1.本实用新型涉及机械加工设备的技术领域,尤其是一种便于细小件端面磨削装夹夹具。
背景技术:
2.目前,在机加领域中,处理一些端面粗糙度要求较高的回转体细小件,如垫片、垫圈工件时,通常采用手持工件的方式在研磨平台上进行研磨,但是这种方式会造成工件端面受力不均,造成端面平面度、光洁度不合格。
技术实现要素:
3.针对现有技术中的问题,本实用新型的目的是要提供一种便于细小件端面磨削装夹夹具,以提高研磨质量,保证端面的平面度和光洁度。
4.为了达到上述目的,本实用新型的技术方案是:
5.一种便于细小件端面磨削装夹夹具,包括固定座和锁紧机构,所述固定座上设置有安装孔,所述安装孔为阶梯孔,其中所述安装孔的大径端用于安装工件,且所述大径端的深度为研磨后的工件的厚度,且所述固定座上设置有连通安装孔的开口,所述锁紧机构用于在开口工作时调节其张开幅度,以使安装孔夹紧工件。
6.进一步,所述安装孔设置为圆形。
7.进一步,所述安装孔的两端均设相同规格的大径端。
8.进一步,所述大径端的直径尺寸和工件的直径尺寸相等。
9.进一步,所述大径端和工件远离研磨面的一端接触的底面和固定座的端面的平行度为0.02。
10.进一步,所述锁紧机构包括螺栓,所述开口的两侧分别设置有通孔和螺纹孔,所述螺栓的头部穿过通孔并与螺纹孔螺纹连接。
11.进一步,所述固定座和研磨平台接触的端面设有耐磨层。
12.与现有技术相比,本实用新型提供的一种便于细小件端面磨削装夹夹具结构与众不同,增设固定座,以将待磨的工件安装于安装孔的大径端,并通过锁紧机构固定,后续只需将工件裸露于外的端面和研磨平台接触进行研磨即可,利用固定座的端面和研磨平台接触,进而避免工件的研磨面倾斜,保证研磨面的平整度,且通过大径端深度的限定,则无需反复测量工件的厚度,在实际工作中,研磨直至固定座的端面接触研磨平台即可,研磨效率高。
附图说明
13.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提
下,还可以根据这些附图获得其他的附图。
14.附图1为工件的结构图。
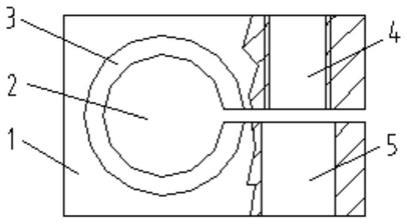
15.附图2为一种便于细小件端面磨削装夹夹具的全剖主视图。
16.附图3为一种便于细小件端面磨削装夹夹具的俯视图。
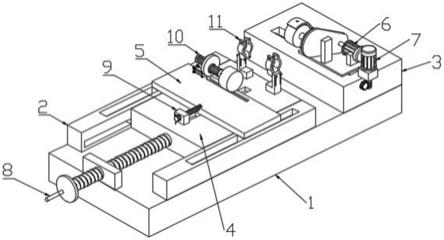
17.附图4为一种便于细小件端面磨削装夹夹具和工件的装配图。
18.图中:1.固定座,2.安装孔,3.大径端,4.螺纹孔,5.通孔,6.工件,7.螺栓。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.如图1至4所示,作为本实用新型一优选实施例的一种便于细小件端面磨削装夹夹具,包括固定座1和锁紧机构,具体地,固定座1为正四方体,固定座1上设置有安装孔2,安装孔2为阶梯孔,需要说明的是,安装孔2靠近固定座1端面的一端为大径端3,其中安装孔2的大径端3用于安装工件6,从而将工件6待研磨的面裸露于外部,以与研磨平台接触,且大径端3的深度为研磨后的工件6的厚度,继而只需要研磨至固定座1的端面和研磨平台接触即可,通过固定座1的端面限定研磨掉工件6的厚度,且固定座1上设置有连通安装孔2的开口,锁紧机构用于在开口工作时调节其张开幅度,以使安装孔2夹紧工件6,避免工件6脱落。
21.应用本实用新型提供的便于细小件端面磨削装夹夹具时,增设固定座1,以将待磨的工件6安装于安装孔2的大径端3,并通过锁紧机构固定,后续只需将工件6裸露于外的端面和研磨平台接触进行研磨即可,且利用固定座1的端面和研磨平台接触作为研磨停止条件,以限定研磨量,进而避免工件6的研磨面倾斜,受力均匀,保证研磨面的平整度和光洁度,且通过大径端3深度的限定,则无需反复测量工件6的厚度,在实际工作中,研磨直至固定座1的端面接触研磨平台即可,研磨效率高。
22.在实际使用中,无论手持还是设备装夹,都可以达到很好效果,而且还可以放在平面磨床上对工件6进行磨削,极大提高加工效率。
23.在上述实施例的基础之上,具体地,安装孔2可设置为圆形,进而与工件6的外形相适配,增加接触面积,保证更加稳定的夹持工件6;更为具体地,所述大径端3的直径尺寸和工件6的直径尺寸相等。
24.为了更好的技术效果,安装孔2的两端均设相同规格的大径端3,进而固定座1的正面和反面均可安装工件6,可同时装配两个工件6,分别对工件6进行研磨,进一步提高工作效率。
25.且在实际生产中,大径端3和工件6远离研磨面的一端接触的底面和固定座1的端面的平行度为0.02,以保证研磨面的平面度,避免研磨面倾斜,在安装工件6时,只需要将工件6置入大径端3、并使工件6的端面和底面贴合即可。
26.在上述实施例的基础之上,锁紧机构包括螺栓7,开口的两侧分别设置有通孔5和螺纹孔4,所述螺栓7的头部穿过通孔5并与螺纹孔4螺纹连接,继而拧动以调整开口的张开幅度,实现松紧工件6。
27.在上述实施例中,固定座1和研磨平台接触的端面设有耐磨层,可采用渗碳处理形成耐磨层,避免研磨过程中,磨损固定座1,导致后续研磨的工件6出现质量问题。
28.最后,还需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
29.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
30.对所公开的实施例的上述说明,使本领域技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
技术特征:
1.一种便于细小件端面磨削装夹夹具,其特征在于,包括固定座(1)和锁紧机构,所述固定座(1)上设置有安装孔(2),所述安装孔(2)为阶梯孔,其中所述安装孔(2)的大径端(3)用于安装工件(6),且所述大径端(3)的深度为研磨后的工件(6)的厚度,且所述固定座(1)上设置有连通安装孔(2)的开口,所述锁紧机构用于在开口工作时调节其张开幅度,以使安装孔(2)夹紧工件(6)。2.根据权利要求1所述的便于细小件端面磨削装夹夹具,其特征在于,所述安装孔(2)设置为圆形。3.根据权利要求2所述的便于细小件端面磨削装夹夹具,其特征在于,所述安装孔(2)的两端均设相同规格的大径端(3)。4.根据权利要求3所述的便于细小件端面磨削装夹夹具,其特征在于,所述大径端(3)的直径尺寸和工件(6)的直径尺寸相等。5.根据权利要求4所述的便于细小件端面磨削装夹夹具,其特征在于,所述大径端(3)和工件(6)远离研磨面的一端接触的底面和固定座(1)的端面的平行度为0.02。6.根据权利要求1所述的便于细小件端面磨削装夹夹具,其特征在于,所述锁紧机构包括螺栓(7),所述开口的两侧分别设置有通孔(5)和螺纹孔(4),所述螺栓(7)的头部穿过通孔(5)并与螺纹孔(4)螺纹连接。7.根据权利要求1所述的便于细小件端面磨削装夹夹具,其特征在于,所述固定座(1)和研磨平台接触的端面设有耐磨层。
技术总结
本实用新型专利属于机械加工设备的技术领域,具体公开了一种便于细小件端面磨削装夹夹具,包括固定座和锁紧机构,固定座上设置有安装孔,安装孔为阶梯孔,其中安装孔的大径端用于安装工件,且大径端的深度为研磨后的工件的厚度,且固定座上设置有连通安装孔的开口,锁紧机构用于在开口工作时调节其张开幅度,以使安装孔夹紧工件;本装置以将待磨的工件安装于安装孔的大径端,并通过锁紧机构固定,后续只需将工件裸露于外的端面和研磨平台接触进行研磨即可,利用固定座的端面和研磨平台接触以限定研磨量,进而避免工件的研磨面倾斜,保证研磨面的平整度,且通过大径端深度的限定,则无需反复测量工件的厚度,研磨效率高。研磨效率高。研磨效率高。
技术研发人员:杨明 陈文东 张伟 李敏 陈晓科 武贺举 仇磊鑫
受保护的技术使用者:新乡北方液压传动机械有限公司
技术研发日:2021.05.12
技术公布日:2021/12/14
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。