1.本发明涉及增强复合材料技术领域,特别是涉及一种聚氨酯复合材料及其制备方法。
背景技术:
2.碳纤维作为优异的增强材料,具有比强度和比模量高、密度低、热膨胀系数小、耐高低温、耐疲劳、抗蠕变等优点,是电和热的良导体。可根据不同领域的应用需求选取不同规格、不同性能的碳纤维。
3.随着碳纤维性能的不断提高,国内外学者采用碳纤维增强聚合物复合材料的研究进行了持续深入的研究和开发。但是,目前关于碳纤维增强聚氨酯基复合材料的研究,大多集中在短碳纤维对聚氨酯基复合材料的性能影响。相比之下,连续碳纤维在聚氨酯基复合材料中的碳纤维含量大大提高,与聚氨酯基树脂复合材料的增强强度远比短碳纤维高。
4.热塑性的聚氨酯和碳纤维的复合方法主要有溶液浸渍法,薄膜层压,碳纤维混合,粉末混合和熔融拉挤法。如中国发明专利文献cn 103507278 a、cn 105385160 a、cn 101845232 b、cn 111546739 b、cn 105199368 b等。溶液浸渍法需要选择合适的溶剂,将热塑性聚氨酯溶解后配成低粘度的溶液,随后使用该溶液对碳纤维束浸渍的复合办法,但需要找到热塑性聚氨酯的良溶剂并具有合适的挥发性,如果在后续没有完全去除溶剂,会在材料内部形成气泡,导致材料的表面缺陷和内部空隙。薄膜层压法是将碳纤维放在两层热塑性聚氨酯的薄膜之间,在一定的温度和压力下,将熔融的树脂压入碳纤维之间,随后在该压力下冷却成型完成复合,方法简单,不使用溶剂,但是需要采用很薄的薄膜才能保证预浸料有较高的碳纤维体积分数,而且复合压力高,时间长。碳纤维混合法是先将热塑性聚氨酯纺成碳纤维后与增强碳纤维混合在一起,形成混合碳纤维束,而粉末混合法是将碳纤维分散开之后,将树脂粉末均匀的吸附在增强碳纤维表面,之后将吸附粉末的碳纤维经过加压,加热使得热塑性树脂将碳纤维粘结起来,最后经过冷却固结定型成为预浸料,这两种方法一种需要将树脂制成细碳纤维,另一种需要将树脂制成粉末,在实际生产中受到很大的限制。熔融浸渍法是将热塑性聚氨酯加热制成低粘度的熔体,将分散开的碳纤维通过该低粘度树脂熔体进行浸渍处理的方法,操作简单,是目前应用最广泛的一种方法。熔融拉挤法是在熔融浸渍法的基础上发展起来的,碳纤维束通过被热塑性树脂熔体充填的管状熔体槽,经过一定形状的口模拉挤呈棒状或者片状预浸料,利用口模可以控制含胶量,降低孔隙率。
5.然而,上述连续碳纤维增强聚氨酯复合材料的制备方法中,连续碳纤维和聚氨酯复合基本在预浸料之后,其中连续碳纤维聚氨酯复合材料的性能取决于碳纤维和聚氨酯,但碳纤维在聚氨酯中的形状多呈现二维层状或者网状,无法尽可能地发挥其增强结构的作用。此外,聚氨酯配方设计和制备工艺相隔离,聚氨酯反应剧烈,释放出大量的热而不易控制,对环境温度和湿度敏感容易发泡,和连续碳纤维束复合导致复合材料产生缺陷,使碳纤维的形状和含量不可控。
技术实现要素:
6.本发明要解决的技术问题是提供一种聚氨酯复合材料及其制备方法,以克服现有技术生产过程中碳纤维增强复合材料的技术缺陷。
7.为了解决上述技术问题,第一方面,本发明提供了一种聚氨酯复合材料,包括连续碳纤维棒和聚氨酯树脂;所述连续碳纤维棒包括连续的碳纤维束和基体树脂。
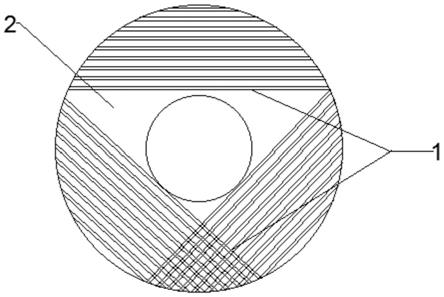
8.本发明先将连续的碳纤维束和基体树脂单独复合成棒状结构,连续碳纤维棒中的碳纤维是单向延伸,在碳纤维延伸的方向的拉伸强度和弹性模量高,可以用作结构部件,承载负荷;其整体是圆棒状,截面为圆形,在所有垂直碳纤维延伸方向的抗弯刚度、扭转刚度均一致,并且取决于碳纤维本身和基体树脂。连续碳纤维棒在聚氨酯树脂中的排列方式灵活,如图1~图10所示,按需调整连续碳纤维棒的直径和排列间距,图1和图2示意的聚氨酯复合材料中连续碳纤维棒的排列方式可据材料性能需求调整,如图5~图8所示,改变连续碳纤维棒的根数可以调整连续碳纤维棒增强的聚氨酯复合材料的刚度。连续碳纤维棒和聚氨酯树脂相对独立又互为整体,连续碳纤维棒的制备过程和性能不影响聚氨酯的配方和制备工艺,整体的制备工艺简单易行,操作方便,适合工厂规模化生产。
9.作为本发明聚氨酯复合材料的优选实施方式,所述基体树脂为热固性树脂,基体树脂为交联结构,拉伸强度和弯曲强度强,热稳定性好,与碳纤维束复合固化后得到的连续碳纤维棒在热固性树脂分解温度前均具有稳定的性能和形状,热固性树脂在后续和更多的连续碳纤维棒组合(包括平行排列,交叉排列)以及与聚氨酯树脂进行下一步复合过程中,所得连续碳纤维棒的横截面可以基本保持圆形,不会因为温度或者压力的升高形状发生大幅改变。进一步优选的,所述热固性树脂为环氧树脂,聚氨酯,聚酯中的至少一种,以使材料固化时间短,固化条件简单、可控,工业生产易实现。
10.其中热固性树脂的种类与相关性能参数和最终复合材料的用途相关,可根据最终复合材料的用途采用相适用的基体树脂,以满足材料的性能需求。需要说明的是,当连续碳纤维棒增强的聚氨酯复合材料中的基体树脂为热固性交联聚氨酯树脂时,基体树脂与连续碳纤维棒复合的聚氨酯树脂相同。
11.作为本发明聚氨酯复合材料的优选实施方式,所述聚氨酯树脂的软段为聚醚多元醇、聚酯多元醇、聚烯烃多元醇中的至少一种;所述硬段为芳香族、脂肪族、脂环族的异氰酸酯中的至少一种,所述扩链剂为小分子多元醇或胺类扩链剂,所述交联剂为小分子多元醇。
12.进一步优选的,所述聚氨酯树脂的软段为ptmeg、ppg、pcl、peg、pcdl、htpb、htbn中的至少一种,硬段为td、mdi、ndi、ppdi、hdi、hmdi、ipdi中的至少一种,扩链剂为1,4
‑
丁二醇、乙二醇、1,3
‑
丙二醇、hqee、her、moca、detda中的至少一种;交联剂为tmp、甘油、三羟甲基乙烷中的至少一种。
13.作为本发明聚氨酯复合材料的优选实施方式,按摩尔比计,所述软段和硬段的摩尔比为(1:2.2)~(1:3);所述扩链剂和交联剂的摩尔比为(88:12)~(98:2)。优选的,按摩尔比计,所述软段和硬段的摩尔比为(1:2.5)~(1:3);所述扩链剂和交联剂的摩尔比为(85:15)~(95:5)。
14.作为本发明聚氨酯复合材料的优选实施方式,所述聚氨酯树脂的制备方法为:
15.(1)将所述软段在110~130℃条件下抽真空干燥1.5~2.5小时,降温至55~65℃,再加入所述硬段,反应0.5~1.5小时;
16.(2)依次加入溶剂和扩链剂,反应0.5~1.5小时,再加入交联剂反应0.5~1.5小时,即得聚氨酯树脂。
17.作为本发明聚氨酯复合材料的优选实施方式,所述溶剂为四氢呋喃或丙酮;以质量比计,所述溶剂与所述软段、硬段、扩链剂、交联剂总质量的比为(0.5~1.2):1。
18.作为本发明聚氨酯复合材料的优选实施方式,所述连续碳纤维棒的制备方法为:
19.在塑形装置中将所述碳纤维束浸润到所述基体树脂中,加热固化,即得连续碳纤维棒;
20.所述固化的温度控制为100~110℃,时间控制为5~10分钟;所述连续碳纤维棒中基体树脂的含量为10~60wt%;优选的,所述连续碳纤维棒中基体树脂的含量为20~45wt%
21.作为本发明聚氨酯复合材料的优选实施方式,所述碳纤维为碳纤维t800或碳纤维t1000;所述碳纤维的线密度为1000~1200tex。
22.第二方面,本发明提供了一种所述聚氨酯复合材料的制备方法,包括以下步骤:
23.将所述连续碳纤维棒排列在模具中,加入所述聚氨酯树脂,在80~110℃下成型,即得。
24.当基体树脂为聚氨酯树脂时,在基体树脂热固化的时候,控制温度和时间,使连续碳纤维棒半固化后,直接再与聚氨酯树脂复合即可。
25.作为本发明聚氨酯复合材料制备方法的优选实施方式,所述连续碳纤维棒先进行界面处理,所述界面处理的方法为:
26.将所述连续碳纤维棒涂覆水性环氧树脂或己内酰胺封端的二苯基甲烷二异氰酸酯溶液;在155~165℃下的处理25~35s;在230~240℃下处理阶段1.5~2.5min,即成。
27.基体树脂为完全固化的热固性树脂,先对连续碳纤维棒进行界面处理,用水性环氧树脂或己内酰胺封端的二异氰酸酯进行表面处理后,在聚氨酯树脂热硫化的过程中,聚氨酯树脂和连续碳纤维棒表面发生反应生成化学键,进一步促进聚氨酯树脂和连续碳纤维棒的结合能力,可有效提高其界面结合效果,并且不影响碳纤维棒的性能和聚氨酯本身的性能。
28.与现有技术相比,本发明的有益效果在于:
29.1.本发明的聚氨酯复合材料中碳纤维在复合材料中可以保持既定的截面形状(圆棒状),在所有垂直碳纤维延伸方向的抗弯刚度、扭转刚度均一致,在聚氨酯树脂中的排列可以根据复合材料整体性能需求灵活调整,按需调整连续碳纤维棒的直径和排列间距,如改变连续碳纤维棒的根数可以调整连续碳纤维棒增强聚氨酯复合材料的刚度。
30.2.本发明的连续碳纤维棒和聚氨酯树脂相对独立又互为整体,连续碳纤维棒和聚氨酯树脂的性能可单独调节,连续碳纤维棒的制备过程和性能不影响聚氨酯的配方和制备工艺。
31.3.本发明的连续碳纤维棒和聚氨酯树脂的静态粘合强度好,经过h抽出测试可知,完全固化后直接压制的材料平均抽出力达到85~98n,未完全固化后直接压制的材料平均抽出力达到320n,经界面处理后再压制的材料平均抽出力达到350~400n,碳纤维在复合材料中可以保持既定的截面形状(圆棒状),虽然与聚氨酯的接触面积变小,但连续碳纤维棒和聚氨酯树脂的静态粘合强度仍然良好,且通过界面处理后可有效提高其界面结合效果。
32.4.本发明的聚氨酯复合材料的制备方法简单易行,操作方便,可控性好,有效避免了聚氨酯树脂配方设计和制备工艺相隔离的现象,适用于规模化生产。
附图说明
33.图1至图10是本发明聚氨酯复合材料中连续碳纤维棒在聚氨酯树脂中的排列方式示意图;
34.图中,1为连续碳纤维棒,2为聚氨酯树脂。
具体实施方式
35.下面结合实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
36.在本发明的描述中,应当理解的是,所涉及的仪器设备或装置如无特别说明,均为常规仪器设备或装置;所涉及的原料或化合物如无特别说明,均为市售常规试原料或化合物;所涉及的h抽出的测试方法和制样标准均根据国标gb/t 2942
‑
2009,用于测定连续碳纤维棒和聚氨酯树脂的静态粘合强度。
37.实施例1:一种聚氨酯复合材料
38.本实施例的聚氨酯复合材料包括连续碳纤维棒和聚氨酯树脂,其中连续碳纤维棒由连续的碳纤维束和基体树脂复合而成。
39.其中,碳纤维为碳纤维t800,其线密度为1200tex;基体树脂为聚氨酯,与聚氨酯树脂的配方相同,但是基体树脂采用的聚氨酯采用溶液聚合制得,采用丙酮或者四氢呋喃作为溶剂,易挥发,容易去除,并能促进连续碳纤维棒中碳纤维束和聚氨酯的充分浸润。
40.聚氨酯树脂可采用聚醚多元醇、聚酯多元醇、聚烯烃多元醇为软段,如ptmeg(聚四氢呋喃二醇)、ppg(聚丙二醇)、pcl(聚己内酯)、peg(聚乙二醇)、pcdl(聚碳酸酯多元醇)、htpb(端羟基聚丁二烯液体橡胶)、htbn(端羟基聚丁二烯
‑
丙烯腈);采用二异氰酸酯为硬段,二异氰酸酯可采用芳香族的异氰酸酯(如td、mdi、ndi、ppdi),也可采用脂肪族或脂环族的异氰酸酯(如hdi、hmdi、ipdi);扩链剂为小分子多元醇或胺类扩链剂,如1,4
‑
丁二醇、乙二醇、1,3
‑
丙二醇、hqee(对苯二酚二羟乙基醚)、her(间苯二酚二羟乙基醚)、moca(3,3
‘‑
二氯
‑
4,4
’‑
二苯基甲烷二胺)、detda(3,5
‑
二甲硫基甲苯二胺)等;交联剂为小分子多元醇,如tmp、甘油、三羟甲基乙烷。
41.本实施例中基体树脂和聚氨酯树脂采用ptmeg作为软段,采用mdi(二苯基甲烷二异氰酸酯)作为硬段,采用bdo(1,4
‑
丁二醇)作为扩链剂,采用tmp(三羟甲基丙烷)作为交联剂;
42.其中,ptmeg的分子量为1000;ptmeg/mdi的摩尔比为1/2.8;bdo/tmp的摩尔比为90/10。mdi的摩尔数与ptmeg、bdo、tmp总羟基的摩尔数之比为(1.05
‑
1.1):1,优选的,当mdi的摩尔数与ptmeg、bdo、tmp总羟基的摩尔数之比为1:1时,充分反应。
43.基体树脂的制备方法为:
44.(1)ptmeg在120℃抽真空干燥除水2小时,降温至60℃,再加入mdi,与ptmeg在60℃下反应1小时,得到聚氨酯预聚物;
45.(2)加入四氢呋喃作为溶剂,再加入bdo,反应1小时,最后加入tmp反应1小时,反应
完成的聚氨酯溶液成为基体树脂。
46.其中,加入的四氢呋喃的质量与ptmeg、mdi、bdo、tmp总质量的比为0.8:1。
47.连续碳纤维棒的制备方法为:
48.将碳纤维t800浸润到基体树脂中,随后经过塑形装置,通过加热使其固化成为连续碳纤维棒(热固化温度为110℃,时间10分钟),得到的连续碳纤维棒直径为1.00
±
0.05mm,碳纤维含量为71~73wt%,连续碳纤维棒的玻璃化转变温度为45℃,连续碳纤维棒排列在成型模具中,步距为2mm。
49.聚氨酯复合材料的制备方法为:
50.(1)ptmeg在120℃抽真空干燥除水2小时,降温至60℃,再加入mdi,与ptmeg在60℃下反应1小时,得到聚氨酯预聚物;
51.(2)加入bdo和tmp,搅拌分散均匀5分钟,得聚氨酯树脂;
52.(3)将聚氨酯树脂倒入110℃的平板硫化机上的有连续碳纤维棒排列的成型模具中,3分钟后进行模压成型,即成(#1材料)。如表1所示,经过h抽出测试可知,平均抽出力达到85n。
53.优选的,将连续碳纤维棒中的基体树脂采用热固化,便于控制固化的程度,通过调整热固化的时间和温度,当热固化的条件为在100℃中恒温放置5分钟,使得连续碳纤维棒中聚氨酯中的溶剂得到挥发,表面的聚氨酯固化,而内部的聚氨酯还未完全固化,此时连续碳纤维棒不需要任何其他额外的处理,再和聚氨酯树脂一起在110℃的模具中通过模压成型,得聚氨酯复合材料(#2材料)。如表1所示,经过h抽出测试可知,平均抽出力达到320n。
54.优选的,将连续碳纤维棒进行界面处理,即连续碳纤维棒经过含有己内酰胺封端的二苯基甲烷二异氰酸酯的溶液中,经过160℃(30s)的除水处理,235℃(2min)的热处理阶段,再和聚氨酯一起在110℃的模具中通过模压成型,最终得到的连续碳纤维棒增强的聚氨酯复合材料(3#材料)。如表1所示,经过h抽出测试可知,平均抽出力达到350n。
55.实施例2:一种聚氨酯复合材料
56.本实施例的聚氨酯复合材料包括连续碳纤维棒和聚氨酯树脂,其中连续碳纤维棒由连续的碳纤维束和基体树脂复合而成。
57.其中,碳纤维为碳纤维t800,其线密度为1200tex;基体树脂为70wt%环氧乙烯基树脂和30wt%的苯乙烯,苯乙烯作为稀释剂。
58.基体树脂的制备方法为:
59.以总投料的质量百分比计,在环氧乙烯基树脂和苯乙烯中加入0.5wt%~1wt%的热引发剂和5wt%~15wt%交联剂,基体树脂放置于35℃的恒温槽中,即得。
60.其中,热引发剂为bpo(苯甲酰),交联剂为三(2
‑
羟乙基)异氰脲酸酯三丙烯酸酯;恒温槽包括半封闭的装置,以防止苯乙烯的挥发。
61.连续碳纤维棒的制备方法为:
62.将碳纤维t800浸润到环氧乙烯基树脂中,随后经过渐缩的塑形孔,通过加热使其固化成为连续碳纤维棒(热固化温度为165℃,时间25分钟),得到的连续碳纤维棒直径为1.00
±
0.05mm,碳纤维含量为73~75wt%,连续碳纤维棒的玻璃化转变温度为210℃,抗弯刚度为3535~4375n*mm2,连续碳纤维棒按照需求排列在模具中,步距2mm。
63.采用的本体聚合得到的聚氨酯树脂,以pcl聚己内酯(分子量为3000)为软段,以
ipdi(异佛尔酮二异氰酸酯)为硬段,pcl/ipdi的摩尔比为1/2.5,以bdo(1,4
‑
丁二醇)为扩链剂,以tmp(三羟甲基丙烷)为交联剂,bdo/tmp的摩尔比为88/12。
64.聚氨酯复合材料的制备方法为:
65.pcl在120℃抽真空干燥除水2小时,降温至60℃,加入ipdi和pcl在60℃下反应1小时得到聚氨酯预聚物;将bdo、tmp和催化剂加入聚氨酯预聚物中,搅拌分散均匀5分钟,倒入110℃的平板硫化机上的有连续碳纤维棒排列的成型模具中,5分钟后进行模压成型,即成(#4材料)。如表1所示,经过h抽出测试可知,平均抽出力达到98n。
66.基体树脂中苯乙烯作为溶剂在高温条件下完全去除,碳纤维t800和环氧乙烯基树脂经过热固后完全固化,玻璃化转变温度和抗弯刚度高。为进一步提高连续碳纤维棒和聚氨酯的界面结合能力,对连续碳纤维棒进行界面处理后再进行连续碳纤维棒和聚氨酯树脂的复合,具体为:
67.将连续碳纤维棒经过含有水性环氧树脂和己内酰胺封端的二苯基甲烷二异氰酸酯的溶液中,经过160℃(30s)的除水处理,235℃(2min)的热处理阶段,再将得到的连续碳纤维棒和聚氨酯树脂一起在110℃模压成型,最终得到的连续碳纤维棒增强的聚氨酯复合材料(#5材料)的抗弯刚度高,耐疲劳性能好,处理之后的连续碳纤维棒和聚氨酯的界面结合能力大大高于表面处理之前的。如表1所示,经过h抽出测试可知,平均抽出力达到400n。
68.实施例3:一种聚氨酯复合材料
69.本实施例的聚氨酯复合材料包括连续碳纤维棒和聚氨酯树脂,其中连续碳纤维棒由连续的碳纤维束和基体树脂复合而成。
70.其中,碳纤维为碳纤维t1000,线密度为1200tex,基体树脂为溶液聚合得到的聚氨酯,和最终的复合材料的聚氨酯树脂的配方一致,采用丙酮作为溶剂,易挥发,容易去除,并能促进碳纤维束和聚氨酯的充分浸润。
71.基体树脂和聚氨酯树脂采用ptmeg(聚四氢呋喃二醇)作为软段,采用mdi(二苯基甲烷二异氰酸酯)作为硬段,采用bdo(1,4
‑
丁二醇)作为扩链剂,采用甘油作为交联剂;
72.其中,ptmeg的分子量为2000;ptmeg/mdi的摩尔比为1/3;bdo/甘油的摩尔比为95/5。
73.基体树脂的制备方法为:
74.(1)ptmeg在120℃抽真空干燥除水2小时,降温至60℃,再加入mdi,与ptmeg在60℃下反应1小时,得到聚氨酯预聚物;
75.(2)加入丙酮作为溶剂,再加入bdo,反应1小时,最后加入甘油反应1小时,反应完成的聚氨酯溶液成为基体树脂。
76.其中,加入的丙酮的质量与ptmeg、mdi、bdo、tmp总质量的比为1:1。
77.连续碳纤维棒的制备方法为:
78.将碳纤维t1000浸润到基体树脂中,随后经过塑形装置,通过加热使其固化成为连续碳纤维棒(热固化温度为110℃,时间10分钟),得到的连续碳纤维棒直径为1.00
±
0.05mm,碳纤维含量为71~73wt%,连续碳纤维棒的玻璃化转变温度为-48℃,连续碳纤维棒排列在成型模具中,步距为2mm。
79.连续碳纤维棒增强的聚氨酯复合材料的制备方法为:
80.(1)ptmeg在120℃抽真空干燥除水2小时,降温至60℃,再加入mdi,与ptmeg在60℃
下反应1小时,得到聚氨酯预聚物,作为a料;
81.(2)取bdo和甘油,搅拌分散均匀2分钟,作为b料;
82.(3)通过浇注机将a料和b料混合(即聚氨酯树脂)(持续2分钟)加入到连续碳纤维棒排列的模具中,浇注完成后,在80℃的成型模具中保持4小时后取出,即成。
83.这种成型方法适合用于制备不规则形状的复合材料,连续碳纤维棒在聚氨酯树脂中的排布根据不同形状的模具以及聚氨酯树脂不同的部位的性能进行排布。
84.连续碳纤维棒和聚氨酯树脂采用实施例1中的界面处理方法,得到的连续碳纤维棒增强的聚氨酯复合材料(#6材料),如表1所示,经过h抽出测试可知,平均抽出力达到355n。
85.表1实施例材料的h抽出测试数据
[0086][0087]
综上,本发明实施例的聚氨酯复合材料中,连续碳纤维棒和聚氨酯树脂的静态粘合强度好,经过h抽出测试可知,完全固化后直接压制的材料平均抽出力达到85~98n,未完全固化后直接压制的材料平均抽出力达到320n,经界面处理后再压制的材料平均抽出力达到350~400n。碳纤维在复合材料中可以保持既定的截面形状(圆棒状),虽然与聚氨酯的接触面积变小,但连续碳纤维棒和聚氨酯树脂的静态粘合强度好,且通过界面处理后可有效提高其界面结合效果;在聚氨酯树脂中的排列可以根据复合材料整体性能需求灵活调整;连续碳纤维棒和聚氨酯树脂的性能可单独调节;整体制备方法简单易行,适用于规模化生产。
[0088]
最后所应当说明的是,以上实施例仅用以说明本发明的技术方案而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。