的超声波无线发射装置和超声波无线接收装置之间的无线电能传输,与此同时,气体形成正压密封,可防止外界的粉尘杂质通过第一间隙150和第二间隙160进入超声波主轴100的内部;此外,气体还能够对接收架320和刀柄本体310进行降温。
84.进一步的,由于后端部311插装于安装孔122时,主轴定位槽314位于发射架130的内侧,因此,当本实施例中主轴定位槽314的定位前侧壁314a设于接收架320的后端时,避免气流从第一间隙150进入第二间隙160时经过刀柄本体310与接收架320之间形成的间隙时产生风噪或将灰尘吹入间隙中积聚,从而减少超声波加工设备工作的产生的噪音,且能够更好的实现第二间隙160中的正压密封,避免气流从主轴定位槽314中吹入卡爪定位槽313流出,降低第二间隙160中正压密封的效果。
85.其中,发射架130与的内侧与旋转轴120的外侧之间形成第三间隙170,气腔、第三间隙170和第一间隙150依次连通。
86.进一步的,为了使进入气腔内的空气能够均匀且强有力的吹向旋转轴120,气腔内设有环绕旋转轴120设置的通气环180,通气环180的内侧与旋转轴120的外侧之间形成与第一间隙150连通的过气间隙,参考图8,通气环180开设有连通第二气道141与过气间隙的通气孔;同时,为了使第二气道141进入气腔后的气流能够沿着旋转轴120的周向流动,参考图3、图4、图7和图8,前端盖140的内侧开设有第一环形槽142,通气环180的内侧开设有第二环形槽182,第二气道141、第一环形槽142、通气孔、第二环形槽182和过气间隙依次连通。
87.具体的,通气孔的数量为多个并沿通气环180的圆周方向均匀布置,进一步使气流能够从旋转轴120的周向多个方向吹向旋转轴120。
88.参考图2和图9,在本实施例中,旋转轴120包括轴本体123和定位环124,定位环124套设固定于轴本体123外周,定位环124的前端设有凸出轴本体123前端面的定位部121,以便于定位环124的更换,从而降低超声波主轴100损耗的维修成本。
89.参考图13,本实施例中的刀柄本体310包括主轴定位部330,主轴定位部330的外周开设有主轴定位槽314,此时,主轴定位部330的半径为r,主轴定位槽314沿主轴定位部330径向方向的开口的周向两端沿主轴定位部330的外周形成的弧长为c,0.3≤c/r≤0.8,且主轴定位槽314沿主轴定位部330径向方向的最大槽深为h,0.2≤h/r≤0.33,使主轴定位槽314的尺寸与刀柄本体310的尺寸满足上述关系后,可以在刀柄本体310在与超声波主轴100连接处于转动状态时,降低由于设置主轴定位槽314产生的风噪,同时,使刀柄本体310在工作时具有较好的稳定性,刀柄本体310在开设主轴定位槽314的位置具有合理的强度,使刀柄本体310上开设的主轴定位槽314的尺寸与刀柄本体310整体结构配合处于更合理的状态。
90.进一步的,当0.5≤c/h≤2.7,4.5≤h≤20时,可以使主轴定位槽314结构更合理,同时使插入主轴定位槽314中的定位部330在实现周向定位时,具有能够带动对应不同体积的超声波刀柄300,并提供超声波刀柄300转动所需扭矩的强度;同时,使主轴定位槽314的槽深h和弧长c满足上述关系式,在刀柄本体310转动过程中,气流由于负压能够从主轴定位槽中进入后并形成平缓的流动曲线流出,使气流在主轴定位槽314中能够更加平缓流动,降低由于气流在主轴定位槽314内的不规则振动产生强烈的风噪;同时,由于本实施例中的超声波刀柄300与超声波主轴100配合时,主轴定位槽314设于发射架的内侧,即主轴定位槽314对应第一间隙150,当主轴定位槽314满足上述关系式,能够使超声波刀柄300与超声波主轴100配合时,气流经过第一间隙150时,主轴定位槽314的设置能够减少对第一间隙150中气流流动的影响,在第一间隙150中实现良好的正压密封效果;进一步优选的,1.2≤c/h≤2.6。
91.基于上述结构,超声波刀柄300在换刀过程中,避免换刀夹具200与超声波主轴100产生干涉,实现超声波刀柄300的自动化换刀,同时,超声波主轴100能够安装全环结构的发射架130,以实现超声波加工设备的稳定输出以及产生更大的振幅,提高加工的效率和适用更多种类的产品加工。
92.本说明书参考附图来公开本技术,并且还使本领域中的技术人员能够实施本技术,包括制造和使用任何装置或系统、采用合适的材料以及使用任何结合的方法。本技术的范围由请求保护的技术方案限定,并且包括本领域中的技术人员想到的其他实例。只要此类其他实例包括并非不同于请求保护的技术方案字面语言的结构元件,或此类其他实例包含与请求保护的技术方案的字面语言没有实质性区别的等价结构元件,则此类其他实例应当被认为处于本技术请求保护的技术方案所确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。