技术特征:
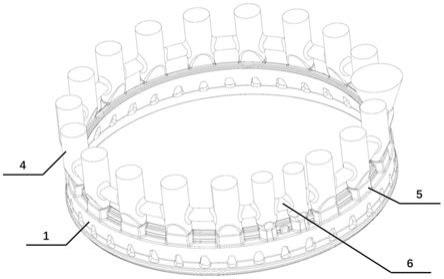
1.一种大型高温合金机匣铸件快速充型浇冒系统,其特征在于,包括:承接浇注液的浇口杯;直浇道,其进口与所述浇口杯的底部连通;陶瓷挡渣网,设置在所述直浇道和所述浇口杯之间;多个补缩模组,设置在机匣铸件上侧,用于对所述机匣铸件进行凝固过程补缩;横浇道,位于多个所述补缩模组之间,连通多个所述补缩模组。2.根据权利要求1所述的大型高温合金机匣铸件快速充型浇冒系统,其特征在于,所述浇口杯为倒立圆台型浇口杯,所述倒立圆台型浇口杯的下圆与所述直浇道直径相同,上圆直径是所述直浇道直径的2
‑
3倍,所述倒立圆台型浇口杯高度为1.5
‑
3倍下圆直径。3.根据权利要求1所述的大型高温合金机匣铸件快速充型浇冒系统,其特征在于,所述直浇道是多个所述补缩模组中之一,其中,选择模数最大的一个所述补缩模组作为直浇道。4.根据权利要求3所述的大型高温合金机匣铸件快速充型浇冒系统,其特征在于,单个所述补缩模组的模数是机匣铸件对应部位模数的1.5
‑
2倍。5.根据权利要求1所述的大型高温合金机匣铸件快速充型浇冒系统,其特征在于,所述补缩模组设于与所述机匣铸件的厚壁法兰上侧,所述机匣铸件的薄壁法兰放置于底侧,厚壁法兰放在上侧。6.根据权利要求1
‑
5任一项所述的大型高温合金机匣铸件快速充型浇冒系统,其特征在于,所述浇冒系统还包括锲型结构,所述补缩模组通过锲型结构与机匣铸件相连。7.根据权利要求6所述的大型高温合金机匣铸件快速充型浇冒系统,其特征在于,所述锲型结构包括设置于所述补缩模组下端的锲型件,以及设置于所述机匣铸件上与所述锲型件匹配的承插件,所述锲型件插入所述承插件中,实现所述补缩模组与所述机匣铸件的连通。8.一种采用权利要求1
‑
7任一项所述的大型高温合金机匣铸件快速充型浇冒系统的浇注方法,其特征在于,包括:组装浇冒系统,所述浇冒系统采用权利要求1
‑
7任一项的大型高温合金机匣铸件快速充型浇冒系统;制备大型高温合金机匣铸件型壳,对型壳进行焙烧和预热,熔炼高温合金并采用所述浇冒系统进行浇注成型;浇注成型冷却后,切割浇冒系统,即获得大型高温合金机匣铸件。9.根据权利要求8所述的大型高温合金机匣铸件快速充型浇冒系统的浇注方法,其特征在于,所述浇注成型中采用控制临界浇注有效质量的技术,其中:采用热力学软件计算高温合金液相线温度和收缩系数,高温合金浇注温度为液相线温度 (200
‑
300℃),浇注高温合金总量为临界有效质量,其具体数量为:(铸件体积 密集补缩模组体积 横浇道体积 直浇道体积)
×
室温下高温合金密度,浇注过程实际浇注量为临界浇注有效质量
±
1kg。10.根据权利要求8所述的大型高温合金机匣铸件快速充型浇冒系统的浇注方法,其特征在于,所述浇注成型,其中:在补缩模组内添加发热镁粉延长凝固时间,增强其对机匣铸件的补缩效果。
技术总结
本发明提供一种大型高温合金机匣铸件快速充型浇冒系统及浇注方法,包括:承接浇注液的浇口杯;直浇道,其进口与浇口杯的底部连通;陶瓷挡渣网,设置在直浇道和浇口杯之间;多个补缩模组,设置在机匣铸件上侧,用于对机匣铸件进行凝固过程补缩;横浇道,位于多个补缩模组之间,连通多个补缩模组。本发明上述浇冒系统和浇注方法,摒弃了传统上大型高温合金机匣铸件的上下双环形横浇道设计和底注式充型方式,减少了充填复杂浇冒系统的金属液,提供了工艺出品率的同时,还能够确保金属熔体快速充填机匣铸件整个型腔和减少热量损失,熔体前沿仅有一次交汇机会,能够大幅减少熔体多头交汇对冲产生的氧化膜缺陷,显著提高了铸件冶金质量。量。量。
技术研发人员:康茂东 陈基东 郜亚洲 王俊 王国祥 李建中 高海燕 孙宝德
受保护的技术使用者:江苏中超航宇精铸科技有限公司
技术研发日:2021.10.14
技术公布日:2021/12/14
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。