1.本发明涉及一种用于将钎焊材料同时模板(stencil)印刷到热交换器板的脊、围绕端口开口的区域和周向裙部上的模板设备。本发明还涉及这种设备的使用以及将钎焊材料印刷到热交换器板上的方法。
现有技术
2.钎焊板热交换器通常由金属片制成的板制成,该金属片设置有压制的脊和槽的图案,该脊和槽适于使板彼此保持一定距离,从而在板之间形成用于介质交换热量的板间流道。为了将板保持在一起,它们在相邻板的脊和槽之间的接触点中彼此钎焊。通常在热交换器板的拐角附近设置端口开口,并且在不同高度上设置围绕端口开口的区域,从而实现端口开口和板间流道之间的选择性流体连通。
3.为了密封板间流道,使得用于交换热量的流体不会从由热交换器板形成的板间流道逸出,需要某种周向密封。在大多数情况下,周向密封由沿每个板的周向延伸的裙部提供,其中裙部在接近垂直于热交换器板的平面中延伸,并且适于彼此重叠地接触,因此提供周向密封。
4.当制造钎焊的热交换器时,需要将钎焊材料提供到假定要钎焊在一起的表面,即,在许多情况下,通过将钎焊材料(例如,如果热交换器板由不锈钢制成,则为铜或镍)的箔布置在热交换器板之间来提供这种钎焊材料。
5.然而,在基底材料(即,制造热交换器板的材料)被钎焊材料溶解的情况下(例如,如果包含熔点抑制剂的铁基钎焊材料用于钎焊由不锈钢制成的热交换器板),提供箔形式的钎焊材料具有许多缺点。因此,当使用这种钎焊材料/基底材料组合时,通常在热交换器板之间的接触点处或附近提供钎焊材料。
6.将这种钎焊材料提供给热交换器板的一种有效方式是将钎焊材料模板印刷在热交换器板上,参见例如jp337789。另一日本专利公开jph 09178384公开了布置在热交换器板的周向中的平钎焊密封边缘的模板印刷。然而,迄今为止,还不可能通过模板印刷将钎焊材料提供到周向“裙部密封件”上。相反,迄今为止,这种裙部密封件通过将裙部分配、刷涂、喷涂或浸渍在以类似涂料的浆料分配的钎焊材料池中而被施加钎焊材料。这是生产经济方面的缺点。
7.本发明的目的是提供一种通过模板印刷将钎焊材料施加到周向延伸的裙部的方法。本发明的另一个目的是提供一种能够进行这种模板印刷的模板。
技术实现要素:
8.本发明通过提供一种用于将钎焊材料同时模板印刷到热交换器板的隆起、围绕端口开口的区域和周向裙部上的模板设备来解决上述和其它问题,其中该模板设备包括上模板和下印刷模板,该上模板具有用于将钎焊材料施加到隆起和围绕热交换器板的端口开口
的区域的开口,该下印刷模板具有用于接收热交换器板并接触热交换器板的周向裙部的外周边的大开口,其中该大开口的内表面包括用于将钎焊材料施加到周向裙部的钎焊材料出口。
9.为了给钎焊材料出口供应钎焊材料,可以在上模板的周向开口和钎焊材料出口之间布置通道(canal),使得钎焊材料将从周向开口通过通道被挤压到钎焊材料出口。
10.为了便于模板设备的制造,上模板可以由金属片、橡胶、塑料、织物等制造。
11.为了使钎焊材料的必要量最小化,上模板的开口可以成对地放置,其中每对开口中的每个开口被放置成使得其将靠近相邻热交换器板的隆起和凹陷之间的接触点但不在该接触点处。
12.所述下模板印刷模板可以由致密材料制成,例如塑料或金属,其具有超过热交换器板的周向裙部的高度的厚度。
13.所述下模板印刷模板的内表面可以覆盖有弹性材料,以避免钎焊材料在所述内表面与待施加钎焊材料的所述热交换器板的周向裙部的外表面之间泄漏。
14.此外,弹性材料可以是可膨胀的,以确保与周向裙部的外表面的紧密配合。
15.在本发明的一个实施方式中,隆起可以是脊的形式,当热交换器板彼此堆叠时,该脊适于与相邻板的凹槽形成接触。
16.还公开了一种同时将钎焊材料模板印刷到热交换器板的隆起、围绕端口开口的区域和周向裙部上的方法,包括以下步骤
17.将所述热交换器板放置在下模板印刷模板的开口中,并且使所述下模板印刷模板的内表面接触所述热交换器板的所述周向裙部的外周边,
18.将上模板放置在所述热交换器板上,
19.通过上模板中的开口将钎焊材料施加到热交换器板的隆起和围绕端口开口的区域,以及
20.通过所述下模板印刷模板的所述内表面中的钎焊材料出口将钎焊材料施加到所述周向裙部。
21.钎焊材料可通过布置在上模板的周向开口和钎焊材料出口之间的通道被输送到钎焊材料出口。
附图说明
22.在下文中,将参考附图描述本发明,其中:
23.图1是根据本发明的一个实施方式的模板设备的上模板的平面图;
24.图2a是根据一个实施方式的包括图1的上模板和下模板印刷模板的模板设备的横截面视图,
25.图2b是图2a的圆圈所表示的区域的放大剖视图;以及
26.图2c是图2a
‑
2b的模板设备的立体图。
具体实施方式
27.如本领域技术人员所公知的,模板印刷是一种在待印刷物品和印刷材料的敷料器之间提供模板的技术。在模板中提供开口,使得印刷材料将被施加到提供有孔的待印刷物
品。
28.如在“现有技术”部分中所提到的,本发明旨在提供一种用于将钎焊材料施加到待包括在钎焊热交换器中的热交换器板上的方法和设备。钎焊热交换器是本领域技术人员公知的,包括多个热交换器板,所述热交换器板设置有适于接触相邻板的脊和槽的脊和槽的压制图案,使得热交换器板在形成用于介质交换热量的板间流道的情况下保持彼此相距一定距离。板间流道与设置在每个热交换器板中的端口开口选择性地流体连通,其中通过将围绕端口开口的区域布置在不同高度上来提供选择性,使得如果围绕相邻热交换器板的端口开口的区域不彼此接触,则在端口开口和板间流道之间将存在连通,并且使得当围绕相邻热交换器板的端口开口的区域彼此接触时,在端口开口和板间流道之间将不发生连通。最后,在每个热交换器板上设置周向延伸的裙部,其中相邻热交换器板的裙部布置成彼此重叠地接触,使得板间流道被密封以防止围绕热交换器板的周向泄漏。
29.当热交换器的钎焊发生时,围绕相邻热交换器板的端口开口的区域彼此接触,相邻热交换器板的脊和槽之间的接触点以及重叠接触的周向裙部钎焊在一起,以密封热交换器,并且当热交换器被施加内部压力时将板保持在一起。因此,有必要向所有这些区域提供钎焊材料。
30.参照图1,示出了用于将钎焊材料模板印刷到热交换器板上的模板100。模板100基于平的基底材料110,其例如可以由金属片、橡胶、塑料、织物等制成。模板100设置有开口120,用于将钎焊材料施加到相邻热交换器板的脊和槽之间的接触点。然而,应当注意,脊和槽也可以成形为除脊和槽之外的其它形状,例如适于在相邻板之间形成接触点的凸点。应当注意,开口120成对地放置,其中每对开口中的每个开口被放置成使得其将靠近相邻热交换器板的脊和槽之间的接触点但不在该接触点处。在本发明的其它实施方式中,开口不是成对设置,而是位于相邻热交换器板的脊和槽之间的接触点处。
31.还有两个环形开口130,用于将钎焊材料施加到围绕要印刷的热交换器板的端口开口的区域。请注意,环形开口的内部部分不是敞开的,而是存在借助于桥135保持在每个环形开口130内的适当位置的模板部分。该中心模板部分会阻碍过量的钎焊材料施加到端口开口周围的区域。在一些情况下,桥135可导致围绕端口开口的区域的泄漏钎焊连接,但这种泄漏可通过在各端口开口周围提供双环形开口130来减少,其中桥135相对于彼此成角度地偏移。
32.另外,模板100设置有周向开口140。周向开口140设置在热交换器板的周向外侧,以便提供钎焊材料,并且将参考图2a和2b描述它们的功能。为了将包括开口120和环形开口130的模板部分保持在适当位置,辐条145从周向开口140和包括开口120和环形开口130的模板部分外的区域延伸。
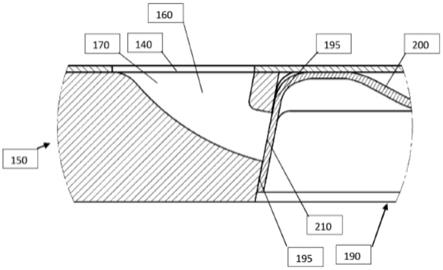
33.在图2a和2b中,示出了包括下模板印刷模板150的模板设备的截面图。该模板设备包括模板100和下模板印刷模板150,其中模板100为上模板。下模板印刷模板150由致密材料制成,例如塑料或金属,并且具有超过热交换器板200的周向裙部210的高度的厚度t。下模板印刷模板包括大开口190,其内表面195布置成紧密接触热交换器板200的周向裙部210的外表面。
34.内表面195设有多个钎焊材料出口180,其通过通道160与嘴170流体连通。钎焊材料出口、通道和嘴被放置成使得它们与模板100的周向开口140配合。
35.在模板印刷操作期间,待钎焊的热交换器板200放置在大开口190中,并且该设备被压在一起,使得内表面195将紧密地配合到热交换器板的周向裙部210的外表面,并且使得模板100将与脊r和围绕热交换器板200的端口开口的区域紧密接触,以便用钎焊材料进行模板印刷。
36.然后,为了模板印刷热交换器板,优选地通过将“香肠”状的钎焊材料线推到模板100上,将钎焊材料膏施加到模板的不接合热交换器板200的一侧。当将钎焊材料的串推到模板100上时,钎焊材料将被推动通过开口120,并且因此在相邻热交换器板的脊和槽之间的接触点处或附近提供钎焊材料,通过环形开口130以将钎焊材料提供到围绕端口开口的区域并且通过周向开口140。
37.被推动通过周向开口140的钎焊材料将进入嘴170,该嘴经由通道160流体地连接到钎焊材料出口180,并且因此,周向裙部210的外表面将设置有钎焊材料。
38.当进行模板印刷过程时,从热交换器板小心地移除模板100和下模板印刷模板,并且热交换器板与其它热交换器板放置成堆叠,以便形成待钎焊到热交换器的热交换器板组。
39.应当注意,为了避免钎焊材料泄漏到钎焊材料出口的外部,为了在大开口190的内表面195和周向裙部210的外表面之间获得紧密密封,内表面195可涂覆有弹性材料,例如橡胶等。如果弹性材料可由液体或气体膨胀,使得热交换器板200可以放置在大开口190中或从其中取出而不接触其内表面195,同时可以通过在钎焊操作期间使弹性材料膨胀并在钎焊操作之后使其收缩来建立接触,这也是有利的。
40.在模板印刷操作期间,热交换器板200由适于容纳待印刷的热交换器板的托盘(未示出)的升高部分(未示出)保持在适当位置。根据应该同时印刷的热交换器板的数量,托盘可包括一个或多个这种升高部分。升高部分具有与热交换器板200的周向裙部210的内周边对应的外周边,使得热交换器板在模板印刷操作期间保持就位。升高部分的上表面设计成为围绕热交换器板的端口开口和要进行模板印刷的脊和/或槽的区域提供支承。
41.在本发明的一个实施方式中,热交换器板(一个或多个)放置在托盘上,使得升高部分将热交换器板保持在适当位置。这对于模板印刷操作是足够的。然而,根据钎焊材料的流变特性,一旦模板印刷操作完成并且上模板和下模板从与热交换器板的接触中移除,则可能需要将热交换器板锁定到升高部分上。这可以通过几种方式实现,其中值得提及的两种方式是:
42.1.将真空源施加到所述升高部分,使得在移除所述上端下部模板期间真空将所述板保持在适当位置。
43.2.从升高部分的外周边横向延伸的可缩回的锁定销(未示出),所述锁定销接合周向裙部210的内周边,用于将热交换器板锁定到升高部分,并且缩回以便从升高部分释放热交换器板。为了避免周向裙部的变形,锁定销优选地位于升高部分的外周边的拐角处。
44.本发明的模板设备及模板印刷方法,是在通过钎焊接合的热交换器板间的接触部位或其附近设置钎焊材料的设备。该硬焊材料较佳地以一膏状物的形式提供,该膏状物具有类似于花生奶油的特性的流变特性。钎焊材料膏包含钎焊材料颗粒,即熔点低于制造热交换器板的材料的金属或合金颗粒,在钎焊材料施加到热交换器板上之后可蒸发的溶剂,以及在溶剂蒸发之后将钎焊材料颗粒保持在适当位置的粘合剂。粘结剂必须具有足够的耐
热性以将钎焊材料保持在一起直到钎焊材料熔化。
45.而且,钎焊材料膏必须具有优异的粘合性能以便适当地粘合到裙部上。
46.已经证明工作良好的钎焊膏的一个实例是的膏,其包含具有小于106微米的晶粒尺寸的粉末钎焊材料合金,分散在具有92
±
1wt
‑
%的金属含量的膏中,其余为粘合剂和溶剂。在21℃下,该膏的布氏粘度(brookfield viscosity)为td
‑
spindle 2.5rpm=450
±
50pas。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。