1.本技术涉及移动电源生产的领域,尤其是涉及移动电源生产用的外壳制造模具脱模装置。
背景技术:
2.移动电源又名充电宝,是一种可随身携带、自身能储备电能的装置,其主要为手持式移动设备等消费电子产品(例如无线电话、笔记本电脑等)充电的便携充电器,特别应用在没有外部电源供应的场合。
3.目前,移动电源的外侧通常设置有外壳,外壳主要用于保护其内部的电池,使电池不易受磕碰等造成损伤,外壳通常采用注塑成型或冷锻成型;采用冷锻成型制作,需要使用冲压设备、模具、脱模器具等对铝制品原材料进行处理。
4.但是,脱模器具且仅适用于对一种特定尺寸的模具生产出的外壳进行脱模处理,且脱模器具相对较为固定,不便更换,需要加工不同尺寸的移动电源外壳时,不易适应性调节脱模器具的尺寸。
技术实现要素:
5.为了便于调节脱模器具的尺寸,方便加工不同尺寸移动电源的外壳,本技术提供移动电源生产用的外壳制造模具脱模装置。
6.本技术提供的一种移动电源生产用的外壳制造模具脱模装置,采用如下的技术方案:移动电源生产用的外壳制造模具脱模装置,包括冲压设备、设置在冲压设备下方的模具、间隔设置在模具下方的机架、可拆卸连接在机架上方的填料盒、两个滑移连接在机架上方的支撑架、设置在两个支撑架之间的脱模调节框,两个所述支撑架对称设置;所述脱模调节框包括两个纵向杆组和两个横向杆组,每个所述纵向杆组包括两个纵向调节杆,每个所述横向杆组包括两个横向调节杆、以及设置在两个横向调节杆之间的伸缩杆,四个所述横向调节杆与四个纵向调节杆一一对应,所述横向调节杆与对应纵向调节杆固定连接;每个所述纵向杆组中的两个纵向调节杆之间设置有用于调节两个纵向调节杆之间间距的纵向调节机构,所述支撑架与纵向调节机构连接;两个所述支撑架与机架之间设置有用于调节每个横向杆组中两个横向调节杆之间间距的横向调节机构。
7.通过采用上述技术方案,工作人员需要生产移动电源外壳时,首先将原材料放入填料盒内,接着启动冲压设备,接着冲压设备带动模具向下移动,模具穿过脱模调节框压入填料盒内,将原材料压制成型,随后冲压设备带动模具和外壳上升,当外壳向上移动至脱模调节框后,在脱模调节框架的阻挡作用下,外壳从模具上脱落分离,随后工作人员将外壳取出,并添加新的原材料,重复上述过程即可;若需要加工不同尺寸的外壳,需要适配调节脱模调节框的大小时,首先工作人员通过纵向调节机构调节两个纵向调节杆之间的间距,使
脱模调节框与待加工外壳的宽度尺寸相适配,接着通过横向调节机构调节两个横向调节杆之间的间距,使脱模调节框与待加工外壳的长度尺寸相适配,从而将整个脱模调节框放大或缩小,以适用于对不同尺寸的外壳进行快速脱模处理;脱模调节框的长度和宽度均可快速方便的进行改变,适用于对不同尺寸模具生产出的外壳进行脱模处理,从而方便工作人员加工不同尺寸移动电源的外壳。
8.可选的,所述纵向调节机构包括两个同时螺纹连接在两个纵向调节杆上的驱动螺杆、两个分别套设在两个驱动螺杆上的支撑座、固设在两个驱动螺杆之间的旋钮;两个所述驱动螺杆螺纹旋向相反,所述支撑座与驱动螺杆转动连接,且所述支撑座与支撑架固定连接。
9.通过采用上述技术方案,工作人员通过纵向调节机构调节两个纵向调节杆之间的间距时,首先工作人员转动旋钮,旋钮即可带动两个固定连接的驱动螺杆转动,两个驱动螺杆分别带动两个纵向调节杆同步反向移动,从而将两个纵向调节杆之间的间距增大或者缩小;两个驱动螺杆的螺纹旋向相反,使得两个纵向调节杆同步反向移动,提高了工作人员的操作便捷性和精准性。
10.可选的,所述支撑座与纵向调节杆之间设置有导向支撑杆,所述纵向调节杆上开设有滑移槽,所述导向支撑杆一端与支撑座固定连接、另一端位于滑移槽内滑移。
11.通过采用上述技术方案,外壳向上脱模过程中会对脱模调节框造成一定的冲击作用,导向支撑杆不仅增大了驱动螺杆与纵向调节杆之间的连接面积,减小了应力集中,增强了驱动螺杆与纵向调节杆之间的连接,使驱动螺杆在冲击作用下不易发生弯曲变形,保证驱动螺杆转动时的顺滑性,且对纵向调节杆的移动起导向的作用,保证纵向调节杆移动的稳定性和准确性。
12.可选的,所述横向调节机构包括两个分别固设在两个支撑架靠近机架一侧的支撑块、螺纹连接在支撑块上的旋转螺杆、固设在其中一个旋转螺杆一端的手轮、固设在机架上的旋转座;所述支撑块与机架滑移连接,两个所述旋转螺杆螺纹旋向相反,两个所述旋转螺杆固定连接,且所述旋转螺杆与旋转座转动连接。
13.通过采用上述技术方案,工作人员通过横向调节机构调节两个横向杆组中的两个横向调节杆之间的间距时,首先工作人员转动手轮,手轮即可带动两个旋转螺杆转动,两个旋转螺杆即可带动与其螺纹连接的支撑块相互靠近或者远离,接着支撑块即可带动与其固定连接的支撑架移动,支撑架带动纵向调节杆移动,纵向调节杆即可带动与其固定连接的横向调节杆相互分离或靠近,从而使横向杆组与外壳长度相适配。
14.可选的,所述支撑块的底部固设有燕尾块,所述机架上开设有与燕尾块相适配的燕尾槽,所述燕尾块位于燕尾槽内滑移。
15.通过采用上述技术方案,燕尾块仅可沿燕尾槽的开设方向滑移,从而实现了支撑块的滑移运动,并对支撑块的移动起导向和限位的作用,保证支撑块移动方向的精准性,且使支撑块不能上下脱离机架。
16.可选的,所述机架上还设置有用于将外壳向远离脱模调节框一侧推动的取料机构。
17.通过采用上述技术方案,取料机构不仅便于工作人员快速取出外壳,且提高了工
作人员取出外壳时的安全性。
18.可选的,所述取料机构包括固设在机架上的驱动气缸、固设在驱动气缸活塞杆一侧的推板。
19.通过采用上述技术方案,当外壳成型完毕后,首先工作人员启动驱动气缸,驱动气缸的活塞杆即可带动推板向脱模调节框一侧移动,从而将脱模调节框下方的外壳推至远离脱模调节框一侧,从而便于工作人员将外壳取出;且驱动气缸结构简单,易于安装和维护,且适应性强、负载大。
20.可选的,所述支撑架包括横杆以及固设在横杆一端的纵杆,所述横杆与纵杆形成l型,且横杆和纵杆之间固设有斜撑。
21.通过采用上述技术方案,斜撑增大了横杆与纵杆之间的连接面积,减小了两者之间的应力集中,从而使横杆和纵杆的连接处不易发生断裂,提高了支撑架的稳定性和强度。
22.可选的,所述冲压设备上固设有挡板。
23.通过采用上述技术方案,挡板用于在模具原材料的压制过程中,使残渣、废屑不易向工作人员一侧飞溅,使工作人员不易受到伤害,从而提高工作人员的安全性。
24.可选的,所述冲压设备以及机架上均固设有定位柱。
25.通过采用上述技术方案,冲压设备带动模具向下移动时,定位柱用于使脱模调节框不承受冲击力,从而使脱模调节框不易受冲击力而发生变形,影响外壳的脱模效率。
26.综上所述,本技术包括以下至少一种有益技术效果:1.脱模调节框的长度和宽度均可快速方便的进行改变,适用于对不同尺寸模具生产出的外壳进行脱模处理,从而方便工作人员加工不同尺寸移动电源的外壳;2.两个驱动螺杆的螺纹旋向相反,使得两个纵向调节杆同步反向移动,提高了工作人员的操作便捷性和精准性;3.导向支撑杆不仅增大了驱动螺杆与纵向调节杆之间的连接面积,减小了应力集中,增强了驱动螺杆与纵向调节杆之间的连接,使驱动螺杆在冲击作用下不易发生弯曲变形,保证驱动螺杆转动时的顺滑性,且对纵向调节杆的移动起导向的作用,保证纵向调节杆移动的稳定性和准确性。
附图说明
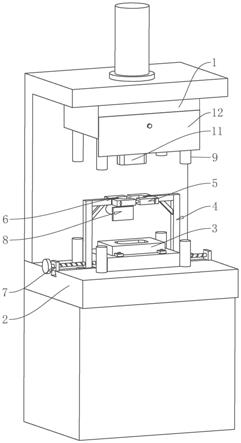
27.图1是本技术实施例中模具脱模装置的结构示意图;图2是表示脱模调节框和支撑架的局部结构示意图;图3是表示脱模调节框的局部剖视图;图4是表示横向调节机构的局部结构示意图;图5是表示图4中a部分的局部结构示意图。
28.附图标记说明:1、冲压设备;11、模具;12、挡板;2、机架;21、燕尾槽;3、填料盒;31、放料槽;4、支撑架;41、横杆;42、纵杆;43、斜撑;5、脱模调节框;51、纵向调节杆;511、滑移槽;52、横向调节杆;521、滑槽;53、伸缩杆;6、纵向调节机构;61、驱动螺杆;62、支撑座;63、旋钮;64、导向支撑杆;7、横向调节机构;71、支撑块;72、燕尾块;73、旋转螺杆;74、手轮;75、旋转座;8、取料机构;81、驱动气缸;82、推板;9、定位柱。
具体实施方式
29.以下结合附图1
‑
5对本技术作进一步详细说明。
30.本技术实施例公开一种移动电源生产用的外壳制造模具脱模装置。参照图1,模具脱模装置包括冲压设备1,冲压设备1下方设置有模具11,模具11下方设置有机架2,机架2与模具11间隔设置。机架2上方设置有填料盒3,填料盒3与机架2通过螺栓连接,填料盒3上开设有放料槽31。机架2上方设置有两个支撑架4,两个支撑架4对称设置,且支撑架4与机架2滑移连接;两个支撑架4之间设置有脱模调节框5。
31.参照图2和图3,脱模调节框5包括两个纵向杆组和两个横向杆组,每个纵向杆组包括两个纵向调节杆51,两个纵向调节杆51间隔设置。每个纵向杆组中的两个纵向调节杆51之间设置有纵向调节机构6,纵向调节机构6用于调节两个纵向调节杆51之间的间距,且支撑架4与纵向调节机构6连接。每个横向杆组包括两个横向调节杆52,两个横向调节杆52之间设置有伸缩杆53,伸缩杆53可以与两个横向调节杆52均滑移连接,伸缩杆53也可以一端与其中一个横向调节杆52固定连接、另一端与另一个横向调接杆滑移连接,与伸缩杆53滑移连接的横向调节杆52上开设有滑槽521,伸缩杆53位于滑槽521内滑移。
32.参照图2和图3,同时四个横向调节杆52与四个纵向调节杆51一一对应,横向调节杆52与对应的纵向调节杆51固定连接。两个支撑架4与机架2之间设置有横向调节机构7,横向调节机构7用于调节每个横向杆组中两个横向调节杆52之间的间距。机架2上还设置有取料机构8,取料机构8用于将外壳向远离脱模调节框5一侧推动。
33.工作人员生产移动电源外壳时,首先将原材料放入填料盒3上的放料槽31内,接着工作人员启动冲压设备1,冲压设备1带动模具11向下移动,模具11穿过脱模调节框5压入填料盒3内,将原材料压制成型,随后冲压设备1带动模具11和贴合在模具11上的外壳上升,当外壳向上移动至脱模调节框5后,在脱模调节框5架的阻挡作用下,外壳从模具11上脱落分离,随后取料机构8将外壳推至远离脱模调节框5一侧,工作人员将外壳取走,并添加新的原材料,重复上述过程即可;若需要加工不同尺寸的外壳,适配调节脱模调节框5的大小时,首先工作人员通过纵向调节机构6调节纵向杆组中两个纵向调节杆51之间的间距,使脱模调节框5与待加工外壳的宽度尺寸相适配,接着通过横向调节机构7调节两个横向调节杆52之间的间距,使脱模调节框5与待加工外壳的长度尺寸相适配,从而将整个脱模调节框5放大或缩小,以适配对不同尺寸的外壳进行快速脱模处理。
34.参照图1,冲压设备1以及机架2上均固设有多个定位柱9,定位柱9用于当冲压设备1带动模具11向下移动时使脱模调节框5不承受冲击力,从而使脱模调节框5不易受冲击力而发生变形。冲压设备1上还固设有挡板12,挡板12用于在模具11原材料的压制过程中,残渣、废屑不易向工作人员一侧飞溅,提高工作人员的安全性。
35.参照图2,支撑架4包括横杆41以及固设在横杆41一端的纵杆42,所述横杆41与纵杆42形成l型,且横杆41和纵杆42之间固设有斜撑43,斜撑43用于增大横杆41与纵杆42之间的连接面积,从而减小横杆41与纵杆42连接处的应力集中,使横杆41和纵杆42的连接处不易发生断裂。
36.参照图2和图3,纵向调节机构6包括两个同时螺纹连接在两个纵向调节杆51上的驱动螺杆61,两个驱动螺杆61一体成型且螺纹旋向相反,螺纹旋向相反用于使两个纵向调节杆51同步反向移动,提高工作人员的操作便捷性和精准性。两个驱动螺杆61上均套设有
支撑座62,支撑座62与驱动螺杆61转动连接,且支撑座62与支撑架4固定连接。两个驱动螺杆61之间固设有旋钮63,旋钮63直径较大,用于为工作人员提供手持的部位,方便工作人员转动驱动螺杆61。支撑座62与纵向调节杆51之间设置有导向支撑杆64,纵向调节杆51上开设有滑移槽511,导向支撑杆64一端与支撑座62固定连接、另一端位于滑移槽511内滑移,导向支撑杆64用于增大驱动螺杆61与纵向调节杆51之间的连接面积,减小驱动螺杆61与纵向调节杆51之间的应力集中,使驱动螺杆61在冲击作用下不易发生弯曲变形,保证驱动螺杆61转动时的顺滑性。
37.工作人员通过纵向调节机构6调节两个纵向调节杆51之间的间距时,首先工作人员转动旋钮63,旋钮63即可带动两个固定连接的驱动螺杆61转动,两个驱动螺杆61分别带动两个纵向调节杆51同步反向移动,从而将两个纵向调节杆51之间的间距增大或者缩小,同时两个纵向调节杆51在移动的过程中,导向支撑杆64对纵向调节杆51的移动起导向作用,且外壳向上脱模过程中会对脱模调节框5造成一定的冲击作用,导向支撑杆64提高了纵向调节杆51移动的平稳性。
38.参照图4和图5,横向调节机构7包括固设在两个支撑架4下方的支撑块71,支撑块71呈长方体设置;支撑块71的底部固设有燕尾块72,机架2上开设有与燕尾块72相适配的燕尾槽21,燕尾块72位于燕尾槽21内滑移,燕尾块72仅可沿燕尾槽21的开设方向滑移,用于对支撑块71的移动起导向和限位的作用,保证支撑块71移动方向的精准性,且使支撑块71不能上下脱离机架2。
39.参照图4和图5,两个支撑块71上均螺纹连接有旋转螺杆73,两个旋转螺杆73一体成型且螺纹旋向相反。其中一个旋转螺杆73一端固设有手轮74,手轮74直径较大,用于方便工作人员转动旋转螺杆73。机架2上固设有两个旋转座75,两个旋转座75与两个旋转螺杆73一一对应,旋转螺杆73与对应的旋转座75转动连接。
40.工作人员通过横向调节机构7调节横向杆组中两个横向调节杆52之间的间距时,首先工作人员转动手轮74,手轮74即可带动两个旋转螺杆73同步转动,两个旋转螺杆73即可带动与其螺纹连接的支撑块71相互靠近或者远离,接着支撑块71即可带动与其固定连接的支撑架4移动,支撑架4带动纵向调节杆51移动,纵向调节杆51即可带动与其固定连接的横向调节杆52相互分离或靠近,从而使横向杆组与外壳的长度相适配。
41.参照图4,取料机构8包括固设在机架2上的驱动气缸81,驱动气缸81负载大、适应性强,适用于直线往复运动;驱动气缸81的缸体与机架2固定连接,驱动气缸81的活塞杆远离缸体一侧固设有推板82,推板82呈长方形板。
42.当外壳成型完毕后,首先工作人员启动驱动气缸81,驱动气缸81的活塞杆即可带动推板82向脱模调节框5一侧移动,从而将脱模调节框5下方的外壳推至远离脱模调节框5一侧,进而方便工作人员将外壳取出。
43.本技术实施例一种移动电源生产用的外壳制造模具脱模装置的实施原理为:工作人员需要生产移动电源外壳时,首先将原材料放入填料盒3上的放料槽31内,接着启动冲压设备1,冲压设备1即可带动模具11向下移动,模具11穿过脱模调节框5压入填料盒3内,将原材料压制成型,随后冲压设备1带动模具11和外壳上升,当外壳向上移动至脱模调节框5后,在脱模调节框5架的阻挡作用下,外壳从模具11上脱落分离,随后工作人员将外壳取出,并添加新的原材料,重复上述过程即可;若需要加工不同尺寸的外壳时,首先工作人员通过转
动旋钮63,旋钮63即可操控纵向调节机构6调节两个纵向调节杆51之间的间距,使脱模调节框5与待加工外壳的宽度尺寸相适配,接着工作人员转动手轮74,手轮74即可操控横向调节机构7调节两个横向调节杆52之间的间距,使脱模调节框5与待加工外壳的长度尺寸相适配,从而将整个脱模调节框5放大或缩小,以适用于对不同尺寸的外壳进行快速脱模处理;脱模调节框5的长度和宽度均可快速方便的进行改变,适用于对不同尺寸模具11生产出的外壳进行脱模处理,从而方便工作人员加工不同尺寸移动电源的外壳。
44.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。