1.本实用新型涉及钻具辅助技术领域,具体涉及一种钻具辅助装置。
背景技术:
2.a型台州地铁体积接近350标动尺寸,在车顶上更是增加了两个长度为4m、宽1.7m的空调框,用于后道安装空调,与以往安装方式不同,之前福州、厦门、石家庄地铁的空调框表面为u型结构,直接在里面安装滑槽,用来连接空调安装孔。此台州地铁空调框结构为厚度15mm的板材,要先在空调框板材上钻φ8mm孔并在所钻孔的位置加工锥形沉头孔,用于后续安装空调时放入沉头螺丝,完成之后再进行空调整机安装。(在最初的380b\380bl车体空调框也是这种结构),在钻完孔之后加工沉头孔(又叫锪孔)时,发现操作者用卡着锪钻头(本厂用的是90
°
锥形锪钻)的风钻直接对着通孔进行锪孔加工,在加工完几个沉头孔后,发现有诸多问题。
3.目前为止,关于锪孔的加工分为两种情况:一,由机加工或台钻提前加工好,二,由工作人员手持带锪钻头的风钻进行加工,其中第一种机加工能够实现加工沉头孔。前提是:设计人员提前设计好,给出图纸,台钻只能适用于在某些小型部件进行加工,并不适合空调框这种长大型材的沉头孔加工。众所周知,在车体生产中,其设计工艺水平是不断改进提升的,在经过一段时间的生产后,设计人员会根据具体实际生产的需要,在某些部位多加工出来一些沉头孔或凸台端面,此时铝合金车体已经成批次生产完成,再想回到机床上加工已经不可能,只能是由工作人员手工加工完成,在加工的过程中,操作者只是根据图纸要求的深度,在锪孔过程中操作者只能是靠肉眼和经验来判断是否锪削到此位置,用此方法会使沉头孔的深度尺寸无法准确控制,超差会很严重,极易造成锪大沉头孔直径的现象,而锪孔工作属于一次性成型加工方法,锪大孔的直径直接使部件报废,同时加工时间长,效率低下,无法满足快节奏地生产。而且由于锪孔过程不是均匀进给,会导致沉头孔表面和端面粗糙,同时也会出现锪孔不正的情况;出现的问题总结为:
4.1、加工精度低:风钻转速很快,操作者控制不好风速,风钻在加工过程中无法精确保证锪钻头与通孔表面垂直,造成同轴度超差;
5.2、沉孔外圆尺寸超差严重:由于在锪孔过程中操作者无法准确控制进给量,极有可能会锪孔过多或者切削不够,严重会造成部件的返修;
6.3、生产效率低:在锪制沉孔的过程中为保证深度合格,操作者会多次对沉孔加工深度进行测量,使锪孔工作无法一次性完成,延长工作时间;
7.4、沉孔表面粗糙度高、有时会在锪孔口的端面产生多角形振纹:由于手进给压力不能保证持续性在匀速状态,造成锪孔轴向抗力忽大忽小,切削作业时就会使得切削量断断续续,然后会反作用与锪钻上,使锪钻跳动,产生振纹且沉孔表面粗糙不光泽;
8.5、加工难度大:由于上述四点情况的存在,使得操作者在钻削时要时刻处于紧张状态,对操作者的技艺水平要求较高;
技术实现要素:
9.为了克服上述现有技术的缺陷,本实用新型所要解决的技术问题是提供一种能够控制锪孔加工精度、降低粗糙度的钻具辅助装置。
10.为了解决上述技术问题,本实用新型采用的技术方案为:
11.提供一种钻具辅助装置,包括
12.限位轨道组件,将钻具限制其中并沿其固定行程范围内作业;
13.定位固定组件,对限位轨道组件位置进行限制;以及
14.进给控制组件,控制限位轨道组件内钻具的进给量。
15.本实用新型的有益效果在于:通过定位固定组件,对限位轨道组件位置进行限制,能够提高锪孔加工的精度,确保被锪沉头孔与原有孔同轴(对中方式可以采用人眼对中或者与台钻机一样的对中方式),让后续安装沉头螺丝可以垂直地下到孔里,使外观整齐,装配位置紧凑;通过进给控制组件能精确控制锪孔深度,确保加工完的沉孔尺寸标准一致;同时能够降低沉孔的内壁表面粗糙度,消除振纹的产生,并使沉孔位置更正,更有利于后续安装工作的开展;此装置操作要简单,使用方便,并可以安装在任一把手风钻上,以降低对操作者技能水平的要求。
附图说明
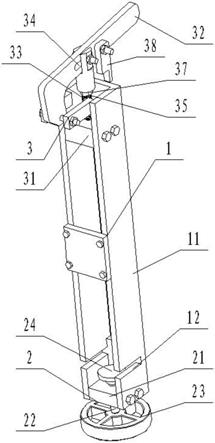
16.图1所示为本实用新型具体实施方式的一种钻具辅助装置的结构示意图;
17.图2所示为图1的另一角度视图;
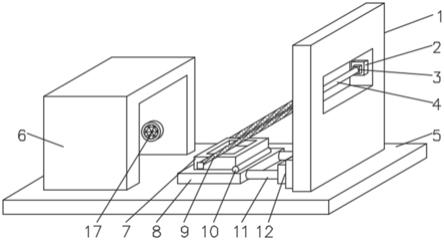
18.图3所示为本实用新型具体实施方式的一种钻具辅助装置的进给控制组件的结构示意图;
19.标号说明:1、限位轨道组件;11、轨道本体;12、限位槽;2、定位固定组件;21、固定块;22、调节杆;23、调节手柄;24、顶块;3、进给控制组件;31、连接块;32、操作杆;33、连杆;34、通孔;35、弹性件;36、限位块;37、调节螺栓;38、限位件。
具体实施方式
20.为详细说明本实用新型的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
21.请参照图1至图3所示,本实用新型的一种钻具辅助装置,包括
22.限位轨道组件1,将钻具限制其中并沿其固定行程范围内作业;
23.定位固定组件2,对限位轨道组件1位置进行限制;以及
24.进给控制组件3,控制限位轨道组件1内钻具的进给量。
25.从上述描述可知,通过定位固定组件2,对限位轨道组件1位置进行限制,能够提高锪孔加工的精度,确保被锪沉头孔与原有孔同轴,让后续安装沉头螺丝可以垂直地下到孔里,使外观整齐,装配位置紧凑;通过进给控制组件3能精确控制锪孔深度,确保加工完的沉孔尺寸标准一致;同时能够降低沉孔的内壁表面粗糙度,消除振纹的产生,并使沉孔位置更正,更有利于后续安装工作的开展;此装置操作要简单,使用方便,并可以安装在任一把手风钻上,以降低对操作者技能水平的要求。
26.进一步的,所述定位固定组件2和进给控制组件3分别设置在限位轨道组件1的两
端;
27.所述限位轨道组件1包括轨道本体11;靠近所述定位固定组件2的轨道本体11上开设有限位槽12;
28.所述定位固定组件2包括固定块21、调节杆22、调节手柄23以及顶块24,所述固定块21上开设有供调节孔,所述调节杆22与调节孔螺纹配合,所述顶块24、调节手柄23分置于调节杆22的两端,其中调节手柄23位于调节杆22远离轨道本体11的一端上。
29.从上述描述可知,通过限位槽12的设置,能够将工作板放入其中,通过调节手柄23的转动,使得顶块24向限位槽12方向移动,进而实现对工作板的夹紧定位,结构简单,操作方便。
30.进一步的,所述进给控制组件3包括输出部,所述输出部包括连接块31、操作杆32以及连杆33;所述操作杆32的一端活动连接在轨道本体11上;所述连接块31固定连接在轨道本体11上,所述固定块21上设置有供连杆33穿过的通孔34,所述连杆33的一端连接在操作杆32的中部,另一端穿过通孔34。
31.进一步的,所述输出部还包括有弹性件35;所述弹性件35设置在操作杆32与之间;
32.所述远离操作杆32的一端/一侧上设置有限制连杆33脱出通孔34的限位块36。
33.从上述描述可知,通过弹性件35的设置,能够实现操作杆32的自动复位,通过限位块36的设置,能够避免复位过度。
34.进一步的,所述连杆33通过调节件连接在操作杆32上;所述连杆33靠近操作杆32的侧壁上设置有调节螺栓37,所述连杆33的侧壁上设置统一与调节螺栓37配合的螺纹;
35.所述弹性件35为弹簧,所述弹簧套设在调节螺栓37与连接块31之间的连杆33上。
36.从上述描述可知,通过调节螺栓37的设置,能够方便调节弹簧的弹力以及进给的深度。
37.进一步的,所述通孔34为长圆形孔。
38.从上述描述可知,通过长圆形孔的设置,能够方便调节与选择不同的位置以及力度。
39.进一步的,所述进给控制组件3包括限位件38,所述限位件38的一端固定在操作杆32上,另一端朝向限位轨道组件1设置。
40.从上述描述可知,通过限位件38的设置,在操作杆32使用过程中,由于操作杆32是下压的,通过选择限位件38的长度,当下压至一定程度时,限位件38与限位轨道组件1发生碰撞,实现限位,保证了进给量的控制。
41.进一步的,所述钻具辅助装置的各个连接处采用螺纹联接。
42.实施例一
43.一种钻具辅助装置,包括
44.限位轨道组件,将钻具限制其中并沿其固定行程范围内作业;
45.定位固定组件,对限位轨道组件位置进行限制;以及
46.进给控制组件,控制限位轨道组件内钻具的进给量。
47.所述定位固定组件和进给控制组件分别设置在限位轨道组件的两端;
48.所述限位轨道组件包括轨道本体;靠近所述定位固定组件的轨道本体上开设有限位槽;
49.所述定位固定组件包括固定块、调节杆、调节手柄以及顶块,所述固定块上开设有供调节孔,所述调节杆与调节孔螺纹配合,所述顶块、调节手柄分置于调节杆的两端,其中调节手柄位于调节杆远离轨道本体的一端上。
50.所述进给控制组件包括输出部,所述输出部包括连接块、操作杆以及连杆;所述操作杆的一端活动连接在轨道本体上;所述连接块固定连接在轨道本体上,所述固定块上设置有供连杆穿过的通孔,所述连杆的一端连接在操作杆的中部,另一端穿过通孔。
51.所述输出部还包括有弹性件;所述弹性件设置在操作杆与之间;
52.所述远离操作杆的一端/一侧上设置有限制连杆脱出通孔的限位块。
53.所述连杆通过调节件连接在操作杆上;所述连杆靠近操作杆的侧壁上设置有调节螺栓,所述连杆的侧壁上设置统一与调节螺栓配合的螺纹;
54.所述弹性件为弹簧,所述弹簧套设在调节螺栓与连接块之间的连杆上。
55.所述通孔为长圆形孔。
56.所述进给控制组件包括限位件,所述限位件的一端固定在操作杆上,另一端朝向限位轨道组件设置。
57.所述钻具辅助装置的各个连接处采用螺纹联接。
58.综上所述,本实用新型提供的一种钻具辅助装置,提高了锪孔加工的精度,使沉孔的深度和直径均完全达到要求尺寸。确保被锪沉头孔与原有孔同轴,使沉孔位置更正,后续连接螺丝更牢固。使得沉孔的内壁和端面更加光滑,获得一个较好的表面光洁度,更有利于后续工作的开展。此装置操作简单,可以安装在任一把手风钻上,操作者只需要按照平时钻孔要求进行锪孔即可完成沉孔加工,提高生产效率。此创新可推广应用到其他工序的锪孔加工上,填补了在特殊部位手动加工锪孔精度控制上的空白。
59.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。