1.本实用新型一种整流桥连体式焊接脚点胶设施涉及半导体加工设施领域。
背景技术:
2.整流桥,一种用于将ac电流转换为dc电流的半导体。在制作过程中通常需要经过冲压焊接脚、摆盘、点胶、粘贴芯片、注外壳的工序。现有生产整流桥的企业在对连体式焊接脚进行点胶时,大都采用的是点胶阀进行点胶,由于点胶阀一次只能点一支焊接脚,因此需要伺服电机及滚珠丝杠相互配合将点胶阀来回移动进行点胶,费工费时、效率低。因此,需要一种快速高效全自动的点胶设施的出现。
技术实现要素:
3.本实用新型一种整流桥连体式焊接脚点胶设施克服了上述缺陷,采用长方形的机架,在机架上面的前面通过两块横向设置的长方形连接板设置了主动滚筒、支撑滚筒、输送带、在前方连接板的前面横向水平设置了长方形的支撑板、在支撑板上面的左中右分别纵向设置了长方形的一号气缸、二号气缸及三号气缸,在机架上面后方的右边垂直设置了l型的支架、在支架上面的前方横向设置了长方形的托板、在托板的底部横向设置了长方形的胶盒、胶盒通过上面的两根滑杆与托板连接,在托板上面的中央垂直设置了四号气缸、四号气缸下方的活塞杆与胶盒的上面连接。
4.一种整流桥连体式焊接脚点胶设施,其特征是,包括机架、连接板、主动滚筒、支撑滚筒、输送带、支撑板、一号气缸、二号气缸、三号气缸、推板、感应器、支架、托板、四号气缸、定位滑杆、胶盒、控制箱、点胶头、连体式焊接脚、电控换向阀、供气管、电源、多路控制器、显示屏、电源线;
5.所述机架为长方体形状、上面的前方横向并列设置了两块连接板、上面后方右边的中央垂直设置了l型的支架;
6.所述两块连接板为相同尺寸的长方形,两块连接板之间右边的顶端纵向设置了主动滚筒,两块连接板之间左边的顶端纵向设置了支撑滚筒,其中前方连接板中部的上方横向设置了长条状的缺口;
7.所述主动滚筒为滚筒式减速电机、通过两端的中轴与两块连接板连接;
8.所述支撑滚筒为圆柱形、通过两端的中轴与两块连接板连接,支撑滚筒与主动滚筒的上面设置了环形的输送带、输送带的上面低于两块连接板的顶端3
‑
5mm;
9.所述支撑板为长方形、横向水平设置于前方连接板中部的上方,支撑板上面左边的顶端纵向设置了长方形的一号气缸、一号气缸后方的活塞杆延伸至输送带的上面,支撑板上面右边的顶端纵向设置了长方形的二号气缸、二号气缸后方的活塞杆延伸至输送带的上面,支撑板上面右边的中部纵向设置了长方形的三号气缸、三号气缸后方活塞杆的后顶端横向水平设置了长条状的推板、推板延伸至输送带的上面;
10.所述感应器为圆柱形、纵向水平设置于后方连接板右边中部的上面,感应器的纵
向中心线向左偏于二号气缸的纵向中心线3
‑
5cm;
11.所述托板为长方形、横向水平设置于支架上方的前端,托板两端的中央分别垂直设置了一个圆形的滑孔;
12.所述胶盒为中空长方体形状、横向水平设置于托板的正下方,胶盒上面两边的中央分别垂直设置了一根圆柱形的定位滑杆、两根定位滑杆的上方分别延伸至托板两端的滑孔里面,胶盒底部的前后分别垂直向下均匀设置了两排圆筒状的点胶头、所有点胶头的内部均设置了胶棉、胶棉的顶端向上延伸至胶盒的内部;
13.所述四号气缸为长方形、垂直设置于托板上面的中央,四号气缸下方的活塞杆向下穿过托板中央的圆孔与胶盒上面的中央连接;
14.所述连体式焊接脚为长条状、横向水平设置于输送带的上面;
15.所述电控换向阀设置于机架的内部,电控换向阀的前通道及后通道分别通过供气管与一号气缸的前腔和后腔、二号气缸的前腔和后腔、三号气缸的前腔和后腔、四号气缸的上腔和下腔连接;
16.所述控制箱通过长方形的立杆设置于机架后面的上方,控制箱的前面设置了显示屏、内部设置了电源、多路控制器;
17.所述电源通过电源线与多路控制器连接,多路控制器分别通过电源线与显示屏、主动滚筒、感应器、电控换向阀连接。
18.进一步,所述胶盒底部的横向中心线与输送带的横向中心线平行。
19.有益效果:现有生产整流桥的企业在对连体式焊接脚进行点胶时,大都采用的是点胶阀进行点胶,由于点胶阀一次只能点一支焊接脚,因此需要伺服电机及滚珠丝杠相互配合将点胶阀来回移动进行点胶,费工费时、效率低。一种整流桥连体式焊接脚点胶设施,采用长方形的机架,在机架上面的前面通过两块横向设置的长方形连接板设置了主动滚筒、支撑滚筒、输送带、在前方连接板的前面横向水平设置了长方形的支撑板、在支撑板上面的左中右分别纵向设置了长方形的一号气缸、二号气缸及三号气缸,在机架上面后方的右边垂直设置了l型的支架、在支架上面的前方横向设置了长方形的托板、在托板的底部横向设置了长方形的胶盒、胶盒通过上面的两根滑杆与托板连接,在托板上面的中央垂直设置了四号气缸、四号气缸下方的活塞杆与胶盒的上面连接,实现了快速高效全自动的点胶设施。
附图说明
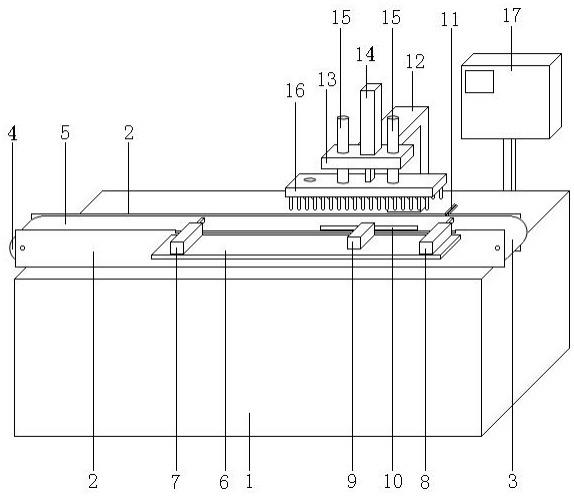
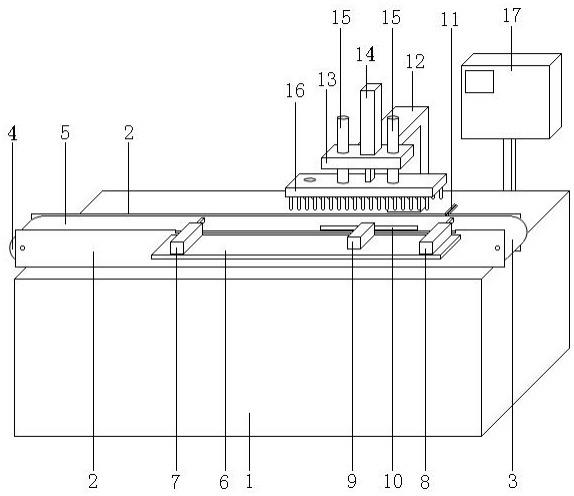
20.图1为一种整流桥连体式焊接脚点胶设施的主视图;
21.图2为胶盒、点胶头的结构示意图;
22.图3为连体式焊接脚的俯视图;
23.图4为一号气缸、二号气缸、三号气缸、四号气缸、电控换向阀、供气管的结构示意图;
24.图5为一种整流桥连体式焊接脚点胶设施的电路示意图;
25.图中标记为,机架1、连接板2、主动滚筒3、支撑滚筒4、输送带5、支撑板6、一号气缸7、二号气缸8、三号气缸9、推板10、感应器11、支架12、托板13、四号气缸14、定位滑杆15、胶盒16、控制箱17、点胶头18、连体式焊接脚19、电控换向阀20、供气管21、电源22、多路控制器
23、显示屏24、电源线25。
具体实施方式
26.现结合附图及附图标记、对本实用新型的形状、构造进行详细描述:
27.一种整流桥连体式焊接脚点胶设施,其特征是,包括机架1、连接板2、主动滚筒(dc12v/30w)3、支撑滚筒4、输送带5、支撑板6、一号气缸(2kpa)7、二号气缸(2kpa)8、三号气缸(2kpa)9、推板10、感应器(dc12v/1a)11、支架12、托板13、四号气缸(2kpa)14、定位滑杆15、胶盒16、控制箱17、点胶头18、连体式焊接脚19、电控换向阀(2kpa、dc12v/5a)20、供气管(2kpa)21、电源(ac220v/10a)22、多路控制器(ac220v/dc12v/20a)23、显示屏(dc12v/1a)24、电源线25;
28.所述机架1为长方体形状、上面的前方横向并列设置了两块连接板2、上面后方右边的中央垂直设置了l型的支架12;
29.所述两块连接板2为相同尺寸的长方形,两块连接板2之间右边的顶端纵向设置了主动滚筒3,两块连接板2之间左边的顶端纵向设置了支撑滚筒4,其中前方连接板2中部的上方横向设置了长条状的缺口;
30.所述主动滚筒3为滚筒式减速电机、通过两端的中轴与两块连接板2连接;
31.所述支撑滚筒4为圆柱形、通过两端的中轴与两块连接板2连接,支撑滚筒4与主动滚筒3的上面设置了环形的输送带5、输送带5的上面低于两块连接板2的顶端3
‑
5mm;
32.所述支撑板6为长方形、横向水平设置于前方连接板2中部的上方,支撑板6上面左边的顶端纵向设置了长方形的一号气缸7、一号气缸7后方的活塞杆延伸至输送带5的上面,支撑板6上面右边的顶端纵向设置了长方形的二号气缸8、二号气缸8后方的活塞杆延伸至输送带5的上面,支撑板6上面右边的中部纵向设置了长方形的三号气缸9、三号气缸9后方活塞杆的后顶端横向水平设置了长条状的推板10、推板10延伸至输送带5的上面;
33.所述感应器11为圆柱形、纵向水平设置于后方连接板2右边中部的上面,感应器11的纵向中心线向左偏于二号气缸8的纵向中心线3
‑
5cm;
34.所述托板13为长方形、横向水平设置于支架12上方的前端,托板13两端的中央分别垂直设置了一个圆形的滑孔;
35.所述胶盒16为中空长方体形状、横向水平设置于托板13的正下方,胶盒16上面两边的中央分别垂直设置了一根圆柱形的定位滑杆15、两根定位滑杆15的上方分别延伸至托板13两端的滑孔里面,胶盒16底部的前后分别垂直向下均匀设置了两排圆筒状的点胶头18、所有点胶头18的内部均设置了胶棉、胶棉的顶端向上延伸至胶盒16的内部;
36.所述四号气缸14为长方形、垂直设置于托板13上面的中央,四号气缸14下方的活塞杆向下穿过托板13中央的圆孔与胶盒16上面的中央连接;
37.所述连体式焊接脚19为长条状、横向水平设置于输送带5的上面;
38.所述电控换向阀20设置于机架1的内部,电控换向阀20的前通道及后通道分别通过供气管21与一号气缸7的前腔和后腔、二号气缸8的前腔和后腔、三号气缸9的前腔和后腔、四号气缸14的上腔和下腔连接,电控换向阀20的进气口通过供气管21与泵站连接;
39.所述控制箱17通过长方形的立杆设置于机架1后面的上方,控制箱17的前面设置了显示屏24、内部设置了电源22、多路控制器23;
40.所述电源22通过电源线25与多路控制器23连接,多路控制器23分别通过电源线25与显示屏24、主动滚筒3、感应器11、电控换向阀20连接。
41.进一步,所述胶盒16底部的横向中心线与输送带5的横向中心线平行。
42.根据上述一种整流桥连体式焊接脚点胶设施在使用时,工人提前1h向胶盒里面加入导电胶,然后开启电源、点击显示屏上面的工作键、主动滚筒开始带动输送带顺时针缓慢旋转,当连体式焊接脚经剪切机进入输送带左边的上面后、被输送带向右缓慢输送,此时、感应器感应到连体式焊接脚到来通知多路控制器控制电控换向阀通过高压气体同时驱动一号气缸二号气缸三号气缸的前腔、迫使一号气缸二号气缸三号气缸的活塞杆向后推出、三号气缸的活塞杆快速将连体式焊接脚挡住、二号气缸的活塞杆带动推板将连体式焊接脚向后压紧、一号气缸的活塞杆将输送带左边输送过来的连体式焊接脚挡住,此时、多路控制器控制电控换向阀通过高压气体驱动四号气缸的上腔迫使活塞杆推动胶盒快速下降、使胶盒底部的点胶头与连体式焊接脚的上面接触达到点胶的目的、随后多路控制器控制胶盒向上复位,此时、多路控制器控制电控换向阀通过高压气体同时驱动一号气缸及二号气缸的后腔迫使一号气缸及二号气缸的活塞杆向前复位,被点胶的连体式焊接脚由输送带将其向右输送至贴片机的里面,5
‑
10s后多路控制器控制电控换向阀将一号气缸的活塞杆向前复位,待连体式焊接脚经剪切机再次进入输送带左边的上面后、感应器及多路控制器按照上述步骤再次控制电控换向阀驱动一号气缸、二号气缸、三号气缸、四号气缸相互配合对连体式焊接脚进行点胶。
43.上述未详细描述部分为现有技术。
44.上述仅为本发明的常规揭示,未对本发明作任何形式上的限制,本行业的技术人员在未脱离本发明的技术方案、对上述技术作出的任何变化及调整,均属于本发明的技术方案保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。