1.本发明涉及化学电源领域,具体涉及一种人工合成特定固态电解质界面膜提高锂离子电池倍率性能的方法。
背景技术:
2.锂离子电池凭借其高能量密度、长循环使用寿命等优点率先在手机、笔记本电脑等3c数码领域得到广泛应用。但是,石墨的还原电位低,需要生成固态电解质相(sei)来钝化电极表面才能实现长期循环。
3.sei膜,全称solid electrolyte interface,固体电解质界面(膜),顾名思义,它就是具有固体电解质性质的钝化膜层。sei是li
的优良导体,能够让锂离子在其中进行传输,进入到石墨表面,进行脱嵌锂工作。同时又是良好的电子绝缘体,能够有效的降低内部的短路概率,改善自放电。更为重要的是,它能有效防止溶剂分子的共嵌入,避免了因溶剂分子共嵌入对电极材料造成的破坏,因而大大提高了电极的循环性能和使用寿命。但是,sei在形成过程中消耗了部分锂离子,使得首次充放电不可逆容量增加,降低了电极材料的充放电效率。在循环过程中,sei不断的增长,消耗电解液,会造成容量的加速衰减。
4.此外,sei演化的机理尚不清楚。在过去的几十年中,学术界花费了大量的精力来研究电压、盐、溶剂和添加剂在sei的形成和后续演变中的作用。
技术实现要素:
5.本发明的目的是提供一种人工合成特定固态电解质界面膜提高锂离子电池倍率性能的方法,该方法操作简单,可明显提高电池倍率性能。
6.为实现上述目的,本发明采取的技术方案是:
7.本发明提供一种人工合成特定固态电解质界面膜提高锂离子电池倍率性能的方法,包括:
8.步骤一:以石墨为正极,锂片为负极,电解液为醚类电解液组装锂离子石墨半电池;
9.步骤二:将步骤一的锂离子石墨半电池循环3
‑
5次,在石墨表面形成sei膜,得到sei覆盖的石墨电极;
10.步骤三:以步骤二得到的sei覆盖的石墨电极作为负极,三元材料作为正极,电解液为酯类电解液组装得到锂离子电池。
11.优选的是,所述的醚类电解液包括锂盐和醚类溶剂。
12.优选的是,所述的锂盐为双(三氟甲基磺酰)亚胺锂。
13.优选的是,所述的醚类电解液还包括添加剂。
14.优选的是,所述的添加剂为为硝酸锂。
15.优选的是,所述的醚类溶剂选自1,3
‑
二氧五环、乙二醇二甲醚、二乙二醇二甲醚、
三乙二醇二甲醚和四乙二醇二甲醚中一种或多种。
16.优选的是,所述的醚类溶剂为1,3
‑
二氧五环或者1,3
‑
二氧五环与乙二醇二甲醚或二乙二醇二甲醚的混合溶剂。
17.优选的是,所述的混合溶剂中,1,3
‑
二氧五环与乙二醇二甲醚或二乙二醇二甲醚的体积比为1:1。
18.优选的是,所述的醚类电解液中锂盐的浓度为0.8
‑
2mol/l,添加剂的浓度为0.1
‑
0.4mol/l。
19.优选的是,所述的酯类电解液包括锂盐和酯类溶剂。
20.优选的是,所述的锂盐为六氟磷酸锂。所述的酯类溶剂选自碳酸乙烯酯、碳酸二甲酯、碳酸二乙酯以及碳酸甲乙酯中一种或多种。
21.本发明的有益效果
22.本发明提供一种人工合成特定固态电解质界面膜提高锂离子电池倍率性能的方法,该方法是先以石墨为正极,锂片为负极,电解液为醚类电解液组装锂离子石墨半电池;然后将锂离子石墨半电池循环,得到sei覆盖的石墨电极;以sei覆盖的石墨电极作为负极,三元材料作为正极,电解液为酯类电解液组装得到锂离子电池。和现有技术相对比,本发明先在醚类电解液中形成的sei膜较酯类电极液中形成的薄,且阻抗低,有利于锂离子传输,可明显提高电池倍率性能。
附图说明
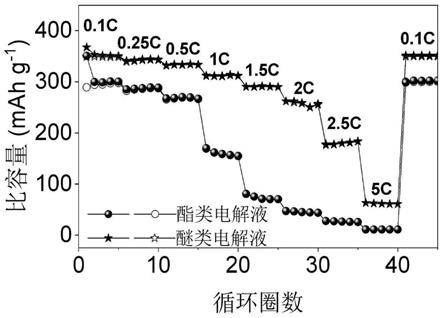
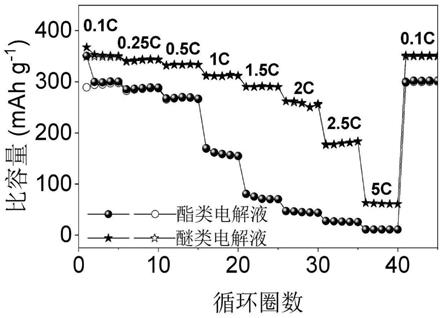
23.图1为本发明实施例4在醚类电解液和对比例1在酯类电解液中石墨||锂半电池的倍率性能曲线。
24.图2为本发明实施例4和对比例2覆盖醚源性sei与酯源性sei覆盖的石墨电极搭配三元正极材料组装的全电池在酯类电解液中全电池的倍率性能曲线。
具体实施方式
25.本发明提供一种人工合成特定固态电解质界面膜提高锂离子电池倍率性能的方法,包括:
26.步骤一:在高纯氩气氛围的手套箱中,以石墨为正极,锂片为负极,电解液为醚类电解液组装锂离子石墨半电池;所述组装过程中用的隔膜优选为聚丙烯(pp)材料。
27.所述的以石墨为正极,具体的石墨电极的制备方法优选包括:将石墨、乙炔黑、羧甲基纤维素钠(cmc)和聚苯乙烯丁二烯乳液(sbr)按照质量比94.5:1.5:1.5:2.5放入脱泡搅拌机中,并加入水进行匀浆,得到粘稠的浆料,将浆料涂覆在铜箔上涂布,置于鼓风干燥箱中和真空干燥箱中干燥,所述的干燥温度优选为80
‑
200℃,干燥时间优选为0.2
‑
3h,将干燥好的电极辊压、裁成圆片,得到石墨电极。所述的电极片直径优选为12
‑
14mm,电极片涂布厚度优选为50
‑
200um,电极片辊压厚度优选2
‑
3um。
28.所述的醚类电解液包括锂盐和醚类溶剂,所述的锂盐优选为双(三氟甲基磺酰)亚胺锂(litfsi),所述的醚类溶剂优选选自1,3
‑
二氧五环(dol)、乙二醇二甲醚(dme)、二乙二醇二甲醚(diglyme)、三乙二醇二甲醚(triglyme)或四乙二醇二甲醚(tetraglyme)中一种或多种。更优选为1,3
‑
二氧五环(dol)或者1,3
‑
二氧五环(dol)与乙二醇二甲醚(dme)或二
乙二醇二甲醚(diglyme)的混合溶剂;所述的混合溶剂中,1,3
‑
二氧五环(dol)与乙二醇二甲醚(dme)或二乙二醇二甲醚(diglyme)的体积比优选为1:1。所述的醚类电解液中锂盐的浓度优选为0.8
‑
2mol/l,更优选为1mol/l;
29.所述的醚类电解液还包括添加剂,所述的添加剂优选为硝酸锂(lino3),添加剂的浓度优选为0.1
‑
0.4mol/l。
30.步骤二:将步骤一的锂离子石墨半电池循环3
‑
5次,在石墨表面形成sei膜,得到sei覆盖的石墨电极;
31.步骤三:在高纯氩气氛围的手套箱中,以步骤二得到的sei覆盖的石墨电极作为负极,三元材料作为正极,电解液为酯类电解液组装得到锂离子电池;所述组装过程中用的隔膜优选为聚丙烯(pp)材料,所述的三元材料优选为ncm622,所述的负极片活性物质载量优选5
‑
7mg cm
‑2,正极片活性物质载量优选8
‑
10mg cm
‑2。
32.所述的三元材料(ncm622)作为正极,制备方法优选为将三元材料(ncm622),乙炔黑和聚偏二氟乙烯(pvdf)按照质量比92:5:3于放入脱泡搅拌机中,并加入n
‑
甲基吡咯烷酮(nmp)进行匀浆,得到均匀的浆料。将浆料涂覆在铝箔上涂布,置于鼓风干燥箱和真空干燥箱中干燥,所述的干燥温度优选为80
‑
200℃,干燥时间优选为0.2
‑
3h,将干燥好的电极辊压、裁成圆片,得到三元材料电极。所述的电极片直径优选为12
‑
14mm,电极片涂布厚度优选为50
‑
200um,电极片辊压厚度优选2
‑
3um。
33.所述的酯类电解液包括锂盐和酯类溶剂,所述的锂盐为六氟磷酸锂(lipf6),所述的酯类溶剂选自碳酸乙烯酯(ec)、碳酸二甲酯(dmc)、碳酸二乙酯(dec)以及碳酸甲乙酯(emc)中一种或多种,更优选为碳酸乙烯酯(ec)与碳酸甲乙酯(emc)的混合溶剂,所述的混合溶剂中,碳酸乙烯酯(ec)与碳酸甲乙酯(emc)的体积比优选为3:7;所述的酯类电解液中锂盐的浓度优选为0.8
‑
2mol/l,更优选为1mol/l。
34.按照本发明,在进行步骤三组装之前,优选将sei覆盖的石墨电极用易挥发的溶剂进行清洗,所述的溶剂优选为碳酸二甲酯(dmc)。
35.按照本发明,将得到的锂离子电池用压片机封装后去电池测试上测试倍率性能。
36.下面结合具体实施例对本发明做进一步详细的说明。
37.实施例1
38.1)石墨电极制备:将石墨、乙炔黑、羧甲基纤维素钠(cmc)和聚苯乙烯丁二烯乳液(sbr)按照质量比94.5:1.5:1.5:2.5放入脱泡搅拌机中,并加入水进行匀浆,得到粘稠的浆料,将浆料涂覆在铜箔上,电极片涂布厚度为150um,置于60℃鼓风干燥箱中0.5h,60℃真空干燥箱中干燥12h以充分蒸发溶剂,将干燥好的电极辊压至2um、裁成直径为14mm的圆片。
39.2)三元材料(ncm622)电极制备:将三元材料(ncm622),乙炔黑和聚偏二氟乙烯(pvdf)按照质量比92:5:3于放入脱泡搅拌机中,并加入n
‑
甲基吡咯烷酮(nmp)进行匀浆,得到均匀的浆料。将浆料涂覆在铝箔上,电极片涂布厚度为150um,置于120℃鼓风干燥箱中0.5h,100℃真空干燥箱中干燥12h以充分蒸发溶剂,将干燥好的电极辊压至2um、裁成直径为12mm的圆片。
40.3)在高纯氩气氛围的手套箱中,准备型号为2025的正极壳,放入石墨电极,放入聚丙烯(pp)隔膜,滴加35ml醚类电解液,再依次放入锂片,垫片,弹片,最后扣上负极壳,组装锂离子石墨半电池,所述的醚类电解液中锂盐为双(三氟甲基磺酰)亚胺锂(litfsi),锂盐
的浓度为1mol/l,溶剂为1,3
‑
二氧五环(dol)。
41.4)将上述锂离子石墨半电池用压片机封装后去电池测试上循环三次,充放电截止电压设为0.01
‑
3v,在石墨表面形成sei膜,得到sei覆盖的石墨电极;
42.5)将循环后的电池在手套箱拆解,取出sei覆盖的石墨电极用碳酸二甲酯(dmc)洗后干燥,准备型号为2025的正极壳,放入正极片三元材料(ncm622),放入聚丙烯(pp)隔膜,滴加35ml酯类电解液,再依次放入sei覆盖的石墨电极,垫片,弹片,最后扣上负极壳,组装得到锂离子电池,用压片机封装后去电池测试上测试倍率性能。所述的酯类电解液中锂盐为六氟磷酸锂(lipf6),锂盐的浓度为1mol/l,溶剂为碳酸乙烯酯(ec)与碳酸甲乙酯(emc)按照体积比3:7的混合。
43.实施例2
44.反应步骤和实施例1相同,区别在于:
45.步骤1)中醚类电解液中溶剂为1,3
‑
二氧五环(dol)和乙二醇二甲醚(dme)按照体积比为1:1混合。
46.实施例3
47.反应步骤和实施例1相同,区别在于:
48.步骤1)中醚类电解液中溶剂为1,3
‑
二氧五环(dol)和二乙二醇二甲醚(diglyme)按照体积比为1:1混合。
49.实施例4
50.反应步骤和实施例1相同,区别在于:
51.步骤1)中醚类电解液还包括添加剂,添加剂为硝酸锂(lino3),添加剂的浓度为0.4mol/l。
52.对比例1
53.反应步骤和实施例4中的步骤1)相同,区别在于,将醚类电解液替换为酯类电解液,组装得到石墨||锂半电池;
54.所述的酯类电解液中锂盐为六氟磷酸锂(lipf6),锂盐的浓度为1mol/l,溶剂为碳酸乙烯酯(ec)与碳酸甲乙酯(emc)按照体积比3:7的混合。
55.图1为本发明实施例4和对比例1的石墨||锂半电池在醚类电解液和酯类电解液中的倍率性能。由图1可见,在醚类电解液中石墨||锂半电池的倍率性能更好。在0.1c,0.25c,0.5c,1c,1.5c,2c,2.5c,5c的倍率下,在酯类电解液中,电池分别表现出297,287,266,154,70,43,25,10mah g
‑1的比容量。而在醚类电解液中,电池分别表现出348,342,332,311,289,255,183,60mah g
‑1的比容量。(1c=340mah g
‑1)
56.对比例2
57.反应步骤和实施例1相同,区别在于:步骤1)中醚类电解液替换为酯类电解液;
58.所述的酯类电解液中锂盐为六氟磷酸锂(lipf6),锂盐的浓度为1mol/l,溶剂为碳酸乙烯酯(ec)与碳酸甲乙酯(emc)按照体积比3:7的混合。
59.图2为本发明实施例4和对比例2覆盖醚源性sei与酯源性sei覆盖的石墨电极搭配三元正极材料组装的全电池在酯类电解液中全电池的倍率性能。由图2可见,与酯源性sei覆盖的石墨相比,醚源性sei覆盖的石墨电极搭配三元正极材料组装的全电池在酯类电解液中全电池的倍率性能更好。酯源性sei覆盖的石墨电极搭配三元正极材料组装的全电池
在酯类电解液中全电池在0.1c,0.2c,0.5c,1c的倍率下表现出161,152,143,133mah g
‑1的比容量。醚源性sei覆盖的石墨电极搭配三元正极材料组装的全电池在酯类电解液中全电池在0.1c,0.2c,0.5c,1c的倍率下表现出172,164,152,140mah g
‑1的比容量。(1c=200mah g
‑1)。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。